
Fターム[2F062AA71]の内容
機械的手段の使用による測定装置 (14,257) | 測定内容 (2,477) | 角度 (231)
Fターム[2F062AA71]の下位に属するFターム
Fターム[2F062AA71]に分類される特許
21 - 40 / 148
孔傾斜計測治具及び孔傾斜計測方法
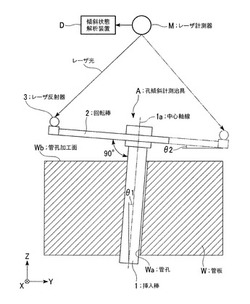
【課題】計測対象孔の傾斜状態を計測する場合に、計測対象孔の加工作業の効率低下を防止すると共に、計測対象孔の細径化にも対応することが可能な孔傾斜計測治具を提供する。
【解決手段】孔傾斜計測治具の構成として、平面に形成された計測対象孔に挿入自在な棒状部材と、該棒状部材の中心軸線に直交するように当該棒状部材に設けられた直交部材と、該直交部材において前記中心軸線から離間した位置に設けられた光反射部材とを具備するという構成を採用する。
(もっと読む)
三次元測定機の校正方法

【課題】接触式三次元測定機を容易に校正可能な三次元測定機の校正方法を提供する。
【解決手段】単一の基準球面1aにプローブ2を倣わせてその軌跡を測定データとして取得し、前記測定データを球状に座標変換する座標変換量とその球の半径を算出し、前記座標変換量から直角度誤差を校正し、前記球の半径から基準球面の半径を差し引くことで、プローブ先端球の半径を校正する。
(もっと読む)
円筒状ワークの寸法測定装置及び円筒状ワークの寸法取得方法
【課題】一端に大径部を有し他端に小径部を有する円筒状ワークにおけるこれら大径部及び小径部の外径寸法を、コストを抑えながら迅速かつ正確に取得することが可能な円筒状ワークの寸法測定装置を提供する。
【解決手段】一端に大径部2を有し他端に小径部3を有する円筒状ワークWの寸法測定装置100において、円筒状ワークWの大径部2の外周面に当接するように一対が設けられ、それぞれ大径部2の外周面の接線l,lに沿って延びる位置決めバー51,51と、接線l,lの交点を通り円筒状ワークWの中心軸線Oと平行をなす軸線を基準軸Pとして、該基準軸Pから大径部2の外周面までの距離を測定する第一測定部と、P基準軸から小径部3の外周面までの距離を測定する第二測定部とを設ける。
(もっと読む)
自転車寸法計測器
【課題】自転車の主要寸法を簡単に且つ迅速に計測し得る自転車寸法計測器を提供する。
【解決手段】前輪4と後輪5とを支持するフレーム2の寸法を計測するもので、伸縮自在に構成され且つ前輪ハブ4aと後輪ハブ5aとに係合されてこれらハブ中心間距離であるホイールベースWBを計測し得るホイールベース計測部材32と、この計測部材32に昇降自在に設けられると共にボトムブラケット17に当接してホイールベースラインWBLからボトムブラケット中心cまでのハンガ下がりHD及び前輪ハブ中心とホイールベースライン上にボトムブラケット中心を垂直に投影した仮想ボトム中心c′との間の距離である仮想ボトム・ハブ間距離HBfを計測し得るハンガ下がり計測部材33と、ホイールベース計測部材に設けられてフレームの立パイプ5と平行に傾斜させることによりシートアングルを計測し得るフレーム傾斜角計測部材34とを具備したもの。
(もっと読む)
座標位置決め装置を用いて得られる測定値の誤差の補正
測定プローブ(18)を有する座標位置決め装置を操作する方法が記載される。方法は、一連の公称同一の部品の内の第一の部品(24)を選択する工程であって、少なくとも、第一の部品(24)の一つ以上の構造と関連する第一の基準幾何学的特性は知られている工程を含む。また、第一の部品(24)の一つ以上の構造を測定するために、座標位置決め装置を用い、そこから、第一の基準幾何学的特性に対応する、第一の測定幾何学的特性を決定する工程が実行される。それから、第一の基準幾何学的特性と第一測定幾何学的特性との間の差異を記述する、第一の特性補正値が決定される。座標位置決め装置は、それから、一連の公称同一の部品の内の一つ以上の他の部品の一つ以上の構造を測定するために用いられ、各々の他の部品に対して、第一の基準幾何学的特性に対応する、他の測定幾何学的特性が決定される。それから、第一の特性補正値が、各々の他の測定幾何学的特性に適用される。対応する座標位置決め装置が、また、記載される。 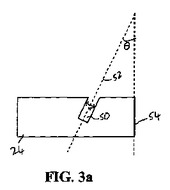 (もっと読む)
(もっと読む)
光学ひずみゲージ、光学的ひずみ測定装置及び光学的ひずみ測定方法
【課題】使用環境が制限されず、測定原理が簡単で、且つ、より高い感度及び精度でひずみを測定できる、光学ひずみゲージ、光学的ひずみ測定装置及び光学的ひずみ測定方法を提供すること。
【解決手段】測定対象物1に取り付けられ、光を反射可能であり且つ測定対象物1のひずみ変形に伴って角度が変化する複数の反射面5を備えるように、光学ひずみゲージ10を構成した。また、光学的ひずみ測定装置100に当該光学ひずみゲージ10を備えた。
(もっと読む)
継ぎ手金(つぎてがね)
【課題】プレハブ製作のための骨子部分であるパイプと継ぎ手(フィッティング部品)を仮付けする際、複数の測定部品を一つの器具に収容し、持ち運びを容易にするとともに、片手での作業も可能にする。
【解決手段】メインアーム2、45度アーム4、スライドアーム5は本体1を、ロックアーム3はアーム2を軸として可動するようになっており、非使用時には折りたたむことができる。
(もっと読む)
薄膜の傾き測定装置及び傾き測定方法
【課題】設置スペースが小さく、低い設備コストで精度よく薄膜の傾きを測定できる薄膜の傾き測定装置等を提供する。
【解決手段】円形基材Cの円形平面上に位置する薄膜Fの円形平面に対する傾きφを測定する装置1であって、円形平面が所定の面に倣うように円形基材を挟持する挟持手段17、18、27、31と、挟持手段によって挟持された円形基材を、所定の面に対して平行な一方向に所定の距離移動させて基準位置からの変位を測定する変位測定手段13、50と、変位測定手段によって測定された変位に基づいて、円形基材を所定の位置に位置決めする位置決め手段13と、位置決め手段によって位置決めされた円形基材の円形平面上に位置する薄膜表面上の複数の点の、円形平面からの高さを測定する高さ測定手段42、43、44と、高さ測定手段による測定値に基づいて、薄膜の円形平面に対する傾きを算出する傾き算出手段とを備える薄膜の傾き測定装置等。
(もっと読む)
仮想表面によって測定過程を制御する方法
本発明は、測定対象(12)を計測する座標測定機(46)の測定過程を制御する方法(10)であって、前記座標測定機(46)が制御装置(64)と探触ピン(18)を備えたプローブ(60)とを有し、前記探触ピン(18)と前記測定対象(12)の表面(14)との間の相対運動が前記制御装置(64)によって制御されるものに関する。さらに、前記表面(14)は測定対象表面(13)に一致した少なくとも1つの実際部分(24)と少なくとも1つの仮想部分(26)とを有する。本発明はさらに、当該座標測定機とコンピュータプログラムとに関する。
(もっと読む)
ねじれ量測定装置
【課題】火気厳禁の場所であってもスキルを要求されることなく,一対のロール間に発生しているねじれ量を測定することのできるねじれ量測定装置を提供する。
【解決手段】ねじれ量測定装置は,駆動ロール5を受ける逆V型のロール受け部を有する固定受け部2上に,水平面に対して回動自在に支持され,加圧ロール4を受けるV字型のロール受け部300を有する回動受け部材と,回動受け部材をスライドさせる直動案内部材31と,基準位置からの回動受け部材のスライド量を示すゲージ部材32を備えた測定機構3が設けられている。
(もっと読む)
傾斜計を用いて関節アーム座標測定機の取り付けの安定性を評価するための方法
可搬型の関節アーム座標測定機が、基部と、反対側にある第1の端部および第2の端部を有する手動で位置付けることが可能な関節アーム部であって、複数の接続されたアームセグメントを含む、アーム部と、トランスデューサからの位置信号を受信する電子回路と、基部に結合された第1の傾斜計であって、基部の傾斜の角度に応じた第1の電気信号を生成するように構成された、第1の傾斜計と、第1の傾斜計の第1の読み取り値および第1の傾斜計の第2の読み取り値を記録するように構成された電気的システムであって、第1の読み取り値が、基部に加えられた第1の力および取り付け構造に加えられた第3の力のうちの少なくとも1つに応じたものであり、第2の読み取り値が、基部に加えられた第2の力および取り付け構造に加えられた第4の力のうちの少なくとも1つに応じたものである、電気的システムとを含む。 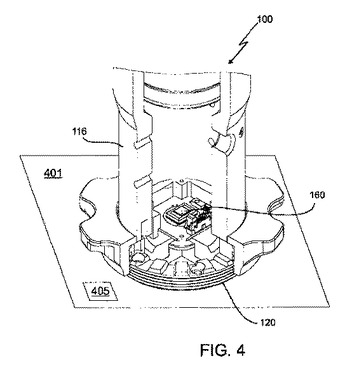 (もっと読む)
(もっと読む)
真円度測定機の測定精度検定方法
【課題】装置を大型化することなく、かつ回転台の回転軸心を基準とした任意の径位置でのコラムの移動軸心の平行度あるいはアームの移動軸心の直角度を検定する。
【解決手段】コラム31の傾斜量a0、真直マスタの第1の傾斜量a1及び真直マスタ61の第2の傾斜量a2を測定した後、検査者は、コラムの真直度軸心の平行度誤差a3により算出する。
(もっと読む)
測定装置
【課題】
構造が簡単で安価に製造でき、持ち運びが便利であると共に被測定物の任意の位置に接触子を接触させて任意の部分の寸法を容易に測定することができる測定装置を提供する。
【解決手段】
測定装置101は、被測定物Aの寸法を測定するもので、取付台103と、取付台103に回動可能に取り付けられた旋回枠体110とを備えている。旋回枠体110には、長手方向に摺動可能となるアーム部材170と、アーム部材170を長手方向に送る移送手段150が設けられている。アーム部材170の先部には、接触子201が取り付けられている。旋回枠体110には、アーム部材170の回動角度Pを検出する第1の検出手段121と、アーム部材170の長手方向の移動距離Nを検出する第2の検出手段136が設けられている。アーム部材170には、接触子201の移動距離Mを検出する第3の検出手段220が設けられている。
(もっと読む)
形状測定装置
【課題】測定対象点に測定子を確実に接触させて被測定物の形状を測定することができる形状測定装置の提供。
【解決手段】三次元測定機1は、被測定物を測定するための球状の測定子を有するプローブ21と、プローブ21を保持するとともに、プローブ21を移動させる移動機構22と、移動機構22を制御するモーションコントローラ3とを備える。モーションコントローラ3は、測定子の中心位置と、測定子の半径と、測定子の振れ量とに基づいて、被測定物の表面と、測定子との接触点の位置を算出して取得する接触点取得部33と、接触点取得部33にて取得される接触点の位置に基づいて、移動機構22にてプローブ21を移動させるための位置指令値を算出する移動指令部31とを備える。
(もっと読む)
無軌道式移動台車の位置検出装置及び方法
【課題】無軌道式移動台車が球面,円筒面,平面を移動する場合の位置検出装置において、無軌道式移動台車が例えば球面や円筒面を周方向に移動して位置検出装置から隠れてしまう場合であっても、位置検出が可能な位置検出装置を与えることを目的とする。
【解決手段】本体内部にワイヤを備え、前記ワイヤが牽引された量をエンコーダ値として出力する第二リニアエンコーダが取り付けられた第二保持治具を設置し、前記第二のリニアエンコーダのワイヤ先端を前記無軌道式移動台車の前記リニアエンコーダのワイヤ先端の取り付けられた位置に取り付け、前記第一のリニアエンコーダのワイヤが牽引された量と前記第二のリニアエンコーダのワイヤが牽引された量とから前記無軌道式移動台車の位置を前記演算装置にて演算すること特徴とする。
(もっと読む)
機械の誤差同定方法およびプログラム
【課題】2つ以上の並進軸と1つ以上の回転軸を有する機械において、回転軸に関する幾何誤差と並進軸に関する幾何誤差とをほぼ同時に同定する。
【解決手段】回転軸であるC軸等を複数角度に割り出してターゲット球12を複数箇所に位置決めし、位置計測センサによりターゲット球12の3次元空間上の中心位置を計測し、計測された複数の中心位置計測値を円弧近似し、近似された円弧の1次もしくは2次成分等からC軸等の中心位置の誤差および傾き誤差並びに並進軸であるX軸,Y軸等の傾き誤差を算出する。
(もっと読む)
形状測定装置
【課題】容易にワークの形状測定を行うことのできる形状測定装置の提供。
【解決手段】NC加工装置1のCAD/CAM装置51は、加工情報中の測定点における加工ツール25の姿勢ベクトルが、CAD/CAMデータ中の当該点における法線ベクトルと一致した場合、加工情報中の加工ツール25のワークWに対する姿勢を、そのまま使用して測定用NCデータを形成する。加工ツール25の姿勢ベクトルがワークWの法線ベクトルと一致しない測定点があった場合、測定精度に基づいてプローブの測定姿勢に精度順位を設け、各測定点において、精度順位が高いものから優先的にワークWに対するプローブの測定姿勢を設定して測定用NCデータを形成する。優先順位が同等であるプローブの複数の測定姿勢については、各測定姿勢に到達するまでに必要とするマシニングセンター2の駆動軸27、28の移動量が少ないものを、プローブの測定姿勢データとして設定する。
(もっと読む)
車輪位置計測装置
【課題】車輪の位置変化量を精度よく求めることができる車輪位置計測装置を提供する。
【解決手段】車輪位置計測装置10は、ホイールトルク計16と固定部材18とを連結する連結部材20を備える。連結部材20は、ホイールトルク計16に支持されるポール26と、固定部材18に支持され、ポール26にスライド自在に係合されたスライダ28と、ポール26上のスライダ28の変位量やポール26の姿勢の変化量を計測するエンコーダ30〜38とを備え、エンコーダ30〜38の計測結果が車輪12の動きに換算される。
(もっと読む)
ねじ角度測定工具
【課題】板金部材に対するねじの軸の傾き角度を測定できるねじ角度測定工具を提供すること。
【解決手段】被測定部材61の一面62に設けられたねじの軸の延長方向と、被測定部材61の面63に対する垂直線との間になす角を測定するためのねじ角度測定工具1において、一端部21aがねじに締めこまれる係合軸部21と、係合軸部21から他端部21b側に延びてねじの軸の延長方向を指し示す指示部23と、係合軸部21と指示部23との間に設けられた球体24と、から構成された第一部品2と、被測定部材61の平面63と密着する一方の端部312と、なす角を表示する表示部としての他方の端部323と、一方の端部312と他方の端部323との間に設けられ、球体24の表面に自在に係合する係合部314と、で構成される第二部品3と、からなる。
(もっと読む)
車両のホイールアライメント調整方法
【課題】専用の評価装置を設けることなく、アライメント調整装置でスラスト角を調整できる車両のホイールアライメント調整方法を提供すること。
【解決手段】本発明の車両のホイールアライメント調整方法は、車両の左右前後の車輪の位置を検出するステップと、予め設定されている装置中心線MCに平行な方向への車輪13、14のずれ量を測定するセットバック量測定ステップと、左右の車輪13、14の装置中心線MCに直交する方向の距離を測定するトレッド量測定ステップと、測定ステップにより測定したセットバック量Sおよび後軸トレッド量TBに基づいて、スラスト角θを算出するステップと、を備える。
(もっと読む)
21 - 40 / 148
[ Back to top ]