
Fターム[2F062EE01]の内容
機械的手段の使用による測定装置 (14,257) | 測定方法 (2,962) | 接触測定 (1,274)
Fターム[2F062EE01]の下位に属するFターム
挟持式 (261)
基準との差を検出するもの (107)
Fターム[2F062EE01]に分類される特許
21 - 40 / 906
眼鏡枠形状測定装置
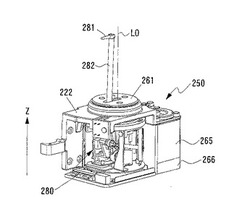
【課題】高カーブフレームの精度の良い測定を可能にし、型板測定においても型板トレースの精度の向上を図ることが可能な眼鏡枠形状測定装置を提供する。
【解決手段】測定子281が取り付けられた測定子軸282を傾斜可能に保持する保持ユニット250と、測定子軸の傾斜角度を検知する手段と、XY移動手段と、Z方向の軸を中心に回転する回転手段265と、を有する測定ユニットを備え、型板測定モード時に、測定子軸の背面を型板のエッジに接触させるように回転手段及びXY移動手段を制御する制御手段と、保持ユニットのXY方向の位置情報、回転手段の回転情報及び傾斜角の検知情報とに基づいて型板の動径情報を求める演算手段と、を備え、制御手段は、型板の測定途中では、測定済み情報に基づき、測定子軸の背面が型板のエッジに接触したときに測定子軸の傾斜が垂直を維持するように、回転手段及びXY移動手段を制御する。
(もっと読む)
偏心測定装置

【課題】測定子を径方向とこれと垂直な方向の2方向に移動可能とすることでポケットギアも検査可能な偏心測定装置を提供する。また、歯溝の平行度を検査可能な偏心測定装置を提供する。
【解決手段】偏心測定装置50によれば、測定子34を径方向(X軸方向)とこれと垂直な方向(Z軸方向)の2方向に移動する。これにより、歯溝の外側に外壁が形成されたポケットギアの検査も問題なく行うことができる。また、測定子34が2方向に移動するため、歯溝の平行度の検査と偏心度の検査とを一つの測定子34で連続して行うことができる。
(もっと読む)
光学センサ付きの表面検出装置
【課題】スタイラスの変位を正確に測定すること。
【解決手段】位置測定装置に用いる表面検出装置は、測定すべきワークピースの表面を走査するためのチップ82をもつ長いスタイラス74を有する。スタイラスチップの横変位は、光源66から逆反射体(retroreflector)78にスタイラスに沿って通過するライトビームによって測定される。これは、ビームを反射して、ブームスプリッタ70を介して位置高感度検出器76に戻す。スタイラスは、キャリッジ72に縦変位のために設置される。その縦変位は、ビームスプリッタ70によって、第2の位置高感度検出器84に投光される他のライトビームによって測定される。
(もっと読む)
形状評価方法、形状評価装置、プログラム及び記録媒体
【課題】輪帯面と壁面とが交互に連続して形成された被測定面であっても、フィッティング精度を向上させることを目的とする。
【解決手段】複数の点データを列毎にグループ化して複数の点列データを生成する(S102)。点列データ毎に走査軌跡面関数をそれぞれ求める(S103)。複数の点データの中から各輪帯面のデータと見做せる点データを各輪帯面に対応して抽出し、得られた抽出データ毎に、その抽出データを関数近似して輪帯面を示す輪帯面関数をそれぞれ求める(S104)。設計データに基づいて壁面関数をそれぞれ求める(S105)。各面関数が交差する各々の交点データを求める(S106)。参照データと交点データとをフィッティングさせる座標変換パラメータを求める(S107)。座標変換パラメータで各点データを座標変換する(S108)。座標変換した点データと被測定面の設計データとの差分を求める(S110)。
(もっと読む)
三次元位置測定構造
【課題】測定作業の効率化および測定精度の向上に資することが可能な測定マーカを提供する。
【解決手段】三次元位置測定器102を使用して被験者104の身体の各部位から位置データを取得する三次元位置測定構造100であって、三次元位置測定器102のプローブ116の先端に設けられた球形のボール部と、プローブ116に取り付ける長尺なジグ部材110と、被験者104の身体の各部位に取り付けられる磁性を有するマーカ部材106とを備える。上記のジグ部材110は、一端に設けられボール部と連結してボールリンクを形成するホルダ部112と、他端に設けられた磁性を有する球体部114とを有する。
(もっと読む)
被較正疑似品
【課題】関節プローブヘッドを較正するための被較正疑似品を提供する。
【解決手段】座標位置決め機械のアームに関節プローブヘッドが取り付けられたときに前記関節プローブヘッドを較正するための被較正疑似品100であって、前記関節プローブヘッドを前記座標位置決め機械の前記アームに対し関節動作させることによりスキャンされることが可能な、異なる寸法の複数の輪郭102、104、106と、前記複数の輪郭102、104、106を、前記座標位置決め機械の異なる方向に沿って向けることができるよう、前記複数の輪郭102、104、106の向きを変えるための割り出し装置と、を備える被較正疑似品100。
(もっと読む)
サイドフェーススプラインの形状測定用の基準設定具、並びにこれを用いた形状測定装置及び方法
【課題】サイドフェーススプラインの被動歯の形状を測定するために適切な基準を設定することができる基準設定具を提供する。
【解決手段】車両用ハブユニット1の軸方向の端面に形成され、かつ等速ジョイントの駆動歯14に噛み合わされる被動歯の形状を測定するために使用される、サイドフェーススプライン15の形状測定用の基準設定具50である。この基準設定具50は、等速ジョイントの駆動歯14の形状を模して円環状に配列して形成された基準歯53と、当該基準歯53に対して所定の関係を有するとともに、当該基準歯53を前記被動歯に噛み合わせた状態で当該被動歯の形状測定の基準位置を設定するために用いられる基準面51,52と、を有している。
(もっと読む)
関節式プローブヘッド
【課題】高速走査を精度と共に達成するため、測定システムの運動質量、動的誤差を最小にする関節式プローブヘッドを提供する。
【解決手段】CMMは、その直線駆動に関する回転誤差(例えばピッチ,ロールおよびヨー)のための誤差マップが作成される。走査ヘッドもまた、回転誤差のための誤差マップが作成される。測定データは、CMMおよび走査ヘッドの組み合わされた回転誤差に関して実時間に同期して誤差補正される。この同期補正ためCMMおよび走査ヘッドの誤差マッピングデータを使用する。
(もっと読む)
エアギャップ測定装置および方法
【課題】電動機のエアギャップ測定装置において、電動機の種類に関係なくエアギャップの偏心量および方向を精度よく計測することができるとともに、エアギャップの偏心状態のデータを基にエアギャップを調整することができる電動機のエアギャップ測定装置を提供する。
【解決手段】あらかじめモータ主軸とロータ外径の位置関係を測定しておき、ステータ内径測定装置10によりステータの内径を測定する。また、ロータ組み込み後の主軸軸心測定装置により主軸の軸心を測定することで、測定したステータ内径と軸心の位置関係よりエアギャップを算出する。さらに、ロータ回転時のエアギャップの変化も判定できる。
(もっと読む)
抵抗値と変位を測定する複合測定装置
【課題】一台で高抵抗薄膜の抵抗値と表面凹凸を正確に測定できる測定装置を提供する。
【解決手段】載置板12をポリアセタール樹脂で構成し、裏面にガード電極52を配置する。載置板12上に配置した基板23の表面に、円環電極43と円盤電極44とを接触させ、円盤電極44を電流計47を介してガード電極52に接続し、ガード電極52を接地させて、円環電極43と円盤電極44の間に電圧を印加し、電流計47の検出結果から基板23表面の高抵抗薄膜の抵抗値が測定される。ポリアセタール樹脂の抵抗値は高く、表面は平坦なので、基板23の表面に触針を接触させながら移動させて、触針63の変位を測定して基板23の表面の凹凸も正確に測定することができる。
(もっと読む)
エアギャップ測定装置および方法
【目的】電動機のエアギャップ測定装置において、電動機の種類に関係なくエアギャップの偏心量および方向を精度よく計測することができるとともに、エアギャップの偏心状態のデータを基にエアギャップを調整することができる電動機のエアギャップ測定装置を提供することを目的とする。
【解決手段】あらかじめモータ主軸とロータ外径の位置関係を測定しておき、ステータ内径測定装置によりステータの内径を測定し、また、ロータ組み込み後の主軸軸心測定装置により主軸の軸心を測定することで、測定したステータ内径と軸心の位置関係よりエアギャップを算出する電動機のエアギャップ測定装置。
(もっと読む)
三次元位置測定用マーカ
【課題】被験者に抵抗感を与えることがなく、測定作業の効率化および測定精度の向上に資することが可能な三次元位置測定用マーカを提供する。
【解決手段】被験者104の身体の所定の部位に取り付けられ、各部位の三次元位置を測定する三次元位置測定器102のプローブ108の接触を受ける三次元位置測定用マーカ100であって、平板状の基部と、基部の表面の中央に形成された凹部112とを備える。
(もっと読む)
真円度測定機
【課題】 被測定物の真円度の測定を迅速かつ正確になすことができる真円度測定機を提供する。
【解決手段】 測定子19を被測定物7の外周面に接触させた状態で、被測定物7を軸心廻りに回転させて、被測定物7の外周面の変位を変位測定器2により測定し、該測定結果の情報を管制部4に送信し、管制部4で前記情報により算出された結果により被測定物7の真円度の測定を行うようにした真円度測定機であり、機械テーブル33に吸着解除可能に吸着されるマグネット吸着部30とマグネット吸着部30に対して移動調整可能とされた測定器取付部とを有するマグネットスタンド3を具備し、変位測定器2をマグネットスタンド3の測定器取付部に取り付けて、変位測定器2の測定子19を被測定物7の外周面に接触させるようにした。
(もっと読む)
測定プローブ
【課題】プローブの接触要素に作用する力に対して非常に敏感であって、プローブに対する損傷を妨げるために、適度に頑丈であるプローブを提供する。
【解決手段】位置決定装置用のプローブは、プローブ本体18および加工対象物に接触するスタイラス14を有する。ひずみ感受性構造体は、プローブ本体18およびスタイラス14を接続し、そして、曲げられる部材30を含む。曲げられる部材30は、例えば長方形の横断面を有する。曲げられる部材30の曲げに基づく信号を提供するように、一対のひずみ検出要素33が曲げられる部材の反対側に位置する側部に取り付けられる。これは、ひずみ感受性構造体に、頑丈さと、曲げに対して感度が良いことの両方を可能にする。
(もっと読む)
電磁駆動式制御弁の故障診断装置
【課題】電磁駆動力によって可動する可動部材の動きを簡素な構成で直接検出し、異常発生を確実に診断する。
【解決手段】ステップモータのモータ軸65の下端部に作動検出軸67を連設し、作動検出軸67の下端部にスプリングによって付勢されたバルブ軸53の上端部を当接させる。また、作動検出軸67の軸方向の規定位置に作動検出軸67の外周面から径方向に突出する複数の爪状の突起部材68を配設し、電磁駆動部の下部にモータ軸65の進退動作に応じて作動検出軸67の各位置の突起部材68と接触する突起部材69を固設する。モータ軸65の可動範囲の最小位置或いは最大位置への移動に伴って突起部材68,69が接触して振動若しくは音が発生するため、この振動若しくは音をセンサ70で検出することにより、軸体(可動部材)の動きを簡素な構成で直接検出して異常発生を確実に診断することができる。
(もっと読む)
内径測定装置
【課題】種々の範囲の内径を直接測定することができる高精度且つコンパクトな内径測定装置を提供する。
【解決手段】孔の内径を測定する内径測定装置において、前記孔に挿入するヘッドを、従来技術に係る内径測定装置のようにテーパ部材の軸方向における進退移動によらず、ガイド溝を備える回転部材3の回転によって前記孔の直径方向に移動可能な複数のガイドによって構成し、これら複数のガイドの少なくとも一部の前記孔の内壁に対向する側の端部に接触子1を配設し、且つ前記複数のガイドの変位及び前記接触子1の変位から前記孔の内径を求める。
(もっと読む)
多関節型座標測定装置
【課題】多関節型測定アームに測定誤差要因となるストレスがかからない測定姿勢を維持させる。
【解決手段】測定アームの各関節の角度に基づき、1)測定アームの第1リンクと第2リンクがなす角度が所定値を超えて180°に近づいた、2)手首関節からアーム支点への距離が所定値を超えて遠くなった、3)バランサーにより発生される力に基づいて定められる所定範囲を超えて第2リンクが曲げられた、のいずれかの条件が成立した場合、ユーザへの警告を行ない、専用プロセッサからの空間座標値の出力を中止する。
(もっと読む)
フローティング装置及びそれを用いたアクチュエータ
【課題】測定子やロボットチャックの位置調整を行う際に、多少の位置ずれが生じていても、測定や組み付けを滞りなく行うことを可能とするフローティング装置を提供する。
【解決手段】一方の面の中央に突出した棒状の固定軸3を有する板状の取付け部材2と、固定軸3の外周に被嵌され、基部が取付け部材2に弾性部材を介して固定された円筒体4と、固定軸3の外周と円筒体4の内面間に介在して円筒体4を弾性的に保持するエアパッド5と、を有するフローティング装置1。
(もっと読む)
接触式プローブおよびその製造方法
【課題】微細な孔内の形状測定が行えるとともに屈曲部分の干渉が回避できる接触式プローブおよびその製造方法を提供すること。
【解決手段】直径100μm未満の微細孔内の形状等を測定するために用いられる接触式プローブ10として、棒状のステム11と、前記ステム11に対して交叉方向へ延びるチップ12と、前記チップ12と前記ステム11とを接合する接合部13とを設け、前記ステム11と前記チップ12との間の挟み角αが90度以下であるとする。
(もっと読む)
形状測定方法
【課題】先端の曲率半径が小さいプローブを用いても、プローブで発生する誤差を好適に検出および補正することができる形状測定方法を提供する。
【解決手段】プローブを備えた接触走査式の形状測定センサを用いて被検物の表面形状を測定するための形状測定方法は、形状測定センサにより、被検物の中心軸を通る一断面における表面形状の点列データを取得する点列データ取得工程S40と、点列データから誤差を除去する誤差除去工程S50とを備え、誤差除去工程において、プローブの先端と被検物の表面との接触に伴う力によるプローブ先端部の変位に関する理論モデルを点列データに当てはめてプローブ変位誤差を取得し、プローブ変位誤差を点列データから除去することを特徴とする。
(もっと読む)
21 - 40 / 906
[ Back to top ]