
Fターム[4F209AG21]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 部分(細部) (474)
Fターム[4F209AG21]の下位に属するFターム
中部、胴部 (5)
端部(上下部、頭底部、前後部) (110)
内側、内面 (4)
外側、外面(←表面) (40)
内部構造 (6)
リブ又は突起を有するもの(←凹部、孔) (80)
分岐を有するもの(←「とって」) (3)
ヒンジ部を有するもの (7)
Fターム[4F209AG21]に分類される特許
101 - 120 / 219
異型長尺成形体の熱処理方法
【課題】 本発明は、長さ方向に一軸延伸されている長尺熱可塑性樹脂シートの変形する部分のみを変形可能に加熱し、賦形した異型長尺成形体の成形体に残存する応力を緩和する熱処理方法を提供する。
【解決手段】 長さ方向に一軸延伸されている長尺熱可塑性樹脂シートの変形する部分のみを変形可能に加熱し、賦形した異型長尺成形体を、該異型長尺成形体の断面形状と略同一の異型長尺成形体通路を有する加熱金型の異型長尺成形体通路を通過させて、異型長尺成形体をアニールする熱処理方法であって、異型長尺成形体通路において異型長尺成形体の変形した部分より変形しなかった部分をより高熱量で加熱し、加熱賦形の際の熱量とアニールの際の熱量の合計熱量が異型長尺成形体全体のどの部分においても略同一になるように加熱することを特徴とする異型長尺成形体の熱処理方法。
(もっと読む)
インプリントモールド、インプリントモールド製造方法及び光インプリント法

【課題】インプリントモールドと樹脂パターンの剥離性に優れ、繰り返しインプリント法を行っても剥離性が低下することのない光インプリント法を行うことが出来るインプリントモールドを提供することを目的とする。
【解決手段】本発明のインプリントモールドを用いた光インプリント法は、露光光がコヒーレントな光であり、凸パターン部の断面寸法と凹パターン部の断面寸法の合計が、コヒーレントな露光光の半波長または半波長の奇数倍に相当する光路長と等しいインプリントモールドを用いることを特徴とする。これにより、凸パターン部と凹パターン部の境界において、露光光は180°位相が反転し、凸パターン部と凹パターン部の境界であるコーナー部において露光光の強度を低下することが出来る。
(もっと読む)
端面封止中空構造板の製造方法
【課題】熱可塑性樹脂製の中空構造板の端面を封止して水や塵、埃の浸入を防ぎ、端面をフラットな端面とした端面封止中空構造板を容易に製造する。
【解決手段】中空構造板21の端面21cに、樹脂を軟化可能な温度であるヒートバー22の平面を当てて加熱することにより(a,b)、端面21cの近傍を変形可能な強度に軟化させ(b)、前記端面に対して圧力を掛けて圧縮変形させて、端面に露出するライナ21a間の空間を封止させ(c)、定規23で表面を整えつつ冷却して端面を平らにし(d)、変形により生じる盛上部を切刃で切除して(e)、端面封止中空構造板を得る(f)。
(もっと読む)
ディスク製造方法及び光ディスク
【課題】隙間部分を傷つけたり樹脂や基板の削り屑が発生するなどなく、簡易かつ適切にスタンパを剥離できるようにする。
【解決手段】スタンパを用いてピットパターンをディスク基板に転写する工程において、転写後、ディスク基板上の硬化された樹脂からのスタンパ剥離を良好に行うため、転写工程に先立って、予め剥離開始部位の樹脂を硬化して転写前硬化部を形成しておく。転写工程では、スタンパが圧着された状態で樹脂層が硬化されて凹凸パターンの転写が行われる。その後、スタンパを剥離する際に、転写前硬化部とスタンパとの間に自然に隙間ができるため、その隙間部分をきっかけとして、例えばエアブローを行いながらスタンパを剥離していく。
(もっと読む)
熱ナノインプリント方法
【課題】微細な凹凸パターンを転写した製品のバリの発生を抑制することのできる熱ナノインプリント方法を提供する。
【解決手段】型17に形成された微細な凹凸パターン15を熱可塑性樹脂の被成形材料9に転写する熱ナノインプリント方法であって、雌型3に形成された凹部5内に、体積が前記凹部5の体積にほぼ等しい体積の被成形材料9を配置し、前記雌型3及び被成形材料9を加熱すると共に前記型17でもって前記被成形材料9を押圧し、押圧した状態でもって前記型17及び被成形材料9の冷却を行い、その後に離型を行い、前記被成形材料9は、上部周縁部に予め面取り部が形成してある熱ナノインプリント方法である。
(もっと読む)
立体モデルの製造方法及び立体モデル製造装置
【課題】立体モデルの製造方法及び立体モデル製造装置を提供する。
【解決手段】熱収縮性を有する被加工部材を用いて立体モデルを作成する立体モデル製造装置1であって、位置情報を有するドットパターンを有する被加工部材にレーザーを照射するレーザー照射部11と、ドットパターンを撮像するCCDカメラ12と、レーザー照射部11及びCCDカメラ12を被加工部材の変形に追従して移動させるアーム部16と、被加工部材のレーザー照射領域及び照射量を記憶するデータ記憶部13と、データ記憶部13に格納された情報に基づいて、レーザー照射部11、CCDカメラ12、アーム部16を制御するコントローラー14と、を有して構成されている。
(もっと読む)
積層板および積層板の端末処理方法
【課題】端部の見栄えを向上させるとともに形状自由度を向上させることのできる積層板および積層板の端末処理方法を得る。
【解決手段】積層板20の製造方法は、一対の板状部材3,4を縦壁部2bを介して積層した熱可塑性樹脂製の積層素材1の周縁部1aを加熱軟化させる第1の工程と、前記周縁部1aを加熱軟化させた積層素材1を一対の割金型17で挟持して型締めすることで、前記一対の板状部材3,4をそれぞれ他方の板状部材4,3に向けて押圧し、前記一対の板状部材3,4同士を接触させて溶着する第2の工程と、前記加熱軟化した周縁部1aに空気を注入することで前記積層素材1の周縁部1aを膨出させて前記一対の割金型17の内面に密着させる第3の工程と、前記割金型17をさらに押圧することで前記積層素材1から積層板20を型抜きする第4の工程と、を有している。
(もっと読む)
積層板および積層板の端末処理方法
【課題】端部の見栄えを向上させるとともに形状自由度を向上させることのできる積層板および積層板の端末処理方法を得る。
【解決手段】積層板19の製造方法は、一対の板状部材3,4を縦壁部2bを介して積層した熱可塑性樹脂製の積層素材1を、当該積層素材1の周縁部1aが露出するように支持部材9で支持し、前記周縁部1aに熱風を吹き付けて当該周縁部1aを加熱軟化させる第1の工程と、前記加熱軟化させた周縁部1aに抜き型17の切断刃17aを押し当てて前記一対の板状部材3,4同士を接触させて溶着するとともに当該周縁部1aに針ノズル25を挿入して圧縮空気を吹込み当該周縁部1aを膨化した後に、前記積層素材1から積層板19を型抜きする第2の工程と、を有している。
(もっと読む)
成形装置および成形方法
【課題】簡単な構成で、成形材料の表面を所定形状に賦型するとともに、その端面を容易に且つ確実に所定形状に成形することができる成形装置および成形方法を提供する。
【解決手段】成形材料Pの表面Paに所定形状を賦型する表面賦型手段と、成形材料Pの端面Pbを所定形状に成形する端面成形手段とを備え、表面賦型手段は、相対向して配置され相対的に近接・離間する一対の型盤10、11と、その対向面に設けられ成形材料Pを所定の温度に調節する温調板12、13と、その表面で成形材料Pの表面Paに所定形状を賦型する一対の賦型面12a、13aとを備えており、端面成形手段は、成形材料Pの端面Pbを相対的に押圧する端面成形部材20を備え、端面成形部材20は、成形材料Pの端面Pbを成形するときに賦型面12a、13aの延長部12b、13bとそれぞれ接するよう分割された分割片21、22により構成されている。
(もっと読む)
管渠におけるライニング用管状体の製管装置及びその製管方法
【課題】
帯状部材を螺旋状に捲回して管状体を形成し、該形成された管状体の後方に新たに供給される帯状部材をもって該管状体を送出し形成する元押し式の製管において、帯状部材は管状体の内面側より供給され、機構の簡素化をなすとともに、所定の押込み力を導入をなしえる機構を得ること。
【解決手段】
外面ローラ2と内面ローラ3とからなり、帯状部材の閉合部位に、少なくとも1巻目と2巻目とに跨がって配される第1駆動機構部4において、外面ローラ2の1巻目に当接する外径を2巻目以後に当接する規定径の外径よりも大径となす。
(もっと読む)
包装容器用金型装置における折り込み罫線形成用面版
【課題】打抜時のダイ型上に貼り付けた面彫り用の面版の出っ張りのためにできた段差によるシート素材の歪みの発生を解消する。
【解決手段】切断刃11、罫線刃12を配設した抜型10に対向配置したダイ型20上面に固着し、抜型10とダイ型20との間で挟持したシート素材Pに対して、組み立てるべき包装容器に対応した展開形態の外形で打ち抜き分離する切断刃11の切断線と、罫線刃12のシート素材Pに対する押圧によって当該シート素材Pにおける折目線となる筋目部位を押し込む罫線溝2とを形成して成る。面版1はシート素材Pとほぼ同じ大きさであるか、少なくとも抜型10における切断刃11の縦横総刃渡りよりも大きくし、また抜型10の切断刃11をシート素材P切断後の当該面版1表面に触れた位置で停止可能にし、さらに面版1をシート素材Pとの硬度差を小さくした化成品素材によって形成する。
(もっと読む)
合成樹脂成形品のヒンジ部の構造
【課題】折り曲げに対する強度が高く、しかも折り曲げられる部分に相手物への固定部を有する合成樹脂成形品であっても、合成樹脂成形品の固定部と相手物の固定部位との位置関係のバラツキを吸収して合成樹脂成形品を正しく固定することが可能な合成樹脂成形品のヒンジ部の構造を提供する。
【解決手段】合成樹脂成形品の表面に形成された折り曲げ用溝からなるヒンジ部11において、折り曲げ用溝を、互いに平行にかつ溝幅方向に位置をずらして形成した第1折り曲げ用溝13と第2折り曲げ用溝15で構成し、第1折り曲げ用溝13と第2折り曲げ用溝15の何れか一方の溝底厚み14を他方の溝底16厚みよりも薄くした。
(もっと読む)
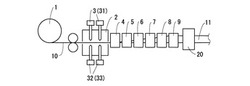
シートの製造方法及び加工装置
【課題】精度の高い延伸加工を施すことができ、高い伸縮特性及び強度を有するシートを製造可能なシートの製造方法及びそれに使用されるシートの加工装置を提供すること。
【解決手段】本発明のシートの製造方法は、互いに噛み合う歯溝20、30が回転軸方向に沿うように周面部に設けられた一対のロール2、3を回転させ、それらの噛み合い部分に基材シート10を供給し、基材シート10に延伸加工を施す工程を具備している。そして、一対のロール2,3を基材シート10の流れ方向に複数配置して基材シート10に延伸加工を繰り返し施すと共に、各対のロールの噛み合い部分に、基材シート10の流れ方向に張力を加えながら該基材シート10を供給する。
(もっと読む)
円筒状部材の製造方法及びこれを用いた転写物、円筒状部材の瘤欠陥修正装置
【課題】瘤欠陥のない円筒状精密部材を製造する上で有利な円筒状精密部材の製造方法このようなロール面の形状を写し取った転写物を製造する方法を提供する。
【解決手段】円筒状部材の表面にめっき等の表面処理により形成された突起状の瘤欠陥について、前記瘤欠陥の箇所を欠陥検出手段により検出し前記円筒状部材のロール面に対して接線方向から加工用レーザービーム照射手段により加工用レーザービームを照射し前記瘤欠陥を除去することを特徴とする円筒状精密部材の製造方法を提供する。
(もっと読む)
フィルム材の製造方法と装置
【課題】箱状の包装袋を形成する際、4隅の柱部に強度を有するように形成するフィルム材を製造すること。
【解決手段】フィルム材10は、幅方向の中間部において内側に屈曲する一対の第1の折込部11、11を進行方向に沿って形成し、第1の折込部11の両外側において外側に屈曲する第2の折込部13、13を第1の折込部11、11と平行に形成する。このフィルム材10を製造する場合、無垢のフィルム材を第1の折込シール形成部に送給して第1の折込部11を形成し、張設部で張力を付与したフィルム材を第2の折込シール形成部に送給して第2の折込部13を形成する。その後、第1の折込部11と第2の折込部13を形成したフィルム材10を巻取り部において巻き取る。
(もっと読む)
チューブ材の施工装置、チューブ材の施工方法および本体収容ケース
【課題】チューブ材の端部の拡径加工における操作の負担軽減と作業能率の向上とができるチューブ材の施工装置を提供する。
【解決手段】施工装置1は、所定位置に保持されたチューブ材Tの端部T1へ加工部材40を進出させて端部T1を加工する装置であり、端部T1に向けて加工部材40を進退させる本体3と、チューブ材Tを所定位置に保持するクランプ機構20とを備え、本体3は、作動ロッド12を空気圧で進退させるエアシリンダーを有するヘッド部13、これから延設されたグリップ14を有し、ヘッド部13は、作動ロッド12の先端側に加工部材40を着脱可能に保持し、グリップ14は、エアシリンダーに圧縮空気を送る空気流路90と該空気流路90をエアシリンダーよりも上流側で開閉する流路開閉弁100を内部に備え、流路開閉弁100を開閉操作する開閉スイッチ110を外部に備え、開閉スイッチ110の操作により加工部材40が進退する。
(もっと読む)
大径曲面及び小径褶曲部をシート材料に形成するための装置
【課題】シート材料から立体的物体を形成するための装置、及びシート材料のスプライン曲げを行うための装置の使用方法を提供する。
【解決手段】装置は、シート材料と、シート材料の少なくとも一部を受け入れるようになったキャビティを形成する賦形ダイであって、キャビティの一部は、立体的物体の所望の表面と対応する形状を有する、賦形ダイと、シート材料に対してキャビティの反対側に位置決めされた、立体的物体の所望の小径イベントと対応する所定形状の剛性縁部を持つ形成部材とを含む。シート材料及び形成部材に力を加えたとき、シート材料をキャビティの部分に押し付けて所望の表面を形成し、剛性縁部をシート材料に押し付けて所望の小径イベントを形成する。
(もっと読む)
車両用内装部品及びその製造方法
【課題】合成樹脂製の表皮材に線状溝に沿った正確なステッチを簡便に形成できるようにする。
【解決手段】合成樹脂製の表皮材2に工具ホーンの転写面を押し当てて、転写面の形状を表皮材2に転写させることで線状溝3を形成し、その後、線状溝3の加工時に線状溝3の両脇に形成された加工跡5をガイドとして、表皮材2にステッチ4を形成する。
(もっと読む)
折り曲げ罫線入りプラスチックシート及び包装ケース
【課題】折り曲げたときの罫線部の手ざわりを良くすることができる折り曲げ罫線入りプラスチックシートの提供。
【解決手段】折り曲げ罫線となる凹溝内に、その長さ方向に沿って深い凹溝部と浅い凹溝部が設けられた構成を備えた折り曲げ罫線入りプラスチックシートにおいて、深い凹溝部と浅い凹溝部の境界線が罫線方向に対して傾斜して設けらることとした。
(もっと読む)
折り曲げ線入りプラスチックシートおよびプラスチックシートへの折り曲げ線加工方法
【課題】折り曲げ線に沿って折り曲げられた部分に長期間にわたって光が照射されても、折り曲げ部分が劣化したり強度の低下を起こしたりする心配が無く、折り曲げ線をなす均一な深さの凹溝が形成され、折り曲げ線に沿って折り曲げる作業が容易であり、シート材料が高い弾性を有しているような場合において、折り曲げ線をなす凹溝の深さをそれほど深くしなくても、折り曲げ部分の形状を保持することができるプラスチックシートを提供する。
【解決手段】プラスチックシート10の折り曲げ予定部位を押圧し圧縮して帯状に薄肉に成形し、その帯状薄肉部14を線状に押圧し圧縮して折り曲げ線12を形成した。
(もっと読む)
101 - 120 / 219
[ Back to top ]