
Fターム[4F209AG21]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 部分(細部) (474)
Fターム[4F209AG21]の下位に属するFターム
中部、胴部 (5)
端部(上下部、頭底部、前後部) (110)
内側、内面 (4)
外側、外面(←表面) (40)
内部構造 (6)
リブ又は突起を有するもの(←凹部、孔) (80)
分岐を有するもの(←「とって」) (3)
ヒンジ部を有するもの (7)
Fターム[4F209AG21]に分類される特許
201 - 219 / 219
微細構造転写装置
【課題】
ステージ上に正確に基板とスタンパを載置して、基板の所望位置に正確に微細構造を転写することができるようにしたい。
【解決手段】
ステージ13の平坦な基板載置面Saに基板11とスタンパ10を対向させて載置し、スタンパ10で基板11に型押しをして基板上に所望の凹凸のパターンを形成する微細構造転写装置であり、ステージ13の基板載置面Saよりも高い位置に対向させた基板10とスタンパ11の仮載置面Sbを備え、仮載置面Sbに対向させた基板11とスタンパ10が載置されたら仮載置面Sbがステージ13の基板載置面Saと同一平面位置まで徐々に移動する仮置き部材25〜27を設けた。
(もっと読む)
基準格子製造方法及び基準格子製造装置

【課題】 本発明は位置検出を高精度に行う2次元角度格子を構成する基準格子を効率良く生産することを課題とする。
【解決手段】 基準格子製造装置10では、平板状転写マスタ14と微細凹凸形状パターン12とレプリカベース20の成型用平面16との間に光硬化性樹脂層18を介在し、光硬化性樹脂層18に微細凹凸形状パターン12を押圧させた状態で、光硬化性樹脂層18の下方から紫外線を照射して光硬化性樹脂層18を硬化させる。これにより、光硬化性樹脂層18の上面には、微細凹凸形状パターン12を転写された微細凹凸形状パターンが完成する。このように、基準格子製造装置10を用いた製造方法によれば、基準格子の大きさに拘わり無く、微細凹凸形状パターンを高精度且つ効率良く加工することが可能になる。
(もっと読む)
樹脂シートの製造方法及び装置
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、所望の断面形状を得ることができる。
【解決手段】ダイ12より押し出したシート状の樹脂材料14を、型ローラ16と該型ローラ16に対向配置される少なくとも1つのニップローラ18とで挟圧すると共に、型ローラ16と樹脂材料14との間のエアーを吸引手段22で吸引しながら、型ローラ16表面の凹凸形状を樹脂材料14に転写する。
(もっと読む)
成形方法、冷却装置、光学素子及び成形装置
【課題】
より簡便に且つ低コストで、高アスペクト比の微細形状を有する成形物を成形できる成形方法、成形装置及びその冷却装置、並びに光学素子を提供する。
【解決手段】
型部材Mを被成形材Pに対向させ、微細形状が被成形材Pに接触した後に、第1の速度で押圧することにより、被成形材Pの表面のみを溶融させて、微細形状を転写できる状態とし、その後、型部材Mを被成形材Pに対して第1の速度より速い第2の速度で押圧することで、微細形状の転写を実行することで、被成形材Pの加熱溶融を抑制して、精度の良い転写を行えるようにした。
(もっと読む)
押出された熱可塑性樹脂から板材を製造する方法
熱可塑性樹脂(3)から板材を製造する方法であって、特にTFTモニター用の板材(6)が先細に押出されることを特徴とする。  (もっと読む)
(もっと読む)
印刷版折り曲げ装置
【課題】 折り曲げ機構による印刷版の折り曲げ動作中に誤った手動操作があっても印刷版の折り曲げ動作の完了まで確実に動作する印刷版折り曲げ装置を提供する。
【解決手段】 この印刷版折り曲げ装置は、折り曲げべース板と版固定ブロック及び折り曲げブロック25との間に印刷版が挟まれた状態で折り曲げブロックを略180°回転させることで、折り曲げべース板を挟み込むように印刷版の側縁部を重ね折りしながら版固定ブロックと折り曲げブロックとで印刷版及び折り曲げべース板を押圧することにより印刷版の側縁部を折り曲げるものであり、版固定ブロックと折り曲げブロックは一体として折り曲げ機構を構成し、印刷版の上方に印刷版に対し接近かつ離間可能に設けられ、折り曲げ手段の回転中に折り曲げ機構の上方ヘの移動を規制する移動規制手段35,36を備える。
(もっと読む)
樹脂押出成形体
【課題】 より本物らしい木目を持った樹脂押出成形体の提供。
【解決手段】 基材1とその表面材2とを備え、基材1は、木粉を50重量%以上含む樹脂組成物であり、表面材2は、木粉を5〜20重量%含み且つ表面に木目模様4のエンボス加工をした樹脂組成物であり、基材と表面材は同時に押出成形したものであることを特徴とする。
(もっと読む)
押圧転写用緩衝シート、緩衝層付押圧転写用金型及び押圧転写方法
【課題】ナノプリント法において、広い面積にわたり転写精度を高精度化し、高速転写を行うことを目的とする。
【解決手段】凹凸パテーンが形成された金型を被転写基板に加圧装置を用いて押し付け、前記凹凸パターンを被転写基板に押圧転写する押圧転写方法において、前記加圧装置の加圧面と前記凹凸パターンが形成された金型、または前記加圧面と前記被転写基板との間に、外郭になる外包体と、前記外包体内に内置する発熱体と、前記発熱体の回りを埋めるように前記外包体内に満たされる流体とを有する緩衝シートを介在したことを特徴とする押圧転写方法。
(もっと読む)
プラスチックで被覆した厚紙のカップにマウスロールを作る方法およびこの方法で作ったカップ
この発明は、プラスチックで被覆した厚紙で作ったカップにマウスロールを作る方法およびこの方法によって作ったマウスロールを備えるカップに関する。このカップを補剛するためのマウスロールは、カップの口でこの厚紙を曲げる適当な打撃工具で作る。この発明によれば、このマウスロールを、この厚紙の対向する面がこのロールの領域でヒートシールによって互いに接着するように、熱を受けてこの厚紙のプラスチック被覆(8)を溶融することによって付加的に安定化する。溶融は、例えば、このマウスロールにその生産段階で向ける高温空気吹付けで行うことができる。  (もっと読む)
(もっと読む)
平坦材料にサテン仕上げ及びエンボス加工するための装置及び方法
【課題】 歯部が設けられた第1のローラ(1)と歯部の設けられた少なくとも1つの第2のローラ(3)とを備え、一方のローラの各歯部(4)が、他方のローラの4つの歯部(2)の間に係合するようにローラが配置される、平坦材料をサテン仕上げ及びエンボス加工のための装置を提供する。
【解決手段】 第1のローラ(1)が、少なくとも1つのマイクロ構造(10)を備え、第2のローラ(3)の夫々の位置に対向圧力面(11)を設ける。マイクロ構造(10)が中間層(7)を介して、ローラ表面(5)に設けられる。この方法は、熱可塑性中間層(21)を有する膜(19)が使用される場合特に有利である。この装置によれば、ローラの全ての所望の位置でマイクロ構造のロゴをエンボス加工でき、偽造に対する高い安全性と、多種多様なデザインを可能にする。
(もっと読む)
精密に折畳まれた高強度の耐疲労性構造部及びそのための薄板を設計及び製造する技術
【課題】 薄板材の設計及び精密折畳み、及びそれからの構造部の製造の技術を提供する。
【解決手段】 精密折畳み、高強度、耐疲労性構造部及びそのための薄板を設計及び製造する方法。この技術は、曲げ線(45,245,345,445,543)に沿った薄板材(41,241,341,441,541)の精密曲げの方法を含み、スリット又は溝(43,243,343,443,542)のような曲げストラップ形成構造部で形成された薄板材を開示する。この方法は、曲げ線(45,245,345,445,543)に沿って曲げる時に薄板(41,241,341,441,541)の精密曲げを生成するために、軸線方向に間隔を置いた関係で薄板材を通って縦方向に延びるスリット又は溝(43,243,343,443,542)を設計する段階、及び、次にそれを別々に形成する段階を含む。曲げストラップは、その強度及び耐疲労性を増す構成及び配向を有し、最も好ましくは、スリット又は円弧が使用され、それによって縁部(254,457)は、スリット又は円弧の両側で薄板材の面(255,445)に係合し、その上に支持される。縁部と面の接触により、曲げ線(45,245,345,445,543)と重なる関係で仮想支点位置に沿って曲げが生成される。様々な三次元構造部を生成し、かつ様々な設計及び製作技術を高めるためのスリット薄板の使用などの縁部と面の係合支持及び精密曲げを生成するのに適するいくつかのスリット実施形態(43,243,343,443,542)が開示される。  (もっと読む)
(もっと読む)
平坦材料にエンボス加工及びサテン加工するための装置
【課題】 歯部(2)のピンアップ構造を有するロール(18)と、対応する凹部(4)のピンダウン構造を有するロール(19)を備えた、特に、煙草、食物及び医薬品用のインナーライナーのエンボス加工及びサテン加工のための装置を提供する。
【解決手段】 従来と異なり、ロールの一方のみに、ロゴ対応部分がロゴ形成用に設けられ、他方のロールの凹部は、一方のロールの各々の歯部に対して均一形状であることを特徴とする。これにより、ロールを対として合致させて生産する必要がなくなり、また、磨耗又はロゴの変更に対して対で交換する必要がなくなり、低コストでのロールの生産が可能になる。
(もっと読む)
筒状フィルム製造方法とその装置
物体に使用する筒状フィルムの製造方法とその方法を実行するための装置とのさらなる発展のために、筒状フィルム製造時の製造処理状況の複雑さを低減すると同時に、材料の無駄をほとんどなくすように、以下の組み合わせを示唆する:
フィルムウェブの2つの側部の各々を、ウェブの搬送方向に延びる各折り曲げ端に沿って上向きに折り曲げるための、少なくとも1つの事前折り曲げステーション;
2つの上向きに折り曲げられた側部を、フィルムウェブの中央部上にほぼ対称に押圧するための、少なくとも1つの平坦化ステーション;
各側部、特に横の各縁の近傍と、各側部と空間的に関係する中央部の部分とを結合することにより、筒状フィルムを形成するための、少なくとも1つの結合ステーション。  (もっと読む)
(もっと読む)
フィルム構造体の形成方法及びフィルム構造体
【課題】大面積かつ軽量であり、ナノサイズ程度の微細凹凸も可能な凹凸パターンを有するフィルム構造体及びその形成方法を提供することを目的とする。
【解決手段】モールド3の凹凸パターン4をフィルム10の表面に転写して凹凸パターンを形成するフィルム構造体20の形成方法であって、モールド3の凹凸パターン4又はその近傍、もしくはフィルム10の表面又はその近傍に、選択的に光を吸収する光吸収層5を設け、フィルム10をモールド3と加圧手段2との間に配置し、加圧手段2を加圧した状態で光Lを照射して、モールド2の表面の温度を上昇せしめ、フィルム10の表面に凹凸パターンを形成する。
(もっと読む)
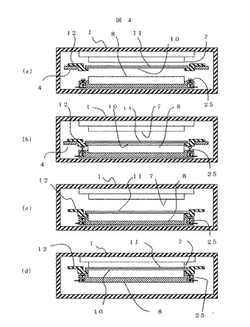
転写用成形型
本発明は、転写パターン層とは異なる材料からなるベースによって支持された、ポリマー材料からなるポジ型突起パターン表面を備えた転写パターン層を有する転写用成形型に関する。転写パターン層は、周囲温度で硬化可能な組成物から形成される。本発明はまた、転写用成形型のポジ型又はネガ型複製品を製造する方法ならびに転写用成型型の成形後の複製品(レプリカ)から微細構造体(例えば、プラズマバリアリブ)を製造する方法に関する。 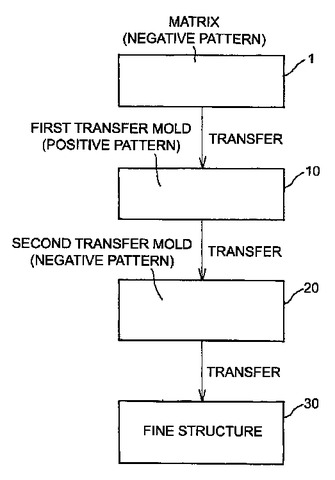 (もっと読む)
(もっと読む)
複合材料からサンドイッチパネルコアを製造するための方法
本発明は、薄板状の複合材料から作成されるコルゲート構造体の製造技術として最も一般的な態様で定義されうるものであり、かつ航空機製造業、造船業および建設ユニットで用いられるサンドイッチパネルの製造方法として用いられてもよい。サンドイッチパネルコアを複合材料から製造するための方法は、強化材料からブランクを配置し、ブランクをバインダに含浸することでプリプレグを得ること、熱間圧縮しながらバインダを焼入硬化し、コア稜部の形状を有し、かつ互いにいくらか離間して分離された一組の比較的剛性な部分の形状で平坦な半完成ブランクを得ること、半完成ブランクを変形したのち、必要な形状を有するコアリリーフを得ること、施したバインダを最終的に焼入硬化すること、を含む。さらに、かかる方法は強化材料がブランクの表面全体にわたりバインダに含浸され、得られたプリプレグ内のバインダを焼入硬化するための熱供給は部分の範囲内でなされ、部分間のプリプレグ区間に沿って焼入硬化工程を減速する条件を形成することを含む。熱間圧縮過程でコア稜部の形状を有する部分間のプリプレグ区間の幅が設けられ、幅はコア成型時にこれらの部分で曲げられるブランク材料の径の2倍値以上である。
 (もっと読む)
(もっと読む)
単一位相流体インプリント・リソグラフィ法
本発明は、基板上に付着した粘性液体層に存在するガス・ポケットを大幅に減少させることによって、インプリンティング層におけるパターン歪みを軽減する方法を対象とする。そのため、この方法には、粘性液体に近接した位置にあるガスの輸送を変更するステップが含まれている。すなわち、パターンが記録されることになる基板に近接した大気が、付着している粘性液体に対して、溶解性が高いか、拡散性が高いか、あるいは、その両方であるガスで飽和させられる。大気の飽和に加えて、又は、その代わりに、大気圧を低下させることも可能である。 (もっと読む)
チューブにフレア端部を形成するための方法及び装置
フレキシブルなチューブにフレア端部を形成する方法に於いて、前記フレキシブルチューブの端部を、融点近傍の温度に加熱し、前記フレキシブルチューブの前記加熱された端部を、フレア成形部を備えたフレア成形ダイ中に挿入し、前記フレキシブルチューブの前記端部内にマンドレルを突入させ、前記フレキシブルチューブの前記端部にフレア端部を圧力成形する。 (もっと読む)
薄板曲げ加工機、その薄板曲げ加工機を使用した薄板曲げ加工方法および木粉混入樹脂製薄板の曲げ加工品
【課題】木粉混入樹脂製の薄板を確実に曲げ加工できる薄板曲げ加工機、および薄板曲げ加工方法を提供する。
【解決手段】薄板曲げ加工機1を、テーブル3と、V字状溝7Aを有し薄板10を載せる雌型部材7と、薄板10を加熱する加熱装置20と、加熱状態の薄板10を押圧してその折り曲げ部10Aに沿って曲げる雄型部材6とを備えた構成とし、雄型部材6の押圧部6B先端に、折り曲げ部10Aを溝7Aの底部に押圧する小径Rを形成する。これにより、薄板を、所定温度で加熱しながら、雄型部材の押圧部先端でV字状溝の底部に押圧して折り曲げ加工を行うので、確実に曲げ加工ができる。その結果、薄板が木粉混入樹脂製であっても、割れやクラックが生じることなく、V字状溝に沿った角部を確実に形成できる。
(もっと読む)
201 - 219 / 219
[ Back to top ]