
形状測定方法及び測定機能を有する機械

【課題】テーブルに固定されているワークの測定基準面が傾いている場合でもワークの形状を精度良く測定することができ、測定作業を簡単に行うことができる形状測定方法及び測定機能を有する機械を提供する。
【解決手段】測定ヘッド9がワーク7に対してアプローチする複数の測定動作方向を画面に表示するステップと、複数の測定動作方向のうちからワーク7の測定基準面2にアプローチするいずれか一つの測定動作方向を選択するステップと、ワーク7の測定基準面2上の3点の座標値を選択された測定動作方向へアプローチさせて測定するステップと、測定した3点の座標値に基づき測定基準面2を装置1の主軸3の軸線CLに対して垂直に向けるのに必要とされる回転送り軸の割出し角度を演算するステップとを含み、ワーク7の形状を測定する。
【解決手段】測定ヘッド9がワーク7に対してアプローチする複数の測定動作方向を画面に表示するステップと、複数の測定動作方向のうちからワーク7の測定基準面2にアプローチするいずれか一つの測定動作方向を選択するステップと、ワーク7の測定基準面2上の3点の座標値を選択された測定動作方向へアプローチさせて測定するステップと、測定した3点の座標値に基づき測定基準面2を装置1の主軸3の軸線CLに対して垂直に向けるのに必要とされる回転送り軸の割出し角度を演算するステップとを含み、ワーク7の形状を測定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、回転送り軸を有する工作機械や三次元測定機の主軸に装着された測定ヘッドによりワークの形状を測定する形状測定方法及び測定機能を有する機械に関する。
【背景技術】
【0002】
測定ヘッドによりワークの形状を測定する形状測定方法に関連する従来の例として、特許文献1及び2が開示されている。特許文献1はワークの位置座標や寸法を測定する際に測定動作を案内する方法及び装置を開示し、特許文献2は、テーブルに固定されたワークの取り付け姿勢の制御を行う方法及び装置を開示する。
【0003】
特許文献1は、ワークの位置座標や寸法を測定する際、測定種別毎に測定動作工程を図形又は数値で表示して、測定手順を案内し、どの段階まで測定動作が進んでいるかの経過も表示できるようにしたものである。
【0004】
ワークの測定基準面が主軸の軸線に対して垂直でない場合、例えば、斜め穴が形成されている場合には、測定誤差を生じることとなり、斜め穴などを正確に測定することができなくなる。特許文献2には、ワークの測定基準面を主軸の軸線に対して垂直にする方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−111770号公報
【特許文献2】特開2007−219951号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の技術は、前述の通り、ワークの測定基準面が主軸の軸線に対して垂直でない場合、例えば、斜め穴が形成されている場合には、測定誤差を生じることとなり、斜め穴などを正確に測定することができなくなるという問題点がある。特許文献2の技術は、作業員が入力装置を操作してNC装置の測定指示手段を起動させることなどを除いて、NC装置の測定プログラムを起動してワークの姿勢を制御するものであるため、ワークの形状などが変更されるたびに、測定プログラムを編集する必要がある。このため、頻繁にワークの形状などが変更される場合には、形状測定の作業性が悪いという問題がある。
【0007】
本発明は、テーブルに固定されているワークの測定基準面が傾いている場合でもワークの形状を精度良く測定することができ、測定作業の作業性が良い形状測定方法及び測定機能を有する機械を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明によれば、直線送り軸及び回転送り軸を有する機械の主軸に装着された測定ヘッドにより、テーブルに固定されたワークの形状を測定する形状測定方法において、前記測定ヘッドが前記ワークに対してアプローチする複数の測定動作方向を画面に表示する工程と、前記複数の測定動作方向のうちから前記ワークの測定基準面にアプローチするいずれか一つの測定動作方向を選択する工程と、前記ワークの測定基準面上の少なくとも1点の座標値を前記選択された測定動作方向にアプローチさせて測定する工程と、測定した座標値に基づき、前記測定基準面を前記機械の主軸の軸線に対して垂直に向けるのに必要とされる前記回転送り軸の割出し角度を演算する工程と、演算した前記割出し角度だけ前記回転送り軸を回転させて、前記測定基準面が前記主軸の軸線に対して垂直に位置決めする工程と、を含み、前記ワークの形状を測定する形状測定方法が提供される。
【0009】
また、本発明によれば、前記測定基準面を前記主軸の軸線に対して垂直に向けて前記ワークの形状を測定した後、測定結果を他の座標系に変換して表示する工程を更に含む形状測定方法が提供される。
【0010】
また、本発明によれば、前記測定基準面を前記主軸の軸線に対して垂直に位置決めする工程では、前記回転送り軸を前記割出し角度だけ回転させると、それ以上の回転送り指令が入力されても無視する機能が働いて、所定の位置で前記回転送り軸の回転を停止する工程を含む形状測定方法が提供される。
【0011】
また、本発明によれば、直線送り軸及び回転送り軸と、ワークを保持するテーブルと、該テーブルに対して相対的に移動する主軸に装着された測定ヘッドとを備え、前記測定ヘッドにより前記ワークの形状測定を行う測定機能を有する機械において、前記測定ヘッドが前記ワークに対してアプローチする複数の測定動作方向を画面に表示する表示部と、前記画面上に表示された前記複数の測定動作方向のうちから、前記ワークの測定基準面にアプローチするいずれか一つの測定動作方向を入力する入力部と、該入力部に入力された前記測定動作方向に前記測定ヘッドが前記ワークに対してアプローチして測定された前記ワークの測定基準面の少なくとも1点の座標値に基づいて、前記測定基準面を前記主軸の軸線に対して垂直に向けるのに必要な前記回転送り軸の割出し角度を演算する演算部と、を具備した測定機能を有する機械が提供される。
【発明の効果】
【0012】
以上の如く、本発明の形状測定方法及び測定機能を有する機械によれば、測定基準面が主軸の軸線に対して垂直となる姿勢にワークを位置決めすることができるから、測定基準面が傾いているワークの形状を精度良く測定することができる。形状測定を行う際に、測定ヘッドがワークに対してアプローチする複数の測定動作方向が画面に表示されるため、作業者が手動により形状測定するときの案内となり、形状測定の作業性が高まる。
【図面の簡単な説明】
【0013】
【図1】本発明の装置の全体構成を示すブロック図である。
【図2】ワークがテーブルに固定されている状態を示す説明図である。
【図3】測定基準面が主軸の軸線に対して垂直になる姿勢にワークを位置決めする場合の画面を示す図である。
【図4】穴の中心位置を測定する場合の画面を示す図である。
【図5】コーナの位置座標を測定する場合の画面を示す図である。
【発明を実施するための形態】
【0014】
図1には、ワークの形状測定を実施する機械の一形態として、立形マシニングセンタの全体構成を示すブロック図が示されている。本発明の機械は、本実施形態のマシニングセンタ1に限定されるものではなく、制御装置を備えた他の工作機械や、三次元測定機も本発明の機械に含まれるものとする。ワークの形状測定の具体例としては、ワークの穴の中心位置の測定、コーナ部の2辺の交点の位置の測定、コーナ部のコーナ半径の測定、ワークの穴の直径の測定、溝幅の測定、2面幅の測定などを挙げることができる。また、機械の主軸に装着された「測定ヘッド」には、タッチプローブなどの接触式センサやレーザ計測器などの非接触式センサが含まれるものとし、本実施形態のタッチプローブに限定されるものではない。
【0015】
本発明の測定機能を有する機械は、主軸3に装着された測定ヘッド9により、主軸3の軸線CLに対して測定基準面2が斜めに傾いている状態でテーブル6に固定されたワーク7の形状測定を行う装置であって、測定ヘッド9がワーク7に対してアプローチする複数の測定動作方向を画面61に表示する表示部45と、画面61上に表示された複数の測定動作方向200のうちから、ワーク7の測定基準面2にアプローチするいずれか一つの測定動作方向200が入力される入力部56とを備えている。ここで、測定基準面とは、測定対象物である穴の中心位置や直径、ボスの高さや幅などを測定するときの基準となる面のことで、例えば図3の傾斜面2のことである。機械は、入力部56に一つの測定動作方向200が入力されることで、その測定動作方向200にアプローチして測定ヘッド9によりワーク7の測定基準面2の3点の座標値を測定する。機械は、さらに、測定されたワーク7の3点の座標値に基づいて測定基準面2の傾きを求め、測定基準面2を主軸3の軸線CLに対して垂直に向けるのに必要な回転送り軸の割出し角度を演算する演算部41を備えている。演算部41で演算された割出し角度だけ回転送り軸を回転させることにより、ワーク7の測定基準面2が主軸3の軸線CLに対して垂直になる姿勢に位置決めされ、測定基準面2に形成された穴の内径などの形状測定を行うものである。
【0016】
また、本発明のワークの形状測定方法は、ワーク7の測定基準面2を主軸3の軸線CLに対して垂直に割り出す割出し工程と、ワーク7の形状測定を行う測定工程とを含んでいる。割出し工程では、測定ヘッド9がワーク7に対してアプローチする複数の測定動作方向200を画面61に表示するステップと、画面上で複数の測定動作方向200のうちからワーク7の測定基準面2にアプローチするいずれか一つの測定動作方向200を選択するステップとを含んでいる。さらに、割出し工程は、ワーク7の測定基準面2上の3点の座標値を選択された測定動作方向にアプローチして測定するステップと、測定した3点の座標値に基づき測定基準面2を機械の主軸3の軸線CLに対して垂直に向けるのに必要とされる回転送り軸の割出し角度を演算するステップと、演算した割出し角度だけ回転送り軸を回転させて、測定基準面2が主軸3の軸線CLに対して垂直となる姿勢にワーク7を位置決めするステップと、を含んでいる。
【0017】
割出し工程に続く測定工程は、ワーク7の位置座標又は寸法の測定種別毎にワーク7に対する測定ヘッド9の測定動作工程を図形又は数値で表示するステップと、測定ヘッド9の検出信号と相対移動する主軸3又はテーブル6の位置信号とから、1つの測定種別における1つの測定動作工程が終了する毎に1つの測定動作工程による位置座標又は寸法の測定結果を取得して表示するステップと、終了した測定動作工程の表示を、終了していない測定動作工程の表示と異なる表示に変えるステップと、1つの測定種別における全測定動作工程を終了した後に、ワーク7の所望の位置座標又は寸法を表示するステップと、を含んでいる。
【0018】
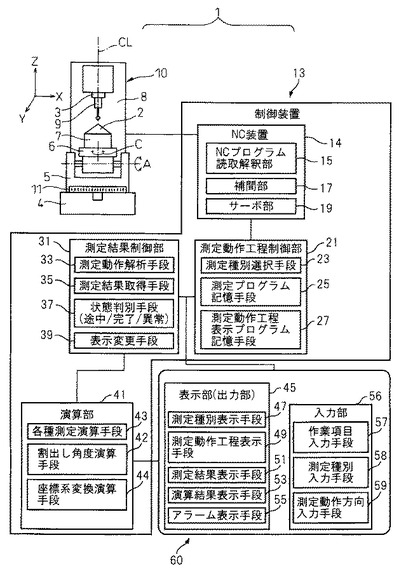
以下において、図1などを参照しながら、本発明の測定機能を有する機械の一実施形態として、立形マシニングセンタ1の全体構成について説明する。図示するように、本実施形態のマシニングセンタ1は、機上でワーク7の計測を行うことができるように構成されており、機械本体10と、制御装置13と、表示装置60とを備えている。機械本体10は、フロア上に設置されているベッド4と、主軸3との間で直交する3軸方向に相対的に直線移動自在にベッド4上に保持されているテーブルベース5と、テーブルベース5上で2つの回転送り軸方向に回転自在に保持され、ワーク7が固定されるテーブル6と、測定ヘッド9を保持する主軸3とを備えている。直交する3つの直線送り軸はX軸、Y軸及びZ軸であり、2つの回転送り軸はX軸回りで回転するA軸とZ軸回りで回転するC軸である。回転送り軸はA軸及びC軸に制限されるものではない。機械に応じてA軸及びB軸を有するものや、A軸、B軸及びC軸を有するものであってもよい。また、A軸、B軸又はC軸が主軸側に設けられている構成であってもよい。複数の直線送り軸及び回転送り軸は、サーボモータにより駆動されるようになっている。主軸3は、ベッド4上に立設されたコラム8上をZ軸方向に直動可能に設けられている。ワーク7はテーブル6に直接固定されているが、取付具を介してワーク7をテーブル6に固定することもできる。図3には、テーブル6に固定されているワーク7の一例が示されている。測定対象となるワークは本実施形態のワーク7に制限されるものではない。テーブル6に固定されているワーク7の下側の固定面は平面となっているが、ワーク7の上側は4つの傾斜した傾斜面を有している。傾斜面には、丸穴300や角ボス301がそれぞれの面に対して面直に形成されている。4つの傾斜面は丸穴300や角ボス301の位置座標や寸法を測定する際の測定基準面2となる。個々の測定基準面2が主軸3の軸線CLに対して垂直に割り出されることで、その測定基準面2に形成された穴300などの寸法を正確に測定することができる。
【0019】
制御装置13は、NC装置14と、測定動作工程制御部21と、測定結果制御部31と、演算部41とを有している。NC装置14は、NCプログラム読取解釈部15で読取り解釈されたNCプログラムにより補間部17、サーボ部19を介して装置本体10の相対送り動作を制御する。NC装置14のNCプログラム読取解釈部15で読取り解釈されたNCプログラムが測定プログラムの場合には、マシニングセンタ1でワークの測定動作が行われ、NCプログラムが加工プログラムの場合には、ワーク7の加工動作が行われる。測定動作工程制御部21は、NC装置14に対して作業プログラムの提供などを行う部分であり、測定種別の選択(判別)をする測定種別選択手段23と、形状測定を実施する測定プログラムを記憶する測定プログラム記憶手段25と、種々の測定動作工程を表示装置60の画面61に表示する測定動作工程表示プログラム記憶手段27とを有している。測定プログラム記憶手段25には、ワーク7の測定基準面2の傾きを求めるための測定基準面2の測定動作方向を表示したり、測定基準面2の3点測定を行ったりするプログラムも記憶されている。
【0020】
測定結果制御部31は、測定動作工程制御部21との間で機械座標を取得したり、取得した機械座標データを表示部45や演算部41に送出したりする部分であり、測定動作を解析する測定動作解析手段33と、同一方向から3カ所の位置で測定した測定基準面2の機械座標などの測定結果を取得する測定結果取得手段35と、測定動作の状態を判別する状態判別手段37と、表示変更手段39とを有している。測定結果取得手段35は、主制御部14を介して、測定ヘッド9の測定子がワーク7に接触したときのスキップ信号とマシニングセンタ1の送り軸の位置読取り手段11が読み取った現在位置データとから、接触したときの機械座標を取得する。
【0021】
演算部41は、位置座標や寸法などを演算する各種測定演算手段43と、測定結果制御部31から送出された機械座標データから測定基準面2の割出し角度を算出する割り出し角度演算手段42と、測定結果を選択された座標系に変換する座標系変換演算手段44を有する。
【0022】
本実施形態の表示装置60は、表示部45と、入力部56とを有している。すなわち、本実施形態では、表示装置60をタッチパネルで構成し、情報の入力と出力とを同一のデバイスで実現できるものである。
【0023】
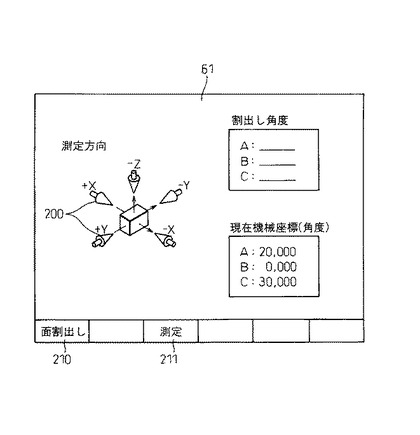
図2に画面61が示されているように、表示装置60の表示部45は、測定結果制御部31などから送出されたデータを、画面61に表示する部分であり、測定種別(測定項目)を表示する測定種別表示手段47と、測定動作工程を表示する測定動作工程表示手段49と、現在位置などを表示する測定結果表示手段51と、割り出し角度などを表示する演算結果表示手段53とアラーム表示手段55を有している。測定結果表示手段51は、測定結果制御部31から測定ヘッド9とワーク7との接触時の機械座標が送出されると、その機械座標を画面61に表示する。
【0024】
図2では、測定動作工程表示手段49により、測定ヘッド9がワーク7の測定基準面2に対してアプローチする複数の測定動作方向200が矢印で画面61に表示される。図示例では直方体のワークの図が示されているが、測定対象となるワーク7の図が表示されてもよい。作業者は、この画面61の表示に案内されて、主軸3の軸線CLに対して傾いているワーク7の測定基準面2を割り出す際に、所望の測定動作方向200を選択することができる。作業者が、複数の測定動作方向200のうち何れかの測定動作方向200に触れると、その測定動作方向200だけがハイライト表示(点滅表示などを含む)される。機械本体10のNCプログラム起動ボタン(図示せず)を押すと、機械本体10が動作してワーク7に対する測定ヘッド9の相対的な位置を予め決められた距離だけずらしながら、ワーク7の測定基準面2上に存在する3点の座標値を選択された測定動作方向200へアプローチして測定し、演算部41において、測定した3点の座標値に基づき測定基準面2の傾きを求めて、測定基準面2を機械本体10の主軸3の軸線CLに対して垂直に向けるのに必要とされるA軸及びC軸(本実施形態ではB軸は存在しない)の割出し角度を演算する。こうして演算された割出し角度は、画面61上に測定動作方向200と共に表示される。画面61には、機械本体10の2つの回転送り軸であるA軸及びC軸の回転角度の現在機械座標も表示される。
【0025】
作業者が表示された割出し角度だけ、手動パルス発生器又はジョグ送りなどでA軸及びC軸を回転させることで測定基準面2を主軸3の軸線CLに対して垂直に向けることができる。本発明に係る装置(制御装置13)は、プログラムによるクリップ機能を備えているため、割出し角度に相当する位置で回転送り軸の回転正確に止めることが可能になっている。ここで、クリップ機能とは、A軸及びC軸が表示された割出し角度に達すると、プログラム指令又は手動でそれ以上の送り指令が与えられても無視する機能のことである。これにより、測定基準面2を主軸3の軸線CLに対して垂直に位置決めできると共に、作業性が高められている。画面61にワーク7の図を表示する場合には、測定基準面を主軸の軸線に対して垂直に位置決めすると同時に、ワーク7の図形も同じ姿勢に合わせて表示する。画面61の下部には、面割出しボタン210と、測定ボタン211とがファンクションキーに関連付けされており、測定基準面2を割り出した後に測定ボタン211に触れることにより、図4及び図5に示す測定画面62に切り換えることができる。
【0026】
表示装置60の入力部56は、測定に先立ち測定基準面2の割り出しを行うか、測定を行うかを入力する作業項目入力ボタン57(作業項目入力手段)と、ワーク7の測定基準面2の割り出し後に測定種別を入力する測定種別ボタン58(測定種別入力手段)と、ワーク7の測定基準面2の割り出し作業において測定動作方向200を入力する測定動作方向入力ボタン59(測定動作方向入力手段)とを有している。作業項目入力ボタン57と測定種別入力ボタン58は画面下部のファンクションキーで構成され、測定動作方向入力ボタン59は画面61の矢印で構成されている。本実施形態の表示装置60は、タッチパネルで構成されているため、画面61に触れることで入力を行うことができる。作業項目入力ボタン57を操作すると選択された作業項目に対応する作業プログラムが測定動作工程制御部21から読み出される。測定種別を入力すると、測定種別に対応する測定プログラムが測定動作工程制御部21から読み出される。
【0027】
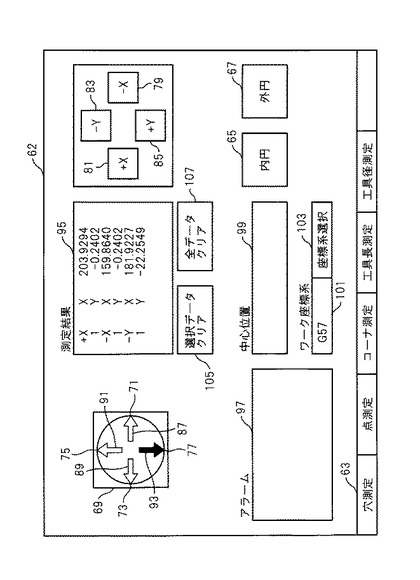
次に、ワーク7の穴300の中心位置を求める場合の手順を、画面62を図示した図4を参照して説明する。画面62の下部には測定種別表示手段47によって「穴測定」、「点測定」、「コーナ測定」、「工具長測定」、「工具径測定」等の測定種別ボタン63が表示されている。「穴測定」ボタンを押すとその信号は測定動作工程制御部21の測定種別選択手段23へ送出され、穴測定用の測定プログラムが測定プログラム記憶手段25から選択される。選択された穴測定用の測定プログラムはNC装置14へ送出される。また、測定動作工程表示プログラム記憶手段27から穴測定用の測定動作工程が呼び出され、表示部45に送出される。測定動作工程表示手段49により画面62には穴測定に必要な操作ボタンや測定結果等を表示する領域が現れ、穴の中心位置を求めるので「内円」ボタン65を押すと、画面左方に、矢印が上下左右に4つ示された測定動作工程69が表示される。この矢印が測定ヘッド9をワーク7に接触させる1つ1つの測定動作を表わしている。
【0028】
まず、マシニングセンタ1の手動パルス発生器又はジョグスイッチ(図示せず)による軸送りを用いて、測定ヘッド9を第1測定点71の近傍に位置決めする。次いで「−X」ボタン79を押すと測定ヘッド9は自動的に所定の送り速度でX軸に沿ってワーク7にアプローチし、第1測定点71に接触すると元の位置へ戻る。すると矢印87の色が黒から緑へ変わる。これは測定結果制御部31の測定動作解析手段33が動作を解析し、1つの測定動作が終了したと認識することにより表示変更手段39を介して行われる。矢印の色を変える代わりに矢印を消去したり、矢印を点滅表示に変えたりするなど、種々表示変更の方法を採り得る。更に、測定結果表示領域95には、その測定結果の位置座標が測定結果取得手段35及び測定結果表示手段51の働きで表示される。
【0029】
次に、Y軸方向に移動させないように測定ヘッド9をX軸方向左側へ手動パルス発生器を用いて移動し、第2測定点73の近傍に位置決めする。そして「+X」ボタン81を押して第2測定点73の位置座標を測定する。すると同様に矢印89の色が黒から緑へ変わる。この手動による動作の際、誤ってY軸方向に移動させた場合は、状態判別手段37が異常と判断して、アラーム表示領域97に「測定位置が違います」というメッセージがアラーム表示手段55の働きで表示される。次に第3測定点75の測定を「−Y」ボタン83を押して行い、矢印91の色が黒から緑へ変わる。図4は丁度この測定段階を示している。
【0030】
作業者は、次に第4測定点77の測定動作を行うことを記憶していなくても、画面62の測定動作工程69の図形表示の色の変化状態を見ることにより、即座に次の測定動作は何かがわかる。同様に、第4測定点77の測定を「+Y」ボタン85を押して行い、その測定動作が終了したら、矢印77の色が黒から緑へ変わり、状態判別手段37は1つの測定種別の全測定動作工程が完了したと判断し、全測定結果データを演算部41へ送出する。すると演算部41は円の中心位置を演算手段43を用いて演算し、演算結果が画面62の中心位置表示領域99に表示される。その中心座標を他のワーク座標系で表示する場合は、ワーク座標系表示領域101にワーク座標系の記号を入力し、「座標系選択」ボタン103を押せばよい。
【0031】
ワーク7の円形ボス(図示せず)の中心位置を求める場合は、「外円」ボタン67を押すと、測定動作工程の図形は円の外側から中心に向かう4つの矢印に変わる。また、測定結果表示領域95のある行を押し、「選択データクリア」ボタン105を押すと、その測定結果に対応した矢印が緑から黒に変わると同時に測定結果が消去される。そして、その測定動作をやり直すことができる。「全データクリア」ボタン107を押して、測定動作をすべてやり直すこともできる。
【0032】
次に、手動によりワーク7のコーナの位置座標を求める場合の手順を、画面64を図示した図5を参照して説明する。画面64の下部の測定種別ボタン63のうち「コーナ測定」ボタンを押すと、測定動作工程制御部21の測定種別選択手段23は、コーナ測定用の測定プログラムを測定プログラム記憶手段25から選択してNC装置14に送出する。また測定動作工程表示プログラム記憶手段27からコーナ測定用の測定動作工程を呼び出して表示部45に送出することにより、画面64にはコーナ測定用の測定動作工程111が表示される。この場合の「−X」ボタン129、「−Y」ボタン131、「+X」ボタン133、「+Y」ボタン135の配置は、穴中心位置測定の場合と異なる。作業者は、左下コーナの位置座標を測定する場合、まず矢印113の位置近傍に測定ヘッド9を位置決めし、「−X」ボタン129を押す。すると測定ヘッド9はワーク7にアプローチし、接触すると元の位置へ戻り、画面64の矢印113の色は黒から緑に変わり、測定結果表示領域95には、接触したときの位置座標が表示される。
【0033】
同様に矢印115、117、119に従って各位置座標を測定する。状態判別手段37により4点の測定動作が終了したと判断されると、4点の測定結果データは演算部41へ送出され、演算手段43によりコーナの位置座標が演算され、演算結果が画面64のコーナ位置表示領域137に表示されるとともに、測定動作工程111の左下コーナに原点マーク139が表示される。このコーナ位置を他のワーク座標系で表示する場合はワーク座標系表示領域101にワーク座標系の記号を入力し、「座標系選択」ボタン103を押せばよい。矢印121、123に従って測定を継続すると右下コーナの位置座標が、更に、矢印125、127に従って測定を継続すると右上及び左上コーナの位置座標がそれぞれ求まる。
【0034】
ワーク7の2面間(図示せず)の幅寸法、段差寸法、中点を測定する場合は、測定種別ボタン63の「点測定」ボタンを押す。すると画面64には、対応する測定動作工程が矢印とともに表示され、その指示に従って測定を行う。また、円の直径、コーナの角度、コーナ位置のX、Y、Z軸座標を求める等の測定も同様に行える。
【0035】
なお、上記実施形態では、測定ヘッドのタッチプローブを用いた場合を記載したため、測定基準面の3点の座標値を測定して、測定基準面の傾きを求めたが、測定ヘッドに、本出願人の特許第1009401号及び特許第1009403号に開示の変位測定型プローブを用いると、測定基準面は1点だけ測定すればよい。何故なら、本プローブは変位検出軸が測定基準面に接触したとき平行移動して測定基準面の法線方向に変位する。その1点におけるX,Y,Z軸方向の変位を検出することにより、測定基準面の傾きを求めることができるからである。
【符号の説明】
【0036】
1 マシニングセンタ
2 測定基準面
3 主軸
6 テーブル
7 ワーク
9 測定ヘッド
13 制御装置
14 NC装置
21 測定動作工程制御部
31 測定結果制御部
41 演算部
45 表示部
56 入力部
60 表示装置
61,62,64 画面
【技術分野】
【0001】
本発明は、回転送り軸を有する工作機械や三次元測定機の主軸に装着された測定ヘッドによりワークの形状を測定する形状測定方法及び測定機能を有する機械に関する。
【背景技術】
【0002】
測定ヘッドによりワークの形状を測定する形状測定方法に関連する従来の例として、特許文献1及び2が開示されている。特許文献1はワークの位置座標や寸法を測定する際に測定動作を案内する方法及び装置を開示し、特許文献2は、テーブルに固定されたワークの取り付け姿勢の制御を行う方法及び装置を開示する。
【0003】
特許文献1は、ワークの位置座標や寸法を測定する際、測定種別毎に測定動作工程を図形又は数値で表示して、測定手順を案内し、どの段階まで測定動作が進んでいるかの経過も表示できるようにしたものである。
【0004】
ワークの測定基準面が主軸の軸線に対して垂直でない場合、例えば、斜め穴が形成されている場合には、測定誤差を生じることとなり、斜め穴などを正確に測定することができなくなる。特許文献2には、ワークの測定基準面を主軸の軸線に対して垂直にする方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−111770号公報
【特許文献2】特開2007−219951号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の技術は、前述の通り、ワークの測定基準面が主軸の軸線に対して垂直でない場合、例えば、斜め穴が形成されている場合には、測定誤差を生じることとなり、斜め穴などを正確に測定することができなくなるという問題点がある。特許文献2の技術は、作業員が入力装置を操作してNC装置の測定指示手段を起動させることなどを除いて、NC装置の測定プログラムを起動してワークの姿勢を制御するものであるため、ワークの形状などが変更されるたびに、測定プログラムを編集する必要がある。このため、頻繁にワークの形状などが変更される場合には、形状測定の作業性が悪いという問題がある。
【0007】
本発明は、テーブルに固定されているワークの測定基準面が傾いている場合でもワークの形状を精度良く測定することができ、測定作業の作業性が良い形状測定方法及び測定機能を有する機械を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明によれば、直線送り軸及び回転送り軸を有する機械の主軸に装着された測定ヘッドにより、テーブルに固定されたワークの形状を測定する形状測定方法において、前記測定ヘッドが前記ワークに対してアプローチする複数の測定動作方向を画面に表示する工程と、前記複数の測定動作方向のうちから前記ワークの測定基準面にアプローチするいずれか一つの測定動作方向を選択する工程と、前記ワークの測定基準面上の少なくとも1点の座標値を前記選択された測定動作方向にアプローチさせて測定する工程と、測定した座標値に基づき、前記測定基準面を前記機械の主軸の軸線に対して垂直に向けるのに必要とされる前記回転送り軸の割出し角度を演算する工程と、演算した前記割出し角度だけ前記回転送り軸を回転させて、前記測定基準面が前記主軸の軸線に対して垂直に位置決めする工程と、を含み、前記ワークの形状を測定する形状測定方法が提供される。
【0009】
また、本発明によれば、前記測定基準面を前記主軸の軸線に対して垂直に向けて前記ワークの形状を測定した後、測定結果を他の座標系に変換して表示する工程を更に含む形状測定方法が提供される。
【0010】
また、本発明によれば、前記測定基準面を前記主軸の軸線に対して垂直に位置決めする工程では、前記回転送り軸を前記割出し角度だけ回転させると、それ以上の回転送り指令が入力されても無視する機能が働いて、所定の位置で前記回転送り軸の回転を停止する工程を含む形状測定方法が提供される。
【0011】
また、本発明によれば、直線送り軸及び回転送り軸と、ワークを保持するテーブルと、該テーブルに対して相対的に移動する主軸に装着された測定ヘッドとを備え、前記測定ヘッドにより前記ワークの形状測定を行う測定機能を有する機械において、前記測定ヘッドが前記ワークに対してアプローチする複数の測定動作方向を画面に表示する表示部と、前記画面上に表示された前記複数の測定動作方向のうちから、前記ワークの測定基準面にアプローチするいずれか一つの測定動作方向を入力する入力部と、該入力部に入力された前記測定動作方向に前記測定ヘッドが前記ワークに対してアプローチして測定された前記ワークの測定基準面の少なくとも1点の座標値に基づいて、前記測定基準面を前記主軸の軸線に対して垂直に向けるのに必要な前記回転送り軸の割出し角度を演算する演算部と、を具備した測定機能を有する機械が提供される。
【発明の効果】
【0012】
以上の如く、本発明の形状測定方法及び測定機能を有する機械によれば、測定基準面が主軸の軸線に対して垂直となる姿勢にワークを位置決めすることができるから、測定基準面が傾いているワークの形状を精度良く測定することができる。形状測定を行う際に、測定ヘッドがワークに対してアプローチする複数の測定動作方向が画面に表示されるため、作業者が手動により形状測定するときの案内となり、形状測定の作業性が高まる。
【図面の簡単な説明】
【0013】
【図1】本発明の装置の全体構成を示すブロック図である。
【図2】ワークがテーブルに固定されている状態を示す説明図である。
【図3】測定基準面が主軸の軸線に対して垂直になる姿勢にワークを位置決めする場合の画面を示す図である。
【図4】穴の中心位置を測定する場合の画面を示す図である。
【図5】コーナの位置座標を測定する場合の画面を示す図である。
【発明を実施するための形態】
【0014】
図1には、ワークの形状測定を実施する機械の一形態として、立形マシニングセンタの全体構成を示すブロック図が示されている。本発明の機械は、本実施形態のマシニングセンタ1に限定されるものではなく、制御装置を備えた他の工作機械や、三次元測定機も本発明の機械に含まれるものとする。ワークの形状測定の具体例としては、ワークの穴の中心位置の測定、コーナ部の2辺の交点の位置の測定、コーナ部のコーナ半径の測定、ワークの穴の直径の測定、溝幅の測定、2面幅の測定などを挙げることができる。また、機械の主軸に装着された「測定ヘッド」には、タッチプローブなどの接触式センサやレーザ計測器などの非接触式センサが含まれるものとし、本実施形態のタッチプローブに限定されるものではない。
【0015】
本発明の測定機能を有する機械は、主軸3に装着された測定ヘッド9により、主軸3の軸線CLに対して測定基準面2が斜めに傾いている状態でテーブル6に固定されたワーク7の形状測定を行う装置であって、測定ヘッド9がワーク7に対してアプローチする複数の測定動作方向を画面61に表示する表示部45と、画面61上に表示された複数の測定動作方向200のうちから、ワーク7の測定基準面2にアプローチするいずれか一つの測定動作方向200が入力される入力部56とを備えている。ここで、測定基準面とは、測定対象物である穴の中心位置や直径、ボスの高さや幅などを測定するときの基準となる面のことで、例えば図3の傾斜面2のことである。機械は、入力部56に一つの測定動作方向200が入力されることで、その測定動作方向200にアプローチして測定ヘッド9によりワーク7の測定基準面2の3点の座標値を測定する。機械は、さらに、測定されたワーク7の3点の座標値に基づいて測定基準面2の傾きを求め、測定基準面2を主軸3の軸線CLに対して垂直に向けるのに必要な回転送り軸の割出し角度を演算する演算部41を備えている。演算部41で演算された割出し角度だけ回転送り軸を回転させることにより、ワーク7の測定基準面2が主軸3の軸線CLに対して垂直になる姿勢に位置決めされ、測定基準面2に形成された穴の内径などの形状測定を行うものである。
【0016】
また、本発明のワークの形状測定方法は、ワーク7の測定基準面2を主軸3の軸線CLに対して垂直に割り出す割出し工程と、ワーク7の形状測定を行う測定工程とを含んでいる。割出し工程では、測定ヘッド9がワーク7に対してアプローチする複数の測定動作方向200を画面61に表示するステップと、画面上で複数の測定動作方向200のうちからワーク7の測定基準面2にアプローチするいずれか一つの測定動作方向200を選択するステップとを含んでいる。さらに、割出し工程は、ワーク7の測定基準面2上の3点の座標値を選択された測定動作方向にアプローチして測定するステップと、測定した3点の座標値に基づき測定基準面2を機械の主軸3の軸線CLに対して垂直に向けるのに必要とされる回転送り軸の割出し角度を演算するステップと、演算した割出し角度だけ回転送り軸を回転させて、測定基準面2が主軸3の軸線CLに対して垂直となる姿勢にワーク7を位置決めするステップと、を含んでいる。
【0017】
割出し工程に続く測定工程は、ワーク7の位置座標又は寸法の測定種別毎にワーク7に対する測定ヘッド9の測定動作工程を図形又は数値で表示するステップと、測定ヘッド9の検出信号と相対移動する主軸3又はテーブル6の位置信号とから、1つの測定種別における1つの測定動作工程が終了する毎に1つの測定動作工程による位置座標又は寸法の測定結果を取得して表示するステップと、終了した測定動作工程の表示を、終了していない測定動作工程の表示と異なる表示に変えるステップと、1つの測定種別における全測定動作工程を終了した後に、ワーク7の所望の位置座標又は寸法を表示するステップと、を含んでいる。
【0018】
以下において、図1などを参照しながら、本発明の測定機能を有する機械の一実施形態として、立形マシニングセンタ1の全体構成について説明する。図示するように、本実施形態のマシニングセンタ1は、機上でワーク7の計測を行うことができるように構成されており、機械本体10と、制御装置13と、表示装置60とを備えている。機械本体10は、フロア上に設置されているベッド4と、主軸3との間で直交する3軸方向に相対的に直線移動自在にベッド4上に保持されているテーブルベース5と、テーブルベース5上で2つの回転送り軸方向に回転自在に保持され、ワーク7が固定されるテーブル6と、測定ヘッド9を保持する主軸3とを備えている。直交する3つの直線送り軸はX軸、Y軸及びZ軸であり、2つの回転送り軸はX軸回りで回転するA軸とZ軸回りで回転するC軸である。回転送り軸はA軸及びC軸に制限されるものではない。機械に応じてA軸及びB軸を有するものや、A軸、B軸及びC軸を有するものであってもよい。また、A軸、B軸又はC軸が主軸側に設けられている構成であってもよい。複数の直線送り軸及び回転送り軸は、サーボモータにより駆動されるようになっている。主軸3は、ベッド4上に立設されたコラム8上をZ軸方向に直動可能に設けられている。ワーク7はテーブル6に直接固定されているが、取付具を介してワーク7をテーブル6に固定することもできる。図3には、テーブル6に固定されているワーク7の一例が示されている。測定対象となるワークは本実施形態のワーク7に制限されるものではない。テーブル6に固定されているワーク7の下側の固定面は平面となっているが、ワーク7の上側は4つの傾斜した傾斜面を有している。傾斜面には、丸穴300や角ボス301がそれぞれの面に対して面直に形成されている。4つの傾斜面は丸穴300や角ボス301の位置座標や寸法を測定する際の測定基準面2となる。個々の測定基準面2が主軸3の軸線CLに対して垂直に割り出されることで、その測定基準面2に形成された穴300などの寸法を正確に測定することができる。
【0019】
制御装置13は、NC装置14と、測定動作工程制御部21と、測定結果制御部31と、演算部41とを有している。NC装置14は、NCプログラム読取解釈部15で読取り解釈されたNCプログラムにより補間部17、サーボ部19を介して装置本体10の相対送り動作を制御する。NC装置14のNCプログラム読取解釈部15で読取り解釈されたNCプログラムが測定プログラムの場合には、マシニングセンタ1でワークの測定動作が行われ、NCプログラムが加工プログラムの場合には、ワーク7の加工動作が行われる。測定動作工程制御部21は、NC装置14に対して作業プログラムの提供などを行う部分であり、測定種別の選択(判別)をする測定種別選択手段23と、形状測定を実施する測定プログラムを記憶する測定プログラム記憶手段25と、種々の測定動作工程を表示装置60の画面61に表示する測定動作工程表示プログラム記憶手段27とを有している。測定プログラム記憶手段25には、ワーク7の測定基準面2の傾きを求めるための測定基準面2の測定動作方向を表示したり、測定基準面2の3点測定を行ったりするプログラムも記憶されている。
【0020】
測定結果制御部31は、測定動作工程制御部21との間で機械座標を取得したり、取得した機械座標データを表示部45や演算部41に送出したりする部分であり、測定動作を解析する測定動作解析手段33と、同一方向から3カ所の位置で測定した測定基準面2の機械座標などの測定結果を取得する測定結果取得手段35と、測定動作の状態を判別する状態判別手段37と、表示変更手段39とを有している。測定結果取得手段35は、主制御部14を介して、測定ヘッド9の測定子がワーク7に接触したときのスキップ信号とマシニングセンタ1の送り軸の位置読取り手段11が読み取った現在位置データとから、接触したときの機械座標を取得する。
【0021】
演算部41は、位置座標や寸法などを演算する各種測定演算手段43と、測定結果制御部31から送出された機械座標データから測定基準面2の割出し角度を算出する割り出し角度演算手段42と、測定結果を選択された座標系に変換する座標系変換演算手段44を有する。
【0022】
本実施形態の表示装置60は、表示部45と、入力部56とを有している。すなわち、本実施形態では、表示装置60をタッチパネルで構成し、情報の入力と出力とを同一のデバイスで実現できるものである。
【0023】
図2に画面61が示されているように、表示装置60の表示部45は、測定結果制御部31などから送出されたデータを、画面61に表示する部分であり、測定種別(測定項目)を表示する測定種別表示手段47と、測定動作工程を表示する測定動作工程表示手段49と、現在位置などを表示する測定結果表示手段51と、割り出し角度などを表示する演算結果表示手段53とアラーム表示手段55を有している。測定結果表示手段51は、測定結果制御部31から測定ヘッド9とワーク7との接触時の機械座標が送出されると、その機械座標を画面61に表示する。
【0024】
図2では、測定動作工程表示手段49により、測定ヘッド9がワーク7の測定基準面2に対してアプローチする複数の測定動作方向200が矢印で画面61に表示される。図示例では直方体のワークの図が示されているが、測定対象となるワーク7の図が表示されてもよい。作業者は、この画面61の表示に案内されて、主軸3の軸線CLに対して傾いているワーク7の測定基準面2を割り出す際に、所望の測定動作方向200を選択することができる。作業者が、複数の測定動作方向200のうち何れかの測定動作方向200に触れると、その測定動作方向200だけがハイライト表示(点滅表示などを含む)される。機械本体10のNCプログラム起動ボタン(図示せず)を押すと、機械本体10が動作してワーク7に対する測定ヘッド9の相対的な位置を予め決められた距離だけずらしながら、ワーク7の測定基準面2上に存在する3点の座標値を選択された測定動作方向200へアプローチして測定し、演算部41において、測定した3点の座標値に基づき測定基準面2の傾きを求めて、測定基準面2を機械本体10の主軸3の軸線CLに対して垂直に向けるのに必要とされるA軸及びC軸(本実施形態ではB軸は存在しない)の割出し角度を演算する。こうして演算された割出し角度は、画面61上に測定動作方向200と共に表示される。画面61には、機械本体10の2つの回転送り軸であるA軸及びC軸の回転角度の現在機械座標も表示される。
【0025】
作業者が表示された割出し角度だけ、手動パルス発生器又はジョグ送りなどでA軸及びC軸を回転させることで測定基準面2を主軸3の軸線CLに対して垂直に向けることができる。本発明に係る装置(制御装置13)は、プログラムによるクリップ機能を備えているため、割出し角度に相当する位置で回転送り軸の回転正確に止めることが可能になっている。ここで、クリップ機能とは、A軸及びC軸が表示された割出し角度に達すると、プログラム指令又は手動でそれ以上の送り指令が与えられても無視する機能のことである。これにより、測定基準面2を主軸3の軸線CLに対して垂直に位置決めできると共に、作業性が高められている。画面61にワーク7の図を表示する場合には、測定基準面を主軸の軸線に対して垂直に位置決めすると同時に、ワーク7の図形も同じ姿勢に合わせて表示する。画面61の下部には、面割出しボタン210と、測定ボタン211とがファンクションキーに関連付けされており、測定基準面2を割り出した後に測定ボタン211に触れることにより、図4及び図5に示す測定画面62に切り換えることができる。
【0026】
表示装置60の入力部56は、測定に先立ち測定基準面2の割り出しを行うか、測定を行うかを入力する作業項目入力ボタン57(作業項目入力手段)と、ワーク7の測定基準面2の割り出し後に測定種別を入力する測定種別ボタン58(測定種別入力手段)と、ワーク7の測定基準面2の割り出し作業において測定動作方向200を入力する測定動作方向入力ボタン59(測定動作方向入力手段)とを有している。作業項目入力ボタン57と測定種別入力ボタン58は画面下部のファンクションキーで構成され、測定動作方向入力ボタン59は画面61の矢印で構成されている。本実施形態の表示装置60は、タッチパネルで構成されているため、画面61に触れることで入力を行うことができる。作業項目入力ボタン57を操作すると選択された作業項目に対応する作業プログラムが測定動作工程制御部21から読み出される。測定種別を入力すると、測定種別に対応する測定プログラムが測定動作工程制御部21から読み出される。
【0027】
次に、ワーク7の穴300の中心位置を求める場合の手順を、画面62を図示した図4を参照して説明する。画面62の下部には測定種別表示手段47によって「穴測定」、「点測定」、「コーナ測定」、「工具長測定」、「工具径測定」等の測定種別ボタン63が表示されている。「穴測定」ボタンを押すとその信号は測定動作工程制御部21の測定種別選択手段23へ送出され、穴測定用の測定プログラムが測定プログラム記憶手段25から選択される。選択された穴測定用の測定プログラムはNC装置14へ送出される。また、測定動作工程表示プログラム記憶手段27から穴測定用の測定動作工程が呼び出され、表示部45に送出される。測定動作工程表示手段49により画面62には穴測定に必要な操作ボタンや測定結果等を表示する領域が現れ、穴の中心位置を求めるので「内円」ボタン65を押すと、画面左方に、矢印が上下左右に4つ示された測定動作工程69が表示される。この矢印が測定ヘッド9をワーク7に接触させる1つ1つの測定動作を表わしている。
【0028】
まず、マシニングセンタ1の手動パルス発生器又はジョグスイッチ(図示せず)による軸送りを用いて、測定ヘッド9を第1測定点71の近傍に位置決めする。次いで「−X」ボタン79を押すと測定ヘッド9は自動的に所定の送り速度でX軸に沿ってワーク7にアプローチし、第1測定点71に接触すると元の位置へ戻る。すると矢印87の色が黒から緑へ変わる。これは測定結果制御部31の測定動作解析手段33が動作を解析し、1つの測定動作が終了したと認識することにより表示変更手段39を介して行われる。矢印の色を変える代わりに矢印を消去したり、矢印を点滅表示に変えたりするなど、種々表示変更の方法を採り得る。更に、測定結果表示領域95には、その測定結果の位置座標が測定結果取得手段35及び測定結果表示手段51の働きで表示される。
【0029】
次に、Y軸方向に移動させないように測定ヘッド9をX軸方向左側へ手動パルス発生器を用いて移動し、第2測定点73の近傍に位置決めする。そして「+X」ボタン81を押して第2測定点73の位置座標を測定する。すると同様に矢印89の色が黒から緑へ変わる。この手動による動作の際、誤ってY軸方向に移動させた場合は、状態判別手段37が異常と判断して、アラーム表示領域97に「測定位置が違います」というメッセージがアラーム表示手段55の働きで表示される。次に第3測定点75の測定を「−Y」ボタン83を押して行い、矢印91の色が黒から緑へ変わる。図4は丁度この測定段階を示している。
【0030】
作業者は、次に第4測定点77の測定動作を行うことを記憶していなくても、画面62の測定動作工程69の図形表示の色の変化状態を見ることにより、即座に次の測定動作は何かがわかる。同様に、第4測定点77の測定を「+Y」ボタン85を押して行い、その測定動作が終了したら、矢印77の色が黒から緑へ変わり、状態判別手段37は1つの測定種別の全測定動作工程が完了したと判断し、全測定結果データを演算部41へ送出する。すると演算部41は円の中心位置を演算手段43を用いて演算し、演算結果が画面62の中心位置表示領域99に表示される。その中心座標を他のワーク座標系で表示する場合は、ワーク座標系表示領域101にワーク座標系の記号を入力し、「座標系選択」ボタン103を押せばよい。
【0031】
ワーク7の円形ボス(図示せず)の中心位置を求める場合は、「外円」ボタン67を押すと、測定動作工程の図形は円の外側から中心に向かう4つの矢印に変わる。また、測定結果表示領域95のある行を押し、「選択データクリア」ボタン105を押すと、その測定結果に対応した矢印が緑から黒に変わると同時に測定結果が消去される。そして、その測定動作をやり直すことができる。「全データクリア」ボタン107を押して、測定動作をすべてやり直すこともできる。
【0032】
次に、手動によりワーク7のコーナの位置座標を求める場合の手順を、画面64を図示した図5を参照して説明する。画面64の下部の測定種別ボタン63のうち「コーナ測定」ボタンを押すと、測定動作工程制御部21の測定種別選択手段23は、コーナ測定用の測定プログラムを測定プログラム記憶手段25から選択してNC装置14に送出する。また測定動作工程表示プログラム記憶手段27からコーナ測定用の測定動作工程を呼び出して表示部45に送出することにより、画面64にはコーナ測定用の測定動作工程111が表示される。この場合の「−X」ボタン129、「−Y」ボタン131、「+X」ボタン133、「+Y」ボタン135の配置は、穴中心位置測定の場合と異なる。作業者は、左下コーナの位置座標を測定する場合、まず矢印113の位置近傍に測定ヘッド9を位置決めし、「−X」ボタン129を押す。すると測定ヘッド9はワーク7にアプローチし、接触すると元の位置へ戻り、画面64の矢印113の色は黒から緑に変わり、測定結果表示領域95には、接触したときの位置座標が表示される。
【0033】
同様に矢印115、117、119に従って各位置座標を測定する。状態判別手段37により4点の測定動作が終了したと判断されると、4点の測定結果データは演算部41へ送出され、演算手段43によりコーナの位置座標が演算され、演算結果が画面64のコーナ位置表示領域137に表示されるとともに、測定動作工程111の左下コーナに原点マーク139が表示される。このコーナ位置を他のワーク座標系で表示する場合はワーク座標系表示領域101にワーク座標系の記号を入力し、「座標系選択」ボタン103を押せばよい。矢印121、123に従って測定を継続すると右下コーナの位置座標が、更に、矢印125、127に従って測定を継続すると右上及び左上コーナの位置座標がそれぞれ求まる。
【0034】
ワーク7の2面間(図示せず)の幅寸法、段差寸法、中点を測定する場合は、測定種別ボタン63の「点測定」ボタンを押す。すると画面64には、対応する測定動作工程が矢印とともに表示され、その指示に従って測定を行う。また、円の直径、コーナの角度、コーナ位置のX、Y、Z軸座標を求める等の測定も同様に行える。
【0035】
なお、上記実施形態では、測定ヘッドのタッチプローブを用いた場合を記載したため、測定基準面の3点の座標値を測定して、測定基準面の傾きを求めたが、測定ヘッドに、本出願人の特許第1009401号及び特許第1009403号に開示の変位測定型プローブを用いると、測定基準面は1点だけ測定すればよい。何故なら、本プローブは変位検出軸が測定基準面に接触したとき平行移動して測定基準面の法線方向に変位する。その1点におけるX,Y,Z軸方向の変位を検出することにより、測定基準面の傾きを求めることができるからである。
【符号の説明】
【0036】
1 マシニングセンタ
2 測定基準面
3 主軸
6 テーブル
7 ワーク
9 測定ヘッド
13 制御装置
14 NC装置
21 測定動作工程制御部
31 測定結果制御部
41 演算部
45 表示部
56 入力部
60 表示装置
61,62,64 画面
【特許請求の範囲】
【請求項1】
直線送り軸及び回転送り軸を有する機械の主軸に装着された測定ヘッドにより、テーブルに固定されたワークの形状を測定する形状測定方法において、
前記測定ヘッドが前記ワークに対してアプローチする複数の測定動作方向を画面に表示する工程と、
前記複数の測定動作方向のうちから前記ワークの測定基準面にアプローチするいずれか一つの測定動作方向を選択する工程と、
前記ワークの測定基準面上の少なくとも1点の座標値を前記選択された測定動作方向にアプローチさせて測定する工程と、
測定した座標値に基づき、前記測定基準面を前記機械の主軸の軸線に対して垂直に向けるのに必要とされる前記回転送り軸の割出し角度を演算する工程と、
演算した前記割出し角度だけ前記回転送り軸を回転させて、前記測定基準面が前記主軸の軸線に対して垂直に位置決めする工程と、
を含み、前記ワークの形状を測定することを特徴とした形状測定方法。
【請求項2】
前記測定基準面を前記主軸の軸線に対して垂直に向けて前記ワークの形状を測定した後、測定結果を他の座標系に変換して表示する工程を更に含む請求項1に記載の形状測定方法。
【請求項3】
前記測定基準面を前記主軸の軸線に対して垂直に位置決めする工程では、前記回転送り軸を前記割出し角度だけ回転させると、それ以上の回転送り指令が入力されても無視する機能が働いて、所定の位置で前記回転送り軸の回転を停止する請求項1又は2に記載の形状測定方法。
【請求項4】
直線送り軸及び回転送り軸と、ワークを保持するテーブルと、該テーブルに対して相対的に移動する主軸に装着された測定ヘッドとを備え、前記測定ヘッドにより前記ワークの形状測定を行う測定機能を有する機械において、
前記測定ヘッドが前記ワークに対してアプローチする複数の測定動作方向を画面に表示する表示部と、
前記画面上に表示された前記複数の測定動作方向のうちから、前記ワークの測定基準面にアプローチするいずれか一つの測定動作方向を入力する入力部と、
該入力部に入力された前記測定動作方向に前記測定ヘッドが前記ワークに対してアプローチして測定された前記ワークの測定基準面の少なくとも1点の座標値に基づいて、前記測定基準面を前記主軸の軸線に対して垂直に向けるのに必要な前記回転送り軸の割出し角度を演算する演算部と、
を具備することを特徴とした測定機能を有する機械。
【請求項1】
直線送り軸及び回転送り軸を有する機械の主軸に装着された測定ヘッドにより、テーブルに固定されたワークの形状を測定する形状測定方法において、
前記測定ヘッドが前記ワークに対してアプローチする複数の測定動作方向を画面に表示する工程と、
前記複数の測定動作方向のうちから前記ワークの測定基準面にアプローチするいずれか一つの測定動作方向を選択する工程と、
前記ワークの測定基準面上の少なくとも1点の座標値を前記選択された測定動作方向にアプローチさせて測定する工程と、
測定した座標値に基づき、前記測定基準面を前記機械の主軸の軸線に対して垂直に向けるのに必要とされる前記回転送り軸の割出し角度を演算する工程と、
演算した前記割出し角度だけ前記回転送り軸を回転させて、前記測定基準面が前記主軸の軸線に対して垂直に位置決めする工程と、
を含み、前記ワークの形状を測定することを特徴とした形状測定方法。
【請求項2】
前記測定基準面を前記主軸の軸線に対して垂直に向けて前記ワークの形状を測定した後、測定結果を他の座標系に変換して表示する工程を更に含む請求項1に記載の形状測定方法。
【請求項3】
前記測定基準面を前記主軸の軸線に対して垂直に位置決めする工程では、前記回転送り軸を前記割出し角度だけ回転させると、それ以上の回転送り指令が入力されても無視する機能が働いて、所定の位置で前記回転送り軸の回転を停止する請求項1又は2に記載の形状測定方法。
【請求項4】
直線送り軸及び回転送り軸と、ワークを保持するテーブルと、該テーブルに対して相対的に移動する主軸に装着された測定ヘッドとを備え、前記測定ヘッドにより前記ワークの形状測定を行う測定機能を有する機械において、
前記測定ヘッドが前記ワークに対してアプローチする複数の測定動作方向を画面に表示する表示部と、
前記画面上に表示された前記複数の測定動作方向のうちから、前記ワークの測定基準面にアプローチするいずれか一つの測定動作方向を入力する入力部と、
該入力部に入力された前記測定動作方向に前記測定ヘッドが前記ワークに対してアプローチして測定された前記ワークの測定基準面の少なくとも1点の座標値に基づいて、前記測定基準面を前記主軸の軸線に対して垂直に向けるのに必要な前記回転送り軸の割出し角度を演算する演算部と、
を具備することを特徴とした測定機能を有する機械。
【図1】


【図2】
【図3】

【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−175480(P2010−175480A)
【公開日】平成22年8月12日(2010.8.12)
【国際特許分類】
【出願番号】特願2009−20870(P2009−20870)
【出願日】平成21年1月30日(2009.1.30)
【出願人】(000154990)株式会社牧野フライス製作所 (116)
【Fターム(参考)】
【公開日】平成22年8月12日(2010.8.12)
【国際特許分類】
【出願日】平成21年1月30日(2009.1.30)
【出願人】(000154990)株式会社牧野フライス製作所 (116)
【Fターム(参考)】
[ Back to top ]