
Fターム[4K042BA01]の内容
Fターム[4K042BA01]に分類される特許
61 - 80 / 666
腐食疲労強度に優れるばね
【課題】 高強度でありながら、腐食疲労強度に優れたばねを提供する。
【解決手段】 本発明のばねは、ロックウェル硬さがHRC53〜HRC56であって、
ロックウェル硬さHRC53〜HRC56の範囲において、ロックウェル硬さをHとしたときの転位密度D(cm−2)が、式(1)を満足しており、旧オーステナイト結晶粒度番号がNO.10以上である。
(式1)D≧1.4×1011×H−6.7×1012
(もっと読む)
鍛造用耐熱鋼、鍛造用耐熱鋼の製造方法、鍛造部品および鍛造部品の製造方法
【課題】優れた、長時間クリープ破断寿命、クリープ破断延性や靭性、耐水蒸気酸化性を兼備した鍛造用耐熱鋼およびその製造方法、この鍛造用耐熱鋼を用いて構成された鍛造部品およびその製造方法を提供する。
【解決手段】鍛造用耐熱鋼は、質量%で、C:0.05〜0.2、Si:0.01〜0.1、Mn:0.01〜0.15、Ni:0.05〜1、Cr:8以上10未満、Mo:0.05〜1、V:0.05〜0.3、Co:1〜5、W:1〜2.2、N:0.01以上0.015未満、Nb:0.01〜0.15、B:0.003〜0.03を含有し、残部がFeおよび不可避的不純物からなる。
(もっと読む)
高強度、高靭性リンクチェーンとその製造方法
【課題】リンクチェーンの高強度化、特殊環境下或いは屋外環境下における突発的な破壊を防止するリンクチェーンの耐遅れ破壊向上、更に寒冷地などの低温環境下における脆性破壊を防止できる高強度、高靭性リンクチェーンとその製造方法を提供する。
【解決手段】質量%で、C:0.15〜0.8%,Si:0.2〜2.0%,Mn:0.6〜2.5%,Al:0〜0.005%,P:0.05%以下、S:0.05%以下,Cr:0.4〜2.0%,Mo:0.5%以下,B:0.0005〜0.005%を含み、残部Fe及び不可避的不純物からなり、鋼組織として鋼中に、体積率で、残留オーステナイトを5〜15%、ベイニティックフェライトとポリゴナルフェライトを10%以下、炭素濃化処理マルテンサイトを90%以上を含み、動的靭性値が80J/cm2以上、静的靭性値が120MPa−m1/2以上を有する高強度、高靭性リンクチェーン。
(もっと読む)
熱間圧延用遠心鋳造製ロール外層材および複合ロール
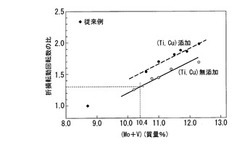
【課題】耐摩耗性、およびロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および遠心鋳造製複合ロールを提供する。
【解決手段】外層を、質量%で、C:2.2〜2.8%、Si:0.2〜0.7%、Mn:0.2〜0.7%、Cr:5.0〜8.0%、Mo:4.4〜6.0%、V:5.3〜7.0%、Nb:0.6〜1.3%、Ti:0.002〜0.1%、Cu:0.01〜0.2%を、10.4<(Mo+V)≦12.5、および0.6≦(C−0.24V−0.13Nb−0.25Ti)≦1.3(ここで、Mo、V、C、Nb:各元素の含有量(質量%))を満足するように含有し、残部Feおよび不可避的不純物からなる組成を有する遠心鋳造製外層材とし、該外層材に軸材を溶着一体化した複合ロールとする。これにより、耐摩耗性に優れるとともに、表層の耐疲労性にも優れた、熱間仕上圧延後段用ロールとして好適な遠心鋳造製複合ロールとなる。
(もっと読む)
鋳鉄材料の疲労強度向上方法

【課題】鋳鉄材料、特に球状黒鉛鋳鉄の疲労強度を、浸炭焼入れした場合の炭素鋼と同程度まで向上することが出来る疲労強度向上方法の提供。
【解決手段】重量比でC:2.0〜4.0%、Si:1.5〜4.5%、Mn:2.0%以下、P:0.08%以下、S:0.03%以下、Mg:0.02〜0.1%、Cu:1.8〜4.0%を含有した球状黒鉛鋳鉄であって、焼入れ焼戻し処理またはオーステンパ処理を行なって引張強さ1200MPa以上とした球状黒鉛鋳鉄に対して、それぞれ所定のショット粒径による第1、第2、第3のショットピーニング処理を行なう工程を有している。
(もっと読む)
熱処理歪みの少ない肌焼鋼
【課題】浸炭や浸炭窒化処理等の表面硬化処理後の焼入れ(以下、「浸炭焼入れ」で代表することがある)を行っても、熱処理歪みを小さくすることができ、円筒歯車の素材として有用な肌焼鋼を提供する。
【解決手段】C:0.05〜0.15%(質量%の意味、以下同じ)、Si:2.0%以下(0%を含まない)、Mn:0.95〜2.2%、P:0.03%以下(0%を含まない)、S:0.03%以下(0%を含まない)、Cr:0.2〜1.8%、Al:0.3%以下(0%を含まない)、N:0.02%以下(0%を含まない)、B:0.0005〜0.0050%およびO:0.003%以下(0%を含まない)を夫々含有し、残部が鉄および不可避不純物からなり、且つ所定の関係式で表されるマルテンサイト変態開始温度T(℃)が400℃以上であると共に、所定の関係式で表されるベイナイト変態開始時間t(秒)が15秒以上である。
(もっと読む)
高強度ばね用鋼、高強度ばねの製造方法及び高強度ばね
【課題】耐食性および耐孔食性に優れ、合金元素の添加量が少ない低コストの高強度ばね用鋼、高強度ばねの製造方法及び高強度ばねを提供する。
【解決手段】質量%で、C:0.38-0.44%、Si:2.00-2.30%、Mn:0.85-1.15%、Cr:0.10-0.43%、Ni:0.15-0.35%、Cu:0.15-0.35%、Ti:0.05-0.13%、P:0.02%以下、S:0.02%以下、Al:0.003-0.10%、N:0.002-0.012%、O:0.0002%以下を含有し、残部が鉄および不可避不純物からなることを特徴とする高強度ばね用鋼。
(もっと読む)
析出硬化型マルテンサイト系ステンレス鋼およびそれを用いた蒸気タービン部材
【課題】機械的強度と靭性と耐食性とが高いレベルでバランスした析出硬化型マルテンサイト系ステンレス鋼およびそれを用いた蒸気タービン部材を提供する。
【解決手段】本発明に係る析出硬化型マルテンサイト系ステンレス鋼は、組成として、0.10質量%以下のC、13.0質量%以上15.0質量%以下のCr、7.0質量%以上10.0質量%以下のNi、2.0質量%以上3.0質量%以下のMo、0.5質量%以上2.5質量%以下のTi、0.5質量%以上2.5質量%以下のAl、0.5質量%以下のSi、0.1質量%以上1.0質量%以下のMnを含み、残部がFeおよび不可避不純物からなるマルテンサイト系ステンレス鋼であることを特徴とする。
(もっと読む)
高周波加熱装置
【課題】誘導加熱時に加熱導体と被加熱物とを所定間隔に保つスペーサの摩耗が、所定以上進んだことを検出することができる高周波加熱装置を提供することである。
【解決手段】被加熱物4を高周波誘導加熱する際に、高周波電流が供給される加熱導体7と被加熱物4とを所定間隔に保つスペーサ21〜23を備え、スペーサ21〜23を被加熱物に押圧することにより加熱導体7と被加熱物4の間隔を所定間隔に保つ高周波加熱装置10であって、スペーサ21〜23は、加熱導体7の被加熱物4と対向する部位よりも被加熱物配置側に突出する突出部30を有しており、前記突出部30の所定位置にセンサ32aを設け、前記センサ32aは被加熱物4が前記所定位置に達したことを検出する。
(もっと読む)
熱処理硬化鋼板を用いた局部的に異種強度を有する自動車部品の製造方法
【課題】局部的に異種強度を有する自動車部品の製造方法に関するものであり、より詳しくは、局部的に異種厚を有する熱処理硬化鋼を用いた自動車部品の製造方法に関して開示する。
【解決手段】本発明は、要求される強度によって、異種厚を有する熱処理硬化鋼板または異種材質を有する熱処理硬化鋼板を用いてブランクシートを準備するブランクシート準備段階;レーザー溶接(Laser welding)を用いて前記ブランクシートを連結してブランク結合体を形成するブランク結合体形成段階;前記ブランク結合体を冷間プレス成形する冷間成形段階;及び冷間成形された部品をAC3温度以上に加熱した後、金型に拘束した状態で急冷して成形残留応力を解消し、強度を向上させる熱処理硬化段階;を含む自動車部品の製造方法を提供する。
(もっと読む)
高周波焼入装置
【課題】軸方向を上下方向に配置した金属性の軸状部材を上下で支持し、該軸状部材を囲繞したコイルと軸状部材に冷却水を供給する冷却水供給手段との一体物を上下方向に移動する高周波焼入装置において、前記一体物の下降時に前記一体物と前記軸状部材を下方で支持する支持部材との衝突による破損の可能性を低減する。
【解決手段】
リアアクスルシャフト等の金属性の軸状部材を軸方向を上下方向に配置し、該軸状部材の上部を上主軸で支持するとともに、下部を主軸台に上向きに支持された下主軸で支持し、前記軸状部材を囲繞し高周波電流を流すことが可能なコイルと前記軸状部材に冷却水を供給可能な冷却水供給手段との一体化物を前記コイルが前記軸状部材を囲繞したまま上下方向に移動可能に設け、前記一体物が下降したときに前記コイルと接触可能な位置に導電性を有する弾性体を前記主軸台に設けた。
(もっと読む)
構造部材の製造方法
【課題】曲面形状を有する構造部材に対しても、母材の表面改質により強固な硬化層を形成可能な製造方法を提供する。
【解決手段】母材からなる基体53の所定の範囲にレーザLを照射して、オーステナイト逆変態が完了する温度である800℃以上かつ融点未満の温度まで加熱するレーザ照射工程と、該レーザ照射工程でレーザLが照射された基体53に対して時効熱処理を行うことにより、所定の範囲に、母材が析出硬化することで形成される硬化層54を形成する時効熱処理工程とを備える。
(もっと読む)
コイルばね及びその製造方法
【課題】疲労強度及び耐へたり性に優れ、例えば自動車用エンジンの弁ばねやトランスミッション用ばねとして好適な高強度コイルばねと、このようなコイルばねの製造方法を提供すること。
【解決手段】質量比で、0.5%を超え0.9%以下のC、0.8〜3.5%のSi、0.3〜3.0%のMn、0.5〜3.5%のCr、必要に応じて、さらに0.05〜1.5%のNiと共に、0.05〜1.5%のMo、0.05〜0.5%のV及び0.01〜0.5%のNbから成る群から選ばれた少なくとも1種の元素を含有し、残部がFeと不可避的不純物である鋼を用い、浸炭処理によって、深さ0.05〜1.00mmの浸炭硬化層を形成すると共に、表面から0.02mmの位置における硬さを650〜1000Hvとなるようにする。
(もっと読む)
金属補強部材、金属補強部材の製造方法、及び金属の熱処理方法
【課題】溶接物と溶接対象物とを予熱を不要としながら、十分な強度を確保することができる頑丈な補強部材を提供する。
【解決手段】フェライト/パーライト二相構造を有する金属材料に所定の熱処理を施して高熱状態としたオーステナイト/初析フェライト二相構造を有する金属材料に焼入れ処理を実行し、これを焼戻して得られる焼戻マルテンサイト/初析フェライト系二相構造を有する金属補強部材。ここで、所定の熱処理は、金属材料を860〜950℃で加熱する加熱工程と、加熱した金属材料を780〜820℃まで降温する降温工程と、降温した金属材料の温度を維持する維持工程とを包含する。
(もっと読む)
鋼管の焼入れ方法およびそれを用いた鋼管の製造方法
【課題】焼入れが施された鋼管の長手方向に発生する強度差を低減することができる鋼管の製造方法を提供することを目的とする。
【解決手段】加熱された鋼管2を、その軸と水面を平行にした状態で水槽3に浸漬して専ら鋼管外面を冷却し、軸心ノズル8から冷却水を噴射して鋼管の一端から他端に向けた水流を鋼管の軸部に発生させ、専ら鋼管内面を冷却し、鋼管全面を急冷する鋼管の焼入れ方法であって、軸心ノズル8を鋼管2の軸に追従して移動させ、鋼管2を水槽3に浸漬させつつ、軸心ノズル8から冷却水の噴射を開始するに際し、噴射を開始した時に鋼管の一端に噴射された冷却水が、鋼管外面の全周が浸漬する時に他端に到達するように噴射を開始することを特徴とする。
(もっと読む)
衝撃吸収部材
【課題】自動車のフロントサイドメンバやリアサイドメンバ等に利用可能な、圧潰することで衝突エネルギーを吸収する衝撃吸収部材部材において、鋼板を薄くしながら、可及的に高い衝突エネルギーを吸収できる効果的な部分熱処理方法を提供すること。
【解決手段】熱処理方法において、構造部材の衝突変形挙動を有限要素法を用いて数値解析し、前記数値解析結果から、相当塑性ひずみが所定値以上となる要素を抽出し、前記構造部材の変形前の前記抽出した要素の座標値を求め、該座標値に対してクラスター解析を行い、前記抽出された要素を1または複数のクラスターに分類し、前記1または複数のクラスター内において前記要素の各々を結ぶ線分のうち、最長となる線分を抽出し、該線分に沿ってレーザー焼入れを行うようにした。
(もっと読む)
ばねおよびその製造方法
【課題】材料コストの低減や製造工程の簡略化を図るとともに、耐疲労性に優れたばねおよびその製造方法を提供する。
【解決手段】質量%で、C:0.5〜0.7%、Si:1.0〜2.0%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下、残部が鉄及び不可避不純物からなる成分を有し、任意の横断面において、面積比率でベイナイトを65%以上、残留オーステナイトを4〜13%含む組織を有し、前記残留オーステナイト中の平均炭素濃度が0.65〜1.7%であり、横断面の円相当直径をD(mm)としたときに、圧縮残留応力層が表面から0.35mm〜D/4の範囲まで形成され、その最大圧縮残留応力が800〜2000MPaであり、中心の硬さが550〜650HVであり、表面から深さ0.05〜0.3mmの範囲に、前記中心の硬さより50〜500HV大きい高硬度層が形成されている。
(もっと読む)
めねじ加工方法および仕上げ用切削タップ
【課題】焼入れ等の硬化熱処理が施される部材に対してめねじを高い精度で効率良く安価に形成できるようにする。
【解決手段】目的とするめねじ30よりも径寸法が小さい下ねじ36を切削加工した後に硬化熱処理を施し、その後に仕上げ用切削タップ10の進み側フランク42が下ねじ36の進み側フランク40に当接するようにリード合わせを行い、その下ねじ36に沿ってリード送りしてめねじ30を切削加工する。これにより、硬化熱処理によって生じる熱歪や伸縮等による変形に拘らず、高い寸法精度でめねじ30を形成できる。また、硬化熱処理前に下ねじ36が設けられるため、仕上げ用切削タップ10によって切削除去する仕上げ代は小さく、硬化熱処理によって45HRC程度まで硬化しても、切削速度等の加工条件の制約が緩和されて効率よくめねじ30を切削加工できるようになり、工具の耐久性向上と相まって製造コストが低減される。
(もっと読む)
Zn−Al−Mg系めっき熱処理鋼材およびその製造方法
【課題】亜鉛系めっき鋼材を熱処理しても、所定のめっき層を残存させ、自動車用部材としての塗装後の耐食性および塗膜密着性が確保された亜鉛系めっき熱処理鋼材を提供する。
【解決手段】亜鉛系めっき鋼材に、塑性変形が可能な温度域または焼入れが可能な温度域への加熱を行って得られ、表面に存在するめっき層の付着量が片面当たり20〜100g/m2であり、めっき層のFe濃度が0.1%〜50%であり、Al濃度が4〜15%、Mg濃度が1%以上、Si濃度が0.5%以下でかつ当該めっき層にη相が存在した亜鉛系めっき熱処理鋼材である。めっき層の付着量が片面当たり30〜150g/m2であるとともにめっき層中に30%以下のFeを含有する亜鉛系めっき鋼材に、30℃/秒以上の昇温速度で前記温度域への加熱を行ってから30℃/秒以上の冷却速度での冷却を行った後、亜鉛系めっき鋼材の表面に当接する加圧ロールによって亜鉛系めっき鋼材の表面に残存するめっき層の表面粗度を調整することにより、製造される。
(もっと読む)
高強度ばねとその製造方法
【課題】従来の技術と比較して、より高強度のばねを提供する技術を提供する。
【解決手段】 本願の高強度ばね2は、鋼材層12と、鋼材層12の表面に形成された窒化物の化合物層14とを有する。鋼材層12は、質量%で、C:0.55〜0.75、Si:1.50〜2.50、Mn:0.30〜1.00、Cr:0.80〜2.00、W:0.05〜0.30、残部が鉄および不可避的不純物を含有する。そして、鋼材層12中に析出している炭化物16の平均長さが0.12μm以下で平均幅が0.04μm以下となっている。
(もっと読む)
61 - 80 / 666
[ Back to top ]