
Fターム[4G053DA01]の内容
型、中子、マンドレル (3,005) | 型の製造方法及び取扱い (156) | 型の製造、組立方法 (110)
Fターム[4G053DA01]の下位に属するFターム
型部材の搬送方法 (5)
型部材そのものの製造方法 (36)
Fターム[4G053DA01]に分類される特許
41 - 60 / 69
壁ブロックの製造方法
壁ブロックおよびそのための型箱を製造する方法。壁ブロックの設計が型箱の使用を最大化する。本方法は、従来技術のブロックの前面サイズに較べて大きな表面積の前面を生産する。ブロックは約3分の1増しの前面表面積を有する。これは、より迅速な壁の構築およびより迅速な一連の構築過程をもたらす。ブロックを製造する本方法は型穴および材料を効率的に使用して、より高い生産量および/またはより大きな総日間生産面積量をもたらす。 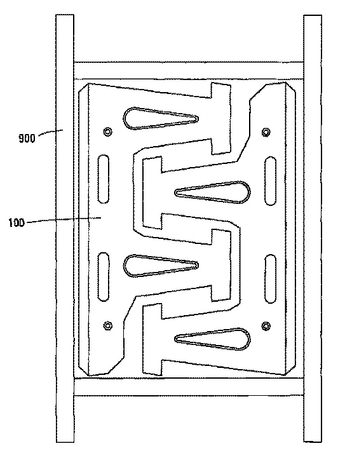 (もっと読む)
(もっと読む)
覆工用目地割りパネルとその製造法
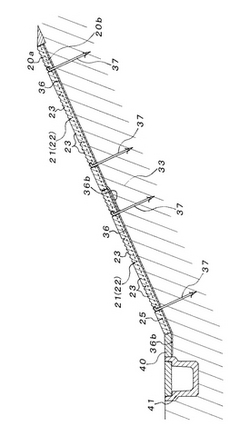
【課題】小ブロック間における目地溝底部の下層の接合部の割れを誘発し、該割れに対し可撓性連結ネットと可撓性草押えシートが協働して割れを生じた小ブロック間の連結を保持すると共に、地面への多数枚のパネルの敷設によって覆工目的と草押え目的とを達成できる目地割りパネルを提供する。
【解決手段】上層部が縦目地溝21と横目地溝22にて区画された多数の小ブロック23群から成り、該小ブロック23群を連結する下層部20bに可撓性連結ネット25を埋設すると共に、該下層部20bの下面に可撓性草押えシート36を貼付した覆工用目地割りパネル。
(もっと読む)
コンクリート型枠

【課題】 コンクリートから型枠構成部材を簡単に剥離することができるコンクリート型枠を提供する。
【解決手段】 側板部4内にコンクリートを充填し、コンクリートから側板部4を離してコンクリート製品101を成形するコンクリート型枠1において、側板部4にコンクリート外面に接する押圧部23を設け、この押圧部23を側板部4の内側に移動する移動手段26を設ける。充填したコンクリートが硬化したら、移動手段26により押圧部23を内側に移動することにより、コンクリート製品101の外面と側板部4の内面との間に隙間ができ、この後、コンクリート製品101から側板部4を簡単に離すことができる。
(もっと読む)
粘土系難透水性材料の圧縮成形方法
【課題】ブロックと型枠との間に摩擦力が生じるのを防止し、ブロック表面や角部に剪断破壊が生じない粘土系難透水性材料の圧縮成形方法を提供する。
【解決手段】下部型枠板22の上端部に伸縮性膜材が被せられ、伸縮性膜材の上端部2aで固定されている。圧縮装置14を作動させることによって、粘土材料3をプレスして粘土ブロックが成形される。伸縮性膜材は、粘土ブロックと下部型枠板22との間に挟在している。従って、下部型枠板22と粘土ブロック表面との間に表面摩擦力が生じないので、粘土ブロックに剪断破壊やひび割れ、角部の欠損等を防止できる。
(もっと読む)
コンクリート軌道スラブ及びその成形用型枠
【課題】物に当る際の衝撃を分散させるとともに、風雨や冷気の影響を低減させて、角部の欠けや損傷等による損品を極力少なくすることができるコンクリート軌道スラブを提供すること。
【解決手段】コンクリート軌道スラブ1であって、この軌道スラブ1は欠損を生じ易い角部に欠損の防止に適した大きさの面取り6を施し、あるいは、コンクリート軌道スラブを成形する型枠であって、この型枠は、隅角部に欠損の防止に適した大きさで、かつ、抜き勾配を付けた面取り部を形成し、他の側枠部には抜き勾配を付けることで一体型により製品の成形ができるようにし、またはコンクリート軌道スラブを成形する型枠であって、この型枠は、隅角となる部分に角部の欠損の防止に適した大きさの面取部を形成し、この面取部を分割形成される側枠の一方に接合し、他方よりは分離した構造とすることで、勾配なしの面取り製品が成形されるようにしたものであること。
(もっと読む)
出隅役物用成形材料のプレス成形方法
【課題】 バリの除去を行なう必要なく成形材料に凹凸模様を形成する成形を行なうことができる出隅役物用成形材料のプレス成形方法を提供する。
【解決手段】 成形材料1を出隅形状に成形し、この成形材料1の出隅の二つの外面1aに対応する二つの成形型2を用いて、各成形型2を成形材料1の各外面1aに対して垂直な方向に移動させてプレスすることによって、成形材料1の各外面1aに凹凸模様3を成形する。この際に、出隅頂部が欠ける形状で成形材料1を出隅形状に成形して、上記二つの成形型2によるプレスを行なう。成形型2で成形材料1を成形する際に、出隅頂部の欠けている部分に成形材料1が押されて埋められるようになり、成形型2の対向する端部間に成形材料1が押し出されることを防ぐことができ、成形型2の端部間にバリが生じることを防止することができる。
(もっと読む)
セラミック成形体の製造方法および製造装置
【課題】1回の湿式加圧成形で多数の成形体を同時に得ることができ、成形体の離型が容易なセラミック成形体の製造方法および製造装置を提供する。
【解決手段】成形金型1のキャビティ2内に複数の貫通した成形孔7が形成された分離型6を配置し、セラミック粉末と溶媒とを含むスラリーSをキャビティ2に供給した後、キャビティ内のスラリーSをパンチ3の移動により加圧して分離型6の成形孔7に押し込む。余分の溶媒を分離型の背後の吸引脱水ステージ11から吸引除去して成形孔内に成形体を形成した後、分離型6を成形金型1から取り出し、分離型の成形孔7から成形体Pを分離状態で取り出す。
(もっと読む)
係合穴を複数備えた焼結品の製造方法
【課題】成形工程において成形体を損傷せず、歩留まりを向上して生産性を向上する。
【解決手段】雌ねじ部22a,22bを形成する複数の係合穴形成部材19,20を焼成時の加熱により分解消失する材料により形成し、この係合穴形成部材19,20を型枠12内に装着し、型枠12内にセラミックスの顆粒を充填し、等方圧静水成形機により圧力を掛けて係合穴形成部材19,20を備えた成形体21を得、この成形体21を焼成して焼結体を得るとともに、係合穴形成部材19,20を分解消失させる。
(もっと読む)
再利用可能な非金属製構造物形成システム
前面および後面を有するベース部分と、この後面に固定された補強基盤とを含む、流動構造材料と共に使用するための型枠。型枠の少なくともベース部分は、金属製でも木製でもない材料のものである。 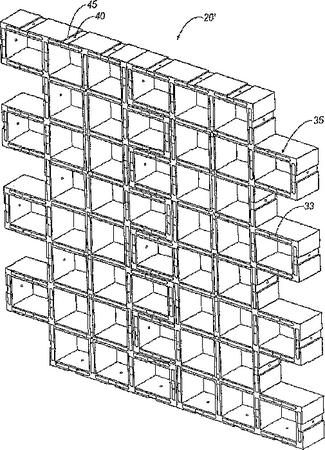 (もっと読む)
(もっと読む)
電磁石を利用した孔を有するスランプコンクリート成形品の製造方法
【課題】 鉄製の四角錐台の孔成形型枠を鉄製の型枠に溶接しないで固定させ、孔を有するスランプコンクリート成形品を製造する方法を提供する。
【解決手段】 スランプコンクリート2次製品製造型枠装置において、スランプコンクリート成形品を得ようとする鉄製型枠の面側に、錐台の高さが、孔を得ようとするスランプコンクリート成形部の厚みと同じ長さである鉄製の錐台の孔成形型枠を設置し、その鉄製型枠を対称軸とした線対称の位置に、鉄製の錐台の孔成形型枠を電磁石で固定させる。
(もっと読む)
水路ブロック製造用型枠及び水路ブロック製造方法
【課題】 所望の数及び形状の通水孔及び導水溝を水路ブロックの上面に的確に形成できる水路ブロック製造用型枠を提供する。
【解決手段】 水路ブロックC1に導水溝C1cを形成する部材21と通水孔C1dを形成する部材22とを分離して構成することにより、導水溝形成部材21と通水孔形成部材22を別々に水路ブロックC1から抜き出せるので、導水溝形成部材21を水路ブロックC1から抜き出すとき、並びに、通水孔形成部材22を水路ブロックC1から抜き出すときにさほど大きな力を必要としないし、各々の抜き出し時に欠けや割れ等の損傷を水路ブロックC1に与え難い。
(もっと読む)
筒状コンクリート製品成形用型枠の内型
【課題】 閉塞端面の内周部にハンチを有しない筒状コンクリート製品でも、容易に脱型可能な筒状コンクリート製品成形用型枠の内型を開発する。
【解決手段】 筒状の周壁の上端を天板で閉塞した形状をなし、前記周壁が縦に4つの周壁分割部に分割されるとともに、該4つの周壁分割部に対応して天板が少なくとも4つの天板分割部に分割され、前記対応する周壁分割部と天板分割部とが一体化されており、前記周壁分割部のうちの対向する2つの周壁分割部が内方かつ下方に移動し、残りの2つの分周壁割部のうちの少なくとも1つが内側方向に移動することで周壁及び天板を縮径して筒状コンクリート製品を脱型する。
(もっと読む)
コンクリートブロックおよびそれを製造する方法
模様づけ等の処理が施された前面を有する擁壁ブロックの高速大量生産が可能な鋳型およびプロセスならびにそのプロセスにより形成された擁壁ブロック。本発明は、ブロックの前面に模様の刻印等直接処理することを可能にし、所定のブロック前面の形成を可能にするとともに、ブロックの高速大量生産を容易にする。天然に産出する、または、人造の物から望ましい三次元表面を選択し、その選択した三次元模様をデジタル的にスキャンしてスキャンデータを作成することによって、ストリッパシューに所望の模様の鏡像を作出することができる。そして、選択された模様の鏡像である前記ストリッパシューの面を機械加工するために、そのスキャンデータを利用することができる。 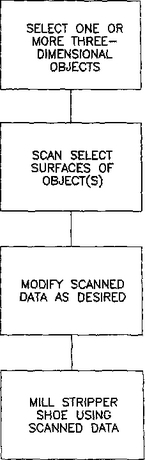 (もっと読む)
(もっと読む)
埋込用スリーブおよびその設置方法
【課題】 簡単かつ精度良く設置することができるとともに、コンクリートの打設によっても埋込用スリーブが脱落したり内勾配にならない埋込用スリーブおよびその設置方法を提供することである。
【解決手段】 埋込用スリーブ1は、所定の角度に傾斜したスリーブ2の一端側5に、貫通孔7を開口した内型枠用取付具3が設置され、スリーブ2の他端部6には外部型枠用取付具4が設置され、該外型枠用取付具4の内面には打ち付け前の釘11が仮設置されたものである。
(もっと読む)
平滑または浮彫り模様を有し、積重ね可能且つ咬合可能なレンガ、ブロック、石材などを製造するための成形装置及び成形方法
積重ね可能且つ咬合可能なレンガ、ブロック、石材などを成形する成形装置及び成形方法、及びこの装置及び方法によって製造されるレンガ、ブロック、石材などを開示する。成形装置は個別キャビティを含む本体構造を有する。それぞれのキャビティはレンガ分離素子を取り付けることを可能にする中央構造を有することが好ましい。レンガ分離素子がなければ、それぞれのキャビティは2つのつながっているスプリット可能なレンガを形成することができ、レンガ分離素子を取付ければ、ぞれぞれのキャビティが2つの個別の平滑または浮彫り模様面レンガを保持することができる。製造の過程において、積重ね可能且つ咬合可能レンガは、金型から取出され、しかし未だ未硬化の段階で、崩れたり、損傷したり、屈曲したり、あるいは他の変形を伴ったりすることなく自立できるようなサイズと形状を有する。 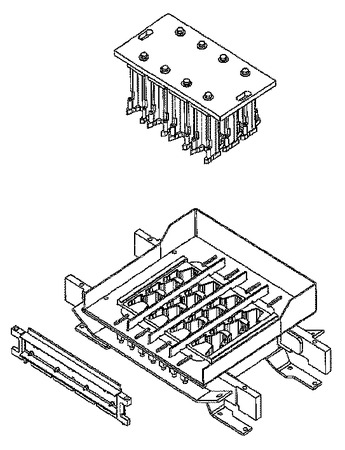 (もっと読む)
(もっと読む)
可変深さフランジを有する保持壁ブロックを形成する装置および方法
モールドアセンブリであって、所望の形状を有するモールドキャビティを形成するように構成された複数のモールドコンポーネントであって、該モールドコンポーネントのうちの少なくとも1つは、該モールドキャビティ内に形成されたメーソンリブロックにおけるセットバックフランジを形成するように構成されたノッチを有し、該ノッチは深さを有する複数のモールドコンポーネント、を含むモールドアセンブリ。該モールドアセンブリは、移動可能なフランジプレートと、駆動アセンブリであって、所望の距離の範囲内で、該移動可能なフランジプレートを、ノッチの中に伸長させ、該移動可能なフランジプレートを該ノッチから収縮させることにより該ノッチの深さを調節するように構成された駆動アセンブリ、とをさらに含む。 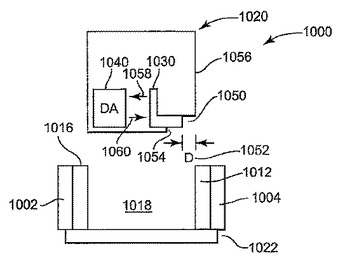 (もっと読む)
(もっと読む)
擁壁用コンクリートブロックの製造方法
【課題】コンクリートブロックに網を容易且つ確実に固定することができるコンクリートブロックの製造方法を提供する。
【解決手段】底部11と側部12とよりなる有底下型1の底部の上に貫通穴Kaを形成するための上型3を配置し貫通穴Kaを有するコンクリートブロック5(5A)を製造をする方法であって、有底下型1と上型3との間で網部材2を圧接支持し、両者によって形成された空間Sにコンクリートを充填させて該網部材の端部をコンクリートブロックに埋込み固定したコンクリートブロックの製造方法。
(もっと読む)
合成セグメントの製造方法及び合成セグメント
【課題】 内部の鉄筋コンクリート構造と外殻とが強度的に一体化してなる合成セグメントの製造方法を提供する。
【解決手段】 主桁1、継手板5、スキンプレート3、及び開口部7を有する縦リブ2を備えた鋼殻に、棒状鋼材4を縦リブ2に交差して設置し、中詰めコンクリート6を充填してなる合成セグメントにおいて、主桁1を所定の取り付け位置に仮置きしたスキンプレート3上に縦リブ2を組み込み溶接し、その後棒状鋼材4を縦リブ2内に挿通し、スキンプレート3、縦リブ2、棒状鋼材4からなる部材を形成し、最後に当該部材を主桁1、継手板5からなる外殻とスキンプレート3及び縦リブ2を溶接にて一体成型し、形成された外殻内部にコンクリート6を打設する。
(もっと読む)
型枠装置
【課題】本発明は、型枠装置であり、例えばU字状側溝・水路などの底面にその幅方向略中央位置に溝条を設け、水量が少ないときでも該溝条に沿って水が流れるため、汚泥等が滞留しない側溝、すなわちこのような特殊な形状をしたコンクリート製品を製造するにあたり、既設の型枠装置に若干の変更を加えて容易に製作でき、また該型枠装置を使用したコンクリート製品を容易にかつコストを安価にして提供することを目的とするものである。
【解決手段】本発明は、底型枠と該底型枠上に載置された略逆U字状をなす内型枠と内型枠の両側に間隔をおいて底型枠より立設された一対の外型枠とを有する略U字状側溝・水路形成用型枠装置であって、内型枠の頂部略中央に突条の補助型枠を取り付けた、ことを特徴とする。
(もっと読む)
シール材付きボックスカルバートの成形方法
【課題】 後加工が不要でゴム面にゴム輪を接着する労力負担のないシール材付きボックスカルバートの成形方法を提供する。
【解決手段】 底板1と両側板2で横断面凵字状体Pに組付けると共に該凵字状体の一端にメス妻板3を他端にオス妻板4を組付け、該オス妻板の組付けにあたって、雄形端部のシール材Sを周回させる部位で、シール材上半部の一側を前記横断面凵字状体の他端寄りに設けた当て部材11に当接させる一方、シール材上半部の他側を前記凵字状体Pにヒンジ部材42を介して回動自在に取り付けられたオス妻板4に係る盤体43に当接させて該オス妻板を組付け、続いてボックスカルバート9の内壁面形成用の中型5を組付けて上面開口の横置き中空筒体の型枠Kを形成後、上面開口部から型枠内に液状コンクリート原料を流し込み、シール材Sの上半部を雄形端部91の外周面911から突出させてシール材Sの下半部を雄形端部内に埋設一体化させる。
(もっと読む)
41 - 60 / 69
[ Back to top ]