
Fターム[2F062AA71]の内容
機械的手段の使用による測定装置 (14,257) | 測定内容 (2,477) | 角度 (231)
Fターム[2F062AA71]の下位に属するFターム
Fターム[2F062AA71]に分類される特許
101 - 120 / 148
高架橋柱の最大応答部材角測定装置及び高架橋柱の損傷レベルの評価方法
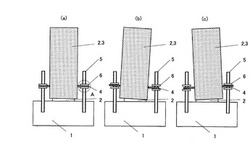
【課題】安価で、かつ無電源方式の機械式センサーを用いて、直接的に高架橋柱の最大変形量を測定することができる高架橋柱の最大応答部材角測定装置を提供する。
【解決手段】高架橋柱の最大応答部材角測定装置において、基礎1に構築される高架橋柱2と、この高架橋柱2の下部に位置し、この高架橋柱2に沿って固定される測定棒5と、前記高架橋柱2に支持されて水平方向に延びる固定材4と、この固定材4の移動に伴って移動可能であり、この固定材4の移動後に前記測定棒5に係合保持される移動材6を具備する。
(もっと読む)
管内調査装置

【課題】パイプインパイプ工法における既設管内への挿入時の新管の挙動を事前に調査できるようにする。
【解決手段】既設管の内部に新管が挿入されるパイプインパイプ工法における、同既設管の内部を調査するための管内調査装置である。新管に対応した外径を有するとともに、互いに接合された状態で既設管の内部に挿入される、第1の模擬管11および第2の模擬管12を備える。かつ、第1の模擬管11と第2の模擬管12との相対的な姿勢を検査する検査装置22、23、24を備える。
(もっと読む)
コークス炉の内部形状測定方法及び測定冶具
【課題】生産停止の必要がなく、コークス炉の内部形状を簡便にしかも正確に測定することができるコークス炉の内部形状測定方法及び測定冶具を提供する。
【解決手段】本発明のコークス炉の内部形状測定方法は、筒状体11の下方部に燃焼室の内壁両面に接触して位置固定可能な可動部を収納した測定冶具10を、コークス炉の燃焼室内部に挿入したうえ可動部を操作して位置固定し、この測定冶具10の炉頂から露出した部位の座標を測量機で測定し、コークス炉の内部形状を把握する。測定冶具10は、筒状体11の下方部側面に開口部14を形成し、この開口部に臨む位置に燃焼室の内壁両面に接触して位置固定可能なレバー状の可動部を、開口部から出没可能に収納した構造である。
(もっと読む)
三次元カムの測定方法、測定プログラムおよび測定ステージ
【課題】 カムの姿勢の傾きやカムの芯ズレを抑制して、三次元カムの形状を精度よく測定できる手段を提供する。
【解決手段】 三次元カムの測定方法は、以下のステップを備える。第1ステップでは、治具上に載置された三次元カムについて、所定の基準位置での形状が予備測定される。第2ステップでは、予備測定の結果に基づいて、三次元カムの姿勢が誤差範囲内に収まるか否かが判定される。第3ステップでは、三次元カムの姿勢が誤差範囲内に収まらない場合に、三次元カムと治具との位置関係を維持しつつ、予備測定の結果に基づいて治具の水平方向の位置および治具の傾きの少なくとも一方が調整され、第1ステップおよび第2ステップが繰り返される。第4ステップでは、三次元カムの姿勢が誤差範囲内に収まる場合に、三次元カムのカム面の形状が測定される。
(もっと読む)
測定器
【課題】
測定者が測定器の操作をしながら、測定器が被測定物の測定部位に対して適正に接触しているかを確認することが出来る測定器を提供することを目的とする。
【解決手段】
被測定物の測定部位に当接させる当接部を含むプローブと筐体とを有する測定器であって、前記プローブにおける前記当接部が前記筐体の上面よりも上方に位置する、測定器である。
(もっと読む)
測定器
【課題】
片手で操作する場合であっても、測定値をより正確に測定できる測定器を提供することを目的とする。
【解決手段】
被測定物の測定部位に当接させる当接部を含むプローブと筐体とを有する測定器であって、前記測定器は、前記プローブで測定している前記測定部位の間隔の測定値を、記憶装置に記憶させる指示を送出する取込スイッチを有しており、前記取込スイッチを、前記筐体のいずれかまたは両方の側面に備えている、測定器である。
(もっと読む)
斜め加工のための5軸加工機の姿勢保証システム
【課題】それぞれ傾斜穴の傾斜、方位に基づいて、加工を始める前に主軸頭やテーブルの旋回角度の誤差を測定しておき、自動的に主軸頭やテーブルの旋回角度を補正しながら斜め加工を実施できるようにする。
【解決手段】特定のワークの加工を開始する前の段階で、当該ワークについて加工するすべての傾斜穴の傾斜角度、方位などの形状データに基づいた測定プログラムの実行により、当該ワークに行う各傾斜穴加工のすべてについて、その傾斜角度に前記主軸頭10を旋回させたときのA軸角度の目標値と実際の測定値との誤差である変位角度を測定し、ワークのすべての傾斜穴加工について、変位角度が許容範囲内になるように補正したA軸角度を記憶させ、当該ワークの加工プログラムをNC装置で実行したときにすべての傾斜穴について補正後のA軸角度を読み出し、各斜め加工を実行するときのA軸角度を前記補正後のA軸角度で指令する。
(もっと読む)
室式コークス炉炭化室の炉壁変位量の測定装置および方法
【課題】室式コークス炉を用いたコークス操業を通して、炉頂部の装入車の移動を妨げることなく、炭化室の炉壁変位量を連続的に、且つ精度良く測定するための炭化室の炉壁変位量の測定装置および測定方法を提供する。
【解決手段】炭化室1a,1bの炉頂部に石炭装入口7を覆うように配置される支持フランジ19と、該支持フランジの開口部28から炉内に挿入され、炉壁表面に向かって屈曲した形状を有する下端部を有する金属製プローブ10と、該プローブ下端部先端が炉壁3表面に接触した状態で炉幅方向に揺動可能となるように該プローブ上端部を懸垂支持し、かつ前記支持フランジ上に固定するためのプローブ支持部と、前記プローブの傾動量を測定するためのプローブ傾動量検出器とからなる室式コークス炉炭化室の炉壁変位量の測定装置およびこれを用いた測定方法。
(もっと読む)
角度測定治具、及び角度測定治具を用いた役物タイルの検査方法
【課題】
表面に凹凸のある部材、例えば、役物タイルの検査に用いるのに好適な角度測定治具を提供することを目的とする。
【解決手段】
本発明では、略半円盤状の分度器盤と、前記分度器盤上に設けられた角度目盛を読み取り可能なように、前記分度器盤に回転自在に固定された竿状のブレードとを備えた角度測定治具において、前記分度器盤の裏面に、前記分度器盤の直線端縁と平行な方向、且つ、前記分度器盤に対して垂直な方向に第一の板状部材を設け、さらに前記ブレードの裏面に、前記ブレードの長軸方向と平行な方向、且つ、前記ブレードに対して垂直な方向に第二の板状部材を設けたことを特徴とする角度測定治具を提供する。
(もっと読む)
測定装置
【課題】高能率かつ高精度で直角度などを測定する測定装置を提供する。
【解決手段】測定装置10は、ベース11に立設された支柱12と、測定装置13と、ネジ部材15の回転に応じて昇降する移動台17と、レール部材21に取り付けられたガイド22と、先端に駒部材23aが付設され、各ガイド22に沿って水平方向に移動するスライド部材23と、4個の端子保持具25の先端に取り付けられた測定端子26と、測定端子開閉用のドーム27とを備えている。4個の測定端子26により、ワークWの内面や外面の直角度,テーパ角などを、高能率かつ高精度に測定する構成となっている。
(もっと読む)
ワーク測定面の角度良否検査装置
【課題】1個のワークの内径部や外径部に測定面が複数あり、各測定面について端面に対する角度の良否検査が要求されたときに、その検査を所要時間を短縮して効率的に行えるようにすることを課題としている。
【解決手段】ワークWを、端面fを受けて水平な基準面3a上に位置決めしてセットする治具2と、変位測定用ゲージ6を昇降機構7で垂直方向に移動させ、測定面Aに接触させたゲージの接触子6aのこのときの径方向振れ量を電気信号に変換して出力する測定機8と、この測定機から検出信号を受けて測定面Aの端面fに対する直角度などの良否判定を行うパーソナルコンピュータとを組み合わせ、前記ゲージ6を複数設けて各ゲージによる複数の測定面の良否検査を同時に行うようにした。
(もっと読む)
カムプロフィールの測定装置及びカムプロフィールの測定方法
【課題】カムのプロフィールの測定精度を高くできると共に、リフトトップを有さないカムのプロフィールの測定が可能な測定装置を提供する。
【解決手段】カムの加工に用いられる設計値プロフィールSと、該設計値プロフィールに対して位相が進角したプロフィールXと遅角したプロフィールYとによって構成されたマスタープロフィールを有し、前記カムのプロフィールを実測して得られた実測値プロフィールZと前記マスタープロフィールS,X,Y,とをプロフィールの全域に渡って比較し、この比較値の差異が最小になるマスタープロフィールを選択し、この選択されたマスタープロフィールの角度変数をカムシャフトの角度方向の基準であるノック穴中心とカムの中心角との角度の変位として検出するようにした。
(もっと読む)
形状測定方法及び測定用治具
【課題】上面より表面形状を測定する3次元形状測定装置において、被測定物の外形あるいは裏面を基準に、被測定物の姿勢及び形状を、位置決め治具の傾き、ゴミ、治具等の面取りの影響を受けずに高精度に測定すること。
【解決手段】被測定物の外形部外側に配置された3つの外形位置決め体と、被測定物の外形部に当接された前記被測定物の外形部の裏面を支持する円筒形の支持部材により、被測定物の外形あるいは裏面を基準に、被測定物の姿勢及び形状の測定を高精度に行うことが出来る。
(もっと読む)
形状測定装置
【課題】駆動及び走査によって発生する振動誤差成分を抑制すると共に、測定時間の短縮を図り、傾斜角の大きな被測定面を有する被測定物を高精度に測定すること。
【解決手段】触針子2を被測定物Rに接触させた状態で触針子と被測定物とを相対的に走査させ、被測定物の被測定面Sの形状を測定する形状測定装置であって、予め定められた被測定物の被測定面の形状設計式から、被測定物と触針子との接触点における被測定物の傾斜量を演算する演算手段13と、演算された傾斜量とその増減が相反する関係にあるとして走査速度を算出する算出手段14と、測定中の走査速度を、算出された走査速度に応じて変速させる制御手段15とを備えた形状測定装置1を提供する。
(もっと読む)
留角度墨付け器
【課題】留加工のための正確な角度を割り出すには、手間と時間がかかる。この作業をより早く正確に行うための発明品である。
【解決手段】4つの支軸のそれぞれの間、1−2、2−3、3−4、4−1を同じ距離に保つことにより。支軸の1と3を結ぶ対角線は、5の角度を正確に二等分する。作業者は仕上げたい角度の上にEガイドとBガイドを合わせ、F固定金具で角度を固定する。そして、A墨付けガイドを用いて、部材に墨をつける。
(もっと読む)
回転防止装置およびこの回転防止装置を使用した地中密度の算出方法
【課題】精度の高い地中密度を算出することができる回転防止装置およびこの回転防止装置を使用した地中密度の測定方法を提供することである。
【解決手段】地表面上から地中に空けた縦孔20に吊り下げて該縦孔20の孔径Lおよび孔壁面に形成された空隙部20a、20bの奥行長La、Lbを測定する孔径測定器50と、該縦孔20の周りの密度検層値を測定する密度検層測定器60に装着可能な回転防止装置10であって、前記地表面上に設置の支持架台12と、前記支持架台12に対して昇降可能な状態で回転しないように取り付けられたロッド部材14とからなり、前記ロッド部材14の他端部は、前記孔径測定器50および前記密度検層測定器60に対して脱着可能となっている。
(もっと読む)
対角芯出し測定ホルダー
【課題】以前は対角の芯を出すには、メジャーで対角に当てて測って正確差に欠けていたものを、正確で簡単にするため対角芯出し測定ホルダーにメジャーを装着し、対角を測定するもである。
【解決手段】対角芯出し測定ホルダー1に市販のメジャー3を装着し、予め決めている位置となる測点にメジャー3の先端を当てがい、両方のメジャー3をホルダー1の先端より同じ寸法にして、測りたい対角側の測点まで延ばし、ホルダー1の中心点2より決まっている寸法を振り分けて、対角の測定を正確にすることが出来る事を特徴とする。
(もっと読む)
同軸度・直角度測定装置及びその方法
【課題】部品としての円筒ワークの第1の穴部と第2の穴部との同軸度を正確に測定することができる同軸度測定装置を提供することである。
【解決手段】一端側に開口部を有する第1の穴部11と他端側に開口部を有する第2の穴部12とを有する円筒ワーク10の第1の穴部11と第2の穴部12との同軸度を測定する同軸度測定装置において、前記円筒ワーク10を支持して前記第2の穴部12の中心軸周りに回転させる回転手段としての部品支持機構21とベルト61と、前記円筒ワーク10の前記第2の穴部12に対する前記第1の穴部11の内周面の位置を測定する測定手段としてのダイヤルゲージ67を有することを特徴とする。
(もっと読む)
空間内の対象物の位置を測定かつ/または較正するための方法および装置
本発明は、空間内の対象物の位置を測定かつ/または較正する方法およびそのための装置に関し、そのような実施形態においては、装置は、一端においてフレームに嵌合され、他端においてプラットフォームに嵌合された、少なくとも1つの移動アームを含み、プラットフォームは、測定または較正される対象物に取り付けられることができ、プラットフォームを取り付けられた対象物が動いている間に、少なくとも1つの移動アームの個々の部材、フレームおよびプラットフォームの相対的な位置が読み取られ、測定されたデータは、対象物の位置を決定するために、または対象物を較正するために使用される。測定および/または較正装置のプラットフォームを測定または較正対象物に取り付けると直ちに、これらの接合された部分は、対象物の駆動装置によって起動され、対象物の作動空間の範囲内で任意の動きを行い、その一方で、装置の個々の部材の相対的な位置に対応する量が収集され、空間内の対象物の位置の決定または較正のために使用される。測定または較正対象物を有するプラットフォームが動いている間に測定された量の数は、装置の自由度の数より少なくとも1大きい。 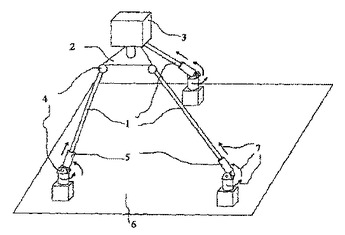 (もっと読む)
(もっと読む)
位置測定方法及び位置測定装置
【課題】簡素な測定装置を使用してスプロケットやギヤなどの部品に形成される小孔やピンなどの位置の測定を簡便に短時間で行えるようにすることを課題としている。
【解決手段】歯溝14に支持ピン1を係合させてスプロケット10を回動可能に支持する回動支持点Iを形成し、その回動支持点Iを中心にしてスプロケット10を、回動支持点Iとの相対位置が固定された回動位置決め点IIに位置決めされるところまで回動させ、回動位置決め点IIにおいて測定点IIIにセットされたゲージ3の測定子3aをスプロケット10の小孔15に嵌めた測定ピン5に接触させてマスター部品を使用して設定した基準点Aからの小孔15の振れ量を計測するようにした。
(もっと読む)
101 - 120 / 148
[ Back to top ]