
Fターム[4F211AD16]の内容
プラスチック等のライニング、接合 (31,000) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (3,322) | 形状、構造 (1,825) | 繊維製品(編織物、不織布、長繊維物、コード) (232)
Fターム[4F211AD16]に分類される特許
41 - 60 / 232
シートモールディングコンパウンド(SMC)成形品と金具を接着する方法
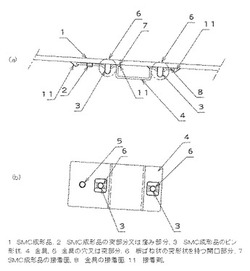
【課題】SMC成形品への金具接着時の接着治具を不要とし、工数低減を図れる接着方法を提供する。
【解決手段】SMC成形品と金具の間に接着剤を設け、金具をSMC成形品に固定し接着硬化する、SMC成形品と金具を接着する方法であって、前記SMC成形品が、凸(突)部分又は凹(窪み)部分と、ピン形状とを備えており、前記金具が、前記凸(突)部分又は凹(窪み)部分と当接する穴又は凸(突)部分と、前記ピン形状と嵌合する1対以上の板ばね状の凸(突)形状を持つ開口部分とを1箇所以上備えており、嵌合するピン形状の幅に対し、前記板ばね状の凸(突)形状を持つ開口部分の間隔が狭くなっている、接着方法。
(もっと読む)
積層シート

【課題】シートどうしの接合強度が高く、肌触りも良好な積層シートを提供すること。
【解決手段】本発明の積層シート5は、複数枚のシート11〜16が積層されて部分的に融着されている積層シートであり、複数の貫通孔51が形成されており、該貫通孔51の内周面に、複数枚のシートが融着した融着部52が形成されており、前記融着部52は、積層シート5の一方の面5aから離間した位置に形成されており、且つ貫通孔51の開口周縁部が、該積層シート5の他方の面5bから突出していない。
(もっと読む)
CFRP体と金属体との連結構造
【課題】電食反応の防止に有効で、連結強度に優れ、設計自由の高いCFRP体と金属体との連結構造の提供を目的とする。
【解決手段】炭素繊維強化樹脂体(CFRP体)に絶縁性の熱可塑性樹脂からなる取付体を接合し、当該取付体に金属体を連結したことを特徴とする。
(もっと読む)
超音波処理装置
【課題】機械方向へ走行するウエブに対してその幅方向に超音波処理を施すための簡単な構造の超音波処理装置の提供。
【解決手段】超音波処理装置50では、上流側搬送手段51と下流側搬送手段52とよってウエブ31を機械方向MDへ連続的に走行させる。手段51,52の間では、装置50の固定要素である第1機械要素の作用面が機械方向MDと斜めに交差する方向へ延びる。ウエブ31は、作用面64の上方を機械方向MDへ走行する。装置50では、作用面64に対向していて、機械方向と斜めに交差する方向へ移動する第2機械要素を設ける。第1機械要素の作用面と第2機械要素とが協働してウエブ31に超音波処理を施す。第1機械要素には、超音波ホーン63とアンビル68とのうちの一方が使用され、第2機械要素には、超音波ホーン63とアンビル68のうちのもう一方が使用される。
(もっと読む)
ウエブに超音波処理を施すための装置および方法
【課題】超音波処理によってウエブの外観が悪くなることを防止することができる超音波処理のための装置と方法の提供。
【解決手段】機械方向MDへ走行するウエブ31に超音波処理を施すための装置において、超音波ホーン67とアンビルとのうちの一方である第1機械要素と、もう一方である第2機械要素とを機械方向MDと交差してウエブ31を横切るように前進または後退させる。第1機械要素と第2機械要素とは、前進または後退させる過程において協働させて、ウエブ31に超音波処理を施す。
(もっと読む)
管継手への吸水膨張性不織布の取付方法
【課題】既に成形されている管継手の内周面に、吸水膨張性不織布をきっちりと沿わせながら精度良く取り付けることができる管継手への吸水膨張性不織布の取付方法を提供する。
【解決手段】
この取付方法は、吸水膨張性不織布52を内周面に巻き付けた管継手53を支持部材71によって支持するとともに、この管継手53の内側に複数の分割型材82・・からなる内金型81を挿入して、管継手53の吸水膨張性不織布52全周に亘って内金型81の分割型材82・・を数回に分けて押し付けることで、吸水膨張性不織布52を管継手53の内周面に一体的に取り付ける。この分割型材82・・の各回の押し付けに際して、各回の押し付け部位を管継手53の内周面に沿った周方向にずらしながら部分的にオーバーラップさせる。
(もっと読む)
管路更生用ライナー
【課題】上下水道管、ガス導管などの主として地中に埋設され老朽化した既設管路の補強(ライニング)を短時間に行うことができる管路更生工法、および管路更生用ライナーを提供すること。
【解決手段】両端部のうちの少なくともいずれか一方に着脱自在な流体給排気用継手20が取り付けられた管路更生用ライナー1を下水道管路(既設管路)100に挿入して、加熱加圧工程等を行う。
(もっと読む)
フッ素樹脂フィルムの接合方法
【課題】フッ素樹脂フィルムの接合技術を、接合強度を強くし、接合後に剥離しづらくできるように改良する。
【解決手段】フッ素樹脂フィルム201の例えば縁部同士を接合するにあたり、フッ素樹脂(ETFE)の繊維を織って作られた溶着用織物を、フッ素樹脂フィルム201の重ね合わせられた縁部の間に挟み込み、その状態で溶着用織物ごとフッ素樹脂フィルム201の縁部同士を溶着する。そのとき、溶着の温度は、溶着用織物を構成する繊維を形成するフッ素樹脂の融点の70℃〜85℃上とし、溶着後においても溶着用織物を構成する繊維の一部の芯が残るようにする。
(もっと読む)
繊維強化樹脂部材及び締結構造
【課題】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸された繊維強化樹脂部材であっても、締結部分の強度を高めると共に、軽量を維持することができる。
【解決手段】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸され、締結部材20を挿入するための締結用の貫通穴13が形成された繊維強化樹脂部材であって、前記締結部材20の座面20aと接触する貫通穴13周りの繊維強化樹脂部材10Aの表層には、強化繊維が交差して配列された強化繊維材12aに前記マトリクス樹脂が含浸された補強部12Aが形成されている。
(もっと読む)
ライニング装置
【課題】 熱可塑性樹脂材料及び強化繊維材料からなる複合材料層を含むライニング材に対し、加熱の均一化を図り、加熱効率を向上させることのできるライニング装置を提供する。
【解決手段】 一実施形態では、ライニング材10を加熱して熱可塑性樹脂材料を溶融させる本体部2と、熱可塑性樹脂材料が溶融したライニング材10を内側から加圧して拡径させる加圧部3とを有する。本体部2は、内側に挿入されるインナー部21と、その外側を覆うアウター部22とを備え、インナー部21及びアウター部22の少なくとも一方の部材にライニング材10に加熱作用する加熱部23が設けられ、他方の部材が加熱部23に対向配置される。そして、インナー部21とアウター部22との間にライニング材10が配置されたとき、加熱部23とライニング材10とが相互に近接する。
(もっと読む)
浄化槽の製造方法
【課題】接着強度が良好な繊維強化樹脂製の浄化槽を、容易かつ安全に製造することができる浄化槽の製造方法を提供する。
【解決手段】SMC法により繊維強化樹脂製の部品を複数成形し、前記部品の接着面にイソシアネート系のプライマーを塗布した後に乾燥させ、前記乾燥したプライマーの上からウレタン樹脂系の接着剤を塗布し、前記接着剤が塗布された接着面を介して前記複数の部品同士を接着固定する工程を有する浄化槽の製造方法において、前記部品の接着面を、コロナ処理、イトロ処理又はフレーム処理した後に、前記イソシアネート系のプライマーを塗布する浄化槽の製造方法で、浄化槽の槽本体1を構成する上槽4と下槽5の接着面をあらかじめコロナ処理、イトロ処理又はフレーム処理してからプライマーや接着剤を塗布する。
(もっと読む)
炭素繊維強化熱可塑性樹脂複合材の接合方法
【課題】少なくとも一方が炭素繊維強化熱可塑性樹脂複合材である一対の接合物11,12を、抵抗溶着を利用して接合する。
【解決手段】接合方法は、一対の接合物11,12の間に抵抗発熱体2を配置すると共に、当該一対の接合物11,12を密着する方向に加圧する工程と、抵抗発熱体2に通電することにより一対の接合物11,12を溶着する工程と、を含む。抵抗発熱体2は、金属製発熱体に対し化学的表面処理を施すことによって絶縁層を設けたものである。
(もっと読む)
管路の内張り材及び管路の内張り方法
【課題】内圧作用時に均一に拡径させることができ、また、端部の重なりを極力無くして硬化性樹脂液の硬化時間を短くすることが可能な、管路の内張り材を提供すること。
【解決手段】内張り材1は、有機繊維のスパンボンド不織布とガラス繊維のチョップドストランドマットとが重ね合わされた積層部材2を有し、積層部材2に硬化性樹脂液が含浸されている。そして、積層部材2は、丸められて側端部同士が周方向に位置ズレ不能に連結されることによって筒状に形成され、内圧が作用したときに周方向に伸張しながら拡径して、管路内面に密着する。
(もっと読む)
管路の内張り材及びその製造方法
【課題】内側の第2筒状体の径を大きくして反転を容易にするとともに、反転時に第2筒状体の弛み部を確実に解消することのできる、管路の内張り材及びその製造方法を提供すること。
【解決手段】管路の内張り材1は、外面に気密性被膜4を有する第1筒状体2と、第1筒状体2の内側に配置され、第1筒状体2よりも大きな径を有する第2筒状体3を有する。さらに、第2筒状体3は、扁平状で、且つ、幅方向における中央部に弛み部7を有する。
(もっと読む)
管路修復方法
【課題】管路の接続部や継ぎ目に耐震性のあるフレキシブルな構造を持たせることができる管路修復方法を提供する。
【解決手段】既設本管1から分岐する取付管2を修復する管路修復方法であって、硬化性樹脂を含浸させた樹脂吸収材を管状に加工し、内周をクッション材で被覆した重層管からなる取付管ライニング材10を圧力バッグ14に装着する段階と、圧力バッグ14と管内作業ロボット15を連結する段階と、既設本管内で圧力バッグ14と管内作業ロボット15を移動させ、既設本管の取付管接続部の管内面に合わせて取付管ライニング材10の鍔を押し付ける段階と、圧力バッグ14内に圧縮空気又は高圧水を注入して取付管ライニング材10を取付管2内に突出反転させる段階と、取付管ライニング材10を取付管2内の管内壁に押付けた状態で硬化させる段階と、を備える。
(もっと読む)
FRP複合シャフト及びその製造方法
【課題】FRP円筒と継手部材の接合部に捩り方向の力が加わったときに起こる接着剤破壊(接着界面破壊)を確実に防止し、加工が簡単で低コストであるFRP複合シャフト及びその製造方法を得ること。
【解決手段】本発明は、FRP円筒の中空端部内に継手部材を挿入し、接着剤を介して接合してなるFRP複合シャフトにおいて、上記FRP円筒の内周面と上記継手部材の外周面の間のクリアランス内に挿入する上記接着剤中に、上記FRP円筒の内周面の呼び径と上記継手部材の外周面の呼び径との差をXとしたとき、X/2よりも粒径が大きくかつ上記FRP円筒及び上記継手部材よりも機械的強度が強い無機粒子を含有させたことを特徴としている。
(もっと読む)
高周波ミシン
【課題】高周波電力制御により確実かつ均一な接着強度が得られるものでありながら、焼損や破孔等の不良事態の発生を防止できるとともに、曲線状部位や伸縮性繊維生地の接着加工にも十分に対応でき、しかも、効率よい接着加工を行なうことができる高周波ミシンを提供する。
【解決手段】生地載置板4上に載置された被加工材Hを、水平及び上下に合成運動する送り歯8と押え金12との協同作用により間欠的に移送するように構成され、送り歯8による移送停止中には一対の面状電極12,16間に所定の値の高周波電力を与えて、被加工材Hにおける繊維生地Wの重ね合わせ部間に挟まれている熱可塑性樹脂テープTを誘電加熱により溶融して繊維生地Wの重ね合わせ部を接着し、かつ、移送動作中には移送停止中よりも小さい値の高周波電力を面状電極12,16間に与える状態に切換える制御部45を有している。
(もっと読む)
燃料タンクの製造方法、およびハイブリッド車両におけるその使用
ヒートシール装置
【課題】ヒートシールの強度を安定させるとともに、シール加工部間のクリアランスの幅の変更を容易に行う。
【解決手段】ヒートシール装置1は、互いに平行な中心軸J1,J2aを中心としてそれぞれ回転するドラム2および回転部31を備え、ドラム2および回転部31のそれぞれは、中心軸に平行に伸びるシール加工部、および、シール加工部の長手方向両側に位置する当接部を有する。回転部31はドラム2の回転に同期して回転し、2つのシール加工部間に連続シート9が挟まれてヒートシール加工が行われる。このとき、中心軸J1,J2aを結ぶ面を、シール加工部が通過する直前から通過完了時まで2つの当接部が継続して当接することにより、2つのシール加工部間のクリアランスの幅が一定となり、ヒートシールの強度が安定する。一方の当接部がシール加工部に対して取り替え可能な当接ブロックであることにより、クリアランスの幅の変更が容易に行われる。
(もっと読む)
貼合成形方法、貼合成形用金型および貼合成形装置
【課題】安価な設備で短時間に熱可塑性樹脂が含浸された中間基材あるいは補強繊維織物強化プラスチックを得る貼合成形方法を提供する。
【解決手段】固定側金型(1)と、移動側金型(11)とにより構成されるキャビティ(K1、K2)に熱可塑性樹脂を射出充填して対になる第1、2のマトリックス樹脂(M1、M2)を成形する成形工程と、第1、2のマトリックス樹脂が所定間隔になるように対向させる位置合わせ工程と、対向したマトリックス樹脂間に補強炭素繊維織物(W)をインサートするインサート工程と、補強炭素繊維織物とマトリックス樹脂との間にハロゲンヒータまたはカーボンヒータ(H、H)を挿入して補強カーボン繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、移動金型を固定金型に対して型締めして第1、2のマトリックス樹脂を補強炭素繊維織物に貼合あるいは含浸させる含浸工程とから構成する。
(もっと読む)
41 - 60 / 232
[ Back to top ]