
Fターム[4K024AA03]の内容
電気メッキ方法、物品 (25,708) | メッキ析出金属 (5,114) | 単金属 (4,227) | Ni、Co (907)
Fターム[4K024AA03]に分類される特許
241 - 260 / 907
構造部材およびその製造方法
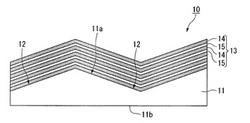
【課題】凹凸表面を有する構造部材の製造を容易にするとともに、その表面が摩耗した場合でも凹凸表面を維持することのできる構造部材およびその製造方法を提供する。
【解決手段】本発明の構造部材10の製造方法は、金属基材11の表面11aに、断面形状が略三角形の溝12を連続して多数個形成する工程Aと、溝12上に、メッキにより、溝12の断面形状に沿って一様な厚みをなし、かつ、材質の異なる第一の金属膜14と第二の金属膜15を交互に積層してメッキ多層膜13を形成する工程Bと、を有することを特徴とする。また、本発明の構造部材10は、金属基材11の表面11aに形成された断面形状が略三角形の連続する溝12上に、溝12の断面形状に沿って一様な厚みをなし、かつ、材質の異なる第一の金属膜14と第二の金属膜15を交互に積層されてなるメッキ多層膜13が設けられたことを特徴とする。
(もっと読む)
めっき被膜接続端子部材、これを用いた接続端子、これに用いられるめっき被膜材及び多層めっき材料、並びにめっき被膜接続端子部材の製造方法
【課題】レアメタルの使用量を抑えつつ、鉛フリーはんだに対するはんだ付け性(濡れ性)及び摺動性を両立して向上しながら、しかもウィスカの発生を抑制ないし防止することができるめっき被膜を有する接続端子部材を提供する。
【解決手段】導電性基材の外側にスズもしくはスズ合金からなる第1めっき層と、該第1めっき層の表面にインジウムからなる第2めっき層とを有する多層めっき材料をリフローしてなる接続端子部材であって、前記第1めっき層について、前記接続端子部材の挿抜部における厚さを0.3〜3μmとし、前記接続端子部材のはんだ付け部における厚さを前記挿抜部の厚さより厚くし、前記第2めっき層の厚さを0.05〜0.2μmとした被膜接続端子部材。
(もっと読む)
連続鋳造用鋳型

【課題】耐摩耗性の更なる向上が図れると共に、耐腐食性も向上可能で、耐久性に優れ長寿命化が図れる連続鋳造用鋳型を提供する。
【解決手段】上下方向に貫通した空間部を形成する冷却部材10を有し、空間部に溶鋼を供給して冷却しながら鋳片を製造する連続鋳造用鋳型において、冷却部材10の溶鋼接触面側の表面の一部又は全部に、Al2O3、SiO2、SiC、WC、及びCrCのいずれか1又は2以上からなる硬質粒子を、0.1質量%以上30質量%以下分散させたコバルト複合めっき11が被覆されている。
(もっと読む)
めっき付き銅条材及びその製造方法
【課題】優れた耐熱性を有するとともに、腐食が生じにくいめっき付き銅条材及びその製造方法を提供する。
【解決手段】Cu系基材の表面に複数のめっき層を有し、その表層部分を構成する平均厚さ0.05〜1.5μmのSn又はSn合金からなるSn系めっき層4の上に、硬度が10〜20Hvで平均厚さが0.05〜0.5μmに形成したSn−Ag被覆層5が形成され、該Sn−Ag被覆層5は、Sn粒子11とAg3Sn粒子12とを含み、Sn粒子11の平均粒径が1〜10μmで、Ag3Sn粒子12の平均粒径が10〜100nmである。
(もっと読む)
金属化のためにプラスチック表面を前処理するためのイオン性液体の使用
本発明は、プラスチック材料の金属での被覆方法に関し、この方法は、プラスチック材料を、1barで100℃未満の融点を有する少なくとも1種の塩を含有する組成物を用いて前処理することを特徴とする。 (もっと読む)
光沢外観と耐食性に優れためっき鋼材および製造方法
【課題】犠牲防食能を有し、光沢外観と耐食性に優れたNi系のめっき鋼材およびその製造方法を提供する。
【解決手段】Ni含有率が40〜65mass%の非晶質Ni−Zn合金めっき層を表層に有することを特徴とする、光沢外観と耐食性に優れたNi−Zn合金めっき鋼材、および前記Ni−Zn合金めっき層と鋼材の界面にNiめっき層を有することを特徴とする光沢外観と耐食性に優れためっき鋼材。
(もっと読む)
ニッケルめっきが施された銅又は銅合金屑のリサイクル方法
【課題】高価で寿命の短い剥離液を使用せず、剥離後のエッチングもすることなく、連続して効率良く、ニッケルめっきが施された銅又は銅合金屑からニッケルを剥離し、ニッケルめっきが剥離された銅又は銅合金屑を銅又は銅合金の製造用原料として使用する。
【解決手段】電解反応を起すアノードとカソードを含有する硫酸鉄溶液が入った処理槽中に、表面にニッケルめっきが施された銅又は銅合金屑を浸漬し、2Fe3++Ni→2Fe2++Ni2+なる化学反応によりニッケルめっきを剥離すると共に、Fe2+→Fe3++e−なる電解反応にて、消費されたFe3+を再生することにより、連続的にニッケルめっきを剥離し、銅又は銅合金の製造用原料として使用する。硫酸濃度50〜600g/l、Fe濃度1〜50g/lの剥離液を用い、電解再生時のカソード電流が5〜100A/dm2、アノード電流が0.01〜10A/dm2である時に顕著に効果を発揮する。
(もっと読む)
円筒袋状ワークのめっき処理用治具
【課題】人手を要しなくても陰極棒の接触位置が変更されて円筒袋状ワークの表面に接点跡が残ることのないめっき処理用治具を提供する。
【解決手段】本発明に係る筒袋状ワークのめっき処理用治具1は、円筒袋状ワークWの内方に差し入れられ円筒袋状ワークの軸心方向を回転軸として回転可能な陰電極21を有し、陰電極は、円筒袋状ワークの内面に当接することにより円筒袋状ワークを保持して円筒袋状ワークを回転可能に形成され、かつ円筒袋状ワークを保持したときに円筒袋状ワークを常に陰極とするための接点部34を有する。
(もっと読む)
導電部材及びその製造方法
【課題】安定した接触抵抗を有するとともに、剥離し難く、また、コネクタとして用いる場合に挿抜力を小さくかつ安定させ、しかもヒューズとして用いた場合にも良好な溶断特性を有する。
【解決手段】Cu系基材1の上に形成したNi系下地層3と、表面を形成するSn系表面層5との間に、Cu−Sn金属間化合物層4が形成されるとともに、Cu−Sn金属間化合物層4は、さらに、Ni系下地層3の上に配置されるCu3Sn層6と、Cu3Sn層6の上に配置されるCu6Sn5層7とからなり、Cu3Sn層6及びCu6Sn5層7を合わせたCu−Sn金属間化合物層4のSn系表面層5と接する面の表面粗さが、算術平均粗さRaで0.05〜0.25μmであり、かつ、粗さ曲線の最大谷深さRvで0.05〜1.00μmであり、また、Cu3Sn層はNi系下地層を覆っており、その面積被覆率が60〜100%である。
(もっと読む)
導電部材の製造方法
【課題】導電部材としての使用時に良好な特性を有する多層にめっきが施された銅合金条材を連続的に効率良く得る。
【解決手段】銅条材を連続的に走行させながら複数のめっき浴に挿通して、Ni又はNi合金、Cu又はCu合金、Sn又はSn合金を順にめっきしてリフロー処理することにより、Ni系下地層、Cu−Sn金属間化合物層、Sn系表面層を順に形成する方法であって、各めっき層を、無機酸を主成分とするめっき浴中にて不溶性アノードを使用した電解めっきにて形成するとともに、Ni又はNi合金によるめっきは浴温45〜55℃、電流密度20〜50A/dm2、Cu又はCu合金によるめっきは浴温35〜55℃、電流密度20〜60A/dm2、Sn又はSn合金によるめっきは浴温15〜35℃、電流密度10〜30A/dm2とし、それぞれレイノルズ数1×104〜5×105とする。
(もっと読む)
金属基複合材料を使用した積層構造体
【課題】はんだを使用せずに、より高温の環境においても、積層される上下の部材の熱応力を効果的に緩和することのできる金属基複合材料を使用した積層構造体を提供する。
【解決手段】材料A1と、材料B5と、材料A1と材料B5との間に挟まれた材料C4とからなり、材料A1および材料B5の線膨張係数が、αa<αbの関係を満たし(ここで、αaは材料A1の線膨張係数を表し、αbは材料Bの線膨張係数を表わす)、材料C4は2元素からなるマトリックス材および微粒子を含み、緻密状態2および多孔質状態3を含み、材料C4の材料A1に接する側が緻密状態2であり、材料B5に接する側が多孔質状態3であることを特徴とする積層構造体10。
(もっと読む)
リードフレーム及びこの製造方法、これを用いた電子部品及び電子デバイス、並びにこれに用いられるめっき材
【課題】レアメタルの使用量を抑えつつ、鉛フリーはんだに対するはんだ付け性(濡れ性)の向上はもとより、ウィスカの発生を抑制ないし防止することができるめっき被膜材を提供する。
【解決手段】導電性基材4に第1めっき層1aを形成し、該第1めっき層1aの表面に第2めっき層2aを形成しためっき材からなるリードフレーム10aであって、前記第1めっき層1aが、スズ、スズ−銀合金、スズ−ビスマス合金、スズ−銅合金、及びスズ−銀−銅合金の群から選ばれる少なくとも1種からなり、第2めっき層2aがインジウムからなり、前記第1めっき層の厚さを5μm超10μm以下とし、かつ第2めっき層の厚さを0.05μm以上0.4μm以下としたリードフレーム10a。
(もっと読む)
ウェハを処理する方法及びデバイス
太陽電池を製造するためにウェハをコーティングするための方法において、ニッケル、銅又は銀などの金属が金属を含有するコーティング溶液内で連続的な工程によってウェハに沈着する。ウェハがコーティング溶液に挿入され、ウェハの第一の領域が既にコーティング溶液内で延びるが第二の領域が未だにコーティング溶液内で延びていない時点で、過電流が、さらなる過電流又は電流フローなしに、ウェハの残りのエリアの、ウェハがコーティング溶液に完全に挿入されて続いて起こるさらなる自動的なコーティングのための、コーティング溶液内に達するウェハの第一の領域における金属のガルバニック沈着を始めるために、第二の領域に印加される。 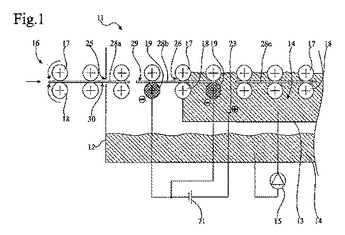 (もっと読む)
(もっと読む)
めっき材料およびその製造方法
【課題】挿入抵抗および接触電気抵抗を小さくすることができるめっき材料およびその製造方法を提供する。
【解決手段】CuまたはCu合金からなる基材上に、少なくともCu−Sn合金中間層と、Sn表面層とをこの順序で有することを特徴とするめっき材料において、前記Cu−Sn合金中間層の表面粗さを表すパラメータである十点平均粗さRzμmと最大高さRyμmとの関係が、Ry/Rz<1.3を満たし、かつ、前記十点平均粗さRzと、前記Sn表面層の平均厚さtμmが、Rz(6−π)/6≦t≦Rz(6−π)/6+0.3を満たす関係にある。
(もっと読む)
フィルター、バンプ付きメンブレンリングの製造方法およびウエハ一括コンタクトボード
【課題】バンプ付きメンブレンリングの数十μmの微小なニッケルバンプを電気めっきにより多数形成する場合において、均一なサイズで形成する方法の提供。
【解決手段】ソーダライムガラスの微細な粒子を焼結させて形成した、孔径が0.5μm以下の微細孔を有する無機多孔質体からなる板状のフィルター17を、処理槽11に、陰極13のメンブレンリングと平行になるように設置し、電気めっきを行う。これにより、サブミクロン程度の大きさのニッケル粒子からなるスライムが、陰極13側へ拡散することを良好に防止することができ、均一なニッケルバンプ26を形成することができる。
(もっと読む)
金属溶出による電圧低下の少ないリチウムイオン電池の金属外装ケース用素材および金属外装ケースならびにリチウムイオン電池
【課題】リチウムイオン電池製造時のエージング工程で金属溶出が少なく、この結果、エージング後のリチウムイオン電池の電圧低下が少ない金属外装ケース用素材、金属外装ケースおよび該金属外装ケースを用いたリチウムイオン電池を提供する。
【解決手段】冷延鋼板を下地とし、ケース内面に相当する面に下層側からCu−Ni拡散層、Ni層を有するか、又は冷延鋼板を下地とし、ケース内面に相当する面に、下層側からCu層、Cu−Ni拡散層、Ni層を有する。さらに、冷延鋼板とCu−Ni拡散層との中間にFe−Ni層もしくはFe−Cu−Ni層、冷延鋼板とCu層との中間にFe−Ni層もしくはFe−Cu−Ni層を有すると好ましい。
(もっと読む)
電極母材用ウレタンフォームブロックの接着方法およびその接着方法を用いた電極用金属多孔体の製造方法
【課題】平滑でない接着面にも適用可能であり、且つ、接着作業が容易な電極母材用ウレタンフォームブロックの接着方法を提供する。また、良好な導電性を有する電極用金属多孔体の効率的な製造方法を提供する。
【解決手段】電極母材用のウレタンフォームブロック同士を該ウレタンフォームブロックの発泡方向に接着する方法であって、接着面間に厚さ1.0〜10.0mmの弾性を有する接着層を配置する工程と、配置した接着層を介してウレタンフォームブロックの接着面同士を接合させ、接着層を硬化させてウレタンフォームブロック同士を接着する工程とを含むことを特徴とする電極母材用ウレタンフォームブロックの接着方法である。また、当該接着方法を使用して接着したウレタンフォームブロックを用いて製造することを特徴とする電極用金属多孔体の製造方法である。
(もっと読む)
金属化された基体を調製するためのプロセス、その基体、およびその使用
本発明は、金属化された基体を調製するためのプロセスであって:この基体上に、少なくとも1つの金属イオンをキレート化し得る基を必要に応じて保有するポリマー型の化合物をグラフト化する工程と;少なくとも1つの金属イオンをキレート化し得るこのポリマー型の化合物を少なくとも1つの金属イオンと接触して配置する工程と、ポリマー型のこの化合物を、このキレート化された金属イオン(単数または複数)を還元するための条件に供する工程と、金属化された基体が得られるまでこのキレート化/還元工程を繰り返す工程とからなる工程を包含するプロセスに関する。本発明はまた、このプロセスにより得られる基体、およびその使用に関する。 (もっと読む)
電極母材用ウレタンフォームブロックの接着方法およびその接着方法を用いた電極用金属多孔体の製造方法
【課題】平滑でない接着面にも適用可能であり、且つ、接着作業が容易な電極母材用ウレタンフォームブロックの接着方法を提供する。また、良好な導電性を有する電極用金属多孔体の効率的な製造方法を提供する。
【解決手段】電極母材用のウレタンフォームブロック同士を該ウレタンフォームブロックの発泡方向に接着する方法であって、反応硬化しながら自己発泡する樹脂を接着面間に配置し、ウレタンフォームブロック同士を接着する工程を含むことを特徴とする電極母材用ウレタンフォームブロックの接着方法である。また、当該接着方法を使用して接着したウレタンフォームブロックを用いて製造することを特徴とする電極用金属多孔体の製造方法である。
(もっと読む)
耐熱性に優れるSnめっき付き銅又は銅合金及びその製造方法
【課題】150℃から180℃の高温環境下で長時間晒されても、接触抵抗値の増加を抑え、めっき剥離を防止できるSnめっき付き銅又は銅合金を提供する。
【解決手段】Ni層2の平均厚さが0.1μm以上1.0μm以下、Cu−Sn合金層の平均厚さが0.55μmを超え1.0μm以下、Sn層5の平均厚さが0.2μm以上1.0μm以下である。Cu−Sn合金層が組成の異なる2つの層からなり、Ni層に接する層3がε相からなり、平均厚さが0.5μmを超え0.95μm以下であり、Sn層と接する層4がη相からなり、平均厚さが0.05μm以上0.2μm以下である。
(もっと読む)
241 - 260 / 907
[ Back to top ]