
Fターム[2F062EE01]の内容
機械的手段の使用による測定装置 (14,257) | 測定方法 (2,962) | 接触測定 (1,274)
Fターム[2F062EE01]の下位に属するFターム
挟持式 (261)
基準との差を検出するもの (107)
Fターム[2F062EE01]に分類される特許
101 - 120 / 906
形状測定方法及び形状測定装置
【課題】回折光学素子のように滑らかでない面の形状を高精度に測定する。
【解決手段】プローブを第1の走査軌跡に沿って走査させて第1の測定データを得る。次に、プローブを、第1の走査軌跡と所定の分解能の同じ範囲を通り、第1の走査軌跡と反対向きの走査方向を有する第2の走査軌跡に沿って走査させて第2の測定データを得る。これらの測定データの安定区間と不安定区間とを抽出する。そして、安定区間の測定データを選択し、選択後の測定データに基づいて面形状を演算する。これにより、滑らかでない面の形状を高精度に測定できる。
(もっと読む)
厚み検査装置

【課題】 本発明は、申し込み用紙、配送伝票などに代表される各種帳票、あるいは帳票の表面にカード類が貼付されたカード付き帳票の厚みを、簡易なシステムで正確に厚み検査を行うことができる厚み検査装置の提供を目的とする。
【解決手段】 本発明は、搬送ベルト60の載置面61に載置され搬送される帳票10の所定箇所と接触する接触子32の相対位置を検出する検出手段30によって得られる相対位置のデータから厚みを測定し、測定結果を判定手段50で基準となる厚みと比較し、正常品であるか否かを判定することにより、上記の課題を解決した。
(もっと読む)
形状測定装置及び方法
【課題】 プローブによって、垂直へ切り立った壁面や穴の内面であっても、安定して接触力を制御し、高速な形状計測を行うこと。
【解決手段】 接触式プローブを被測定物の表面に沿って移動させることで、被測定物の表面形状を測定する形状測定方法において、プローブに加わる接触力の分力の大きさにより、被測定面と移動手段の方向の関係を推定する。その結果、被測定面と垂直に近い状態であると判断された方向の移動手段のみによって、プローブの接触力制御を行うこと。
(もっと読む)
たとえばフラット・カード、ローラ・カード、練篠フレーム、精梳綿機などの紡績用前処理機において、たとえば綿、合成繊維などの少なくとも一本の繊維スライバ、繊維ウェブなどの繊維材料の質量および/または質量変動を確認する装置
【課題】構造的に簡素な様式で改善された正確な測定を行う。
【解決手段】たとえばフラット・カード、ローラ・カード、練篠フレーム、精梳綿機など
の紡績用前処理機において、たとえば綿、合成繊維などの少なくとも一本の繊維スライバ
、繊維ウェブなどの繊維材料の質量および/または質量変動を確認する装置であって、繊
維材料は触覚要素により機械的に走査され、該触覚要素の偏位は電気信号へと変換される
という装置において、上記触覚要素の位置を検出する非接触式距離センサ(近接センサ)
が配備される。構造および設置に対して簡素な様式にて、改善されて更に正確な繊維束の
測定を促進するために上記距離センサは、光学的または音響的な距離を測定するセンサで
あって電子的評価デバイスに接続されたセンサである。
(もっと読む)
円環状測定物の軸方向形状測定用治具及び軸方向形状測定装置
【課題】円環状測定物の測定点における外周位置及び内周位置の各軸方向形状を正確に測定するための円環状測定物の軸方向形状測定用治具及び軸方向形状測定装置を提供すること。
【解決手段】円環状測定物8の軸方向形状測定用治具1は、円環状測定物8の測定点Pにおける外周位置及び内周位置の各軸方向形状をそれぞれ測定する際に用い、架台2、回動軸3、回動ベース4及び保持する複数の保持クランプ41を備えている。複数の保持クランプ41は、回動軸3の回動中心Aに円環状測定物8の測定点Pを合わせて円環状測定物8を保持する。回動ベース4は、回動軸3の回動中心Aを中心に回動することによって測定点Pを中心に回動して、測定点Pの外周位置を所定の測定方向に向けた第1回動位置401と、測定点Pの内周位置を所定の測定方向に向けた第2回動位置とに回動停止させる。
(もっと読む)
計測治具および配管の断面形状計測方法
【課題】配管周りのスペースが狭くても、安価な構成で、配管の軸方向に直交する断面の外径を好適に計測することができる計測治具および配管の断面形状計測方法を提供する。
【解決手段】エルボ1の軸方向に直交する断面の外径を計測する計測治具5であって、エルボ1に取付可能に構成され、エルボ1の外径よりも大径となる円形の計測枠11と、計測枠11に形成され、ダイヤルゲージ30を挿入可能に、計測枠11の径方向に貫通形成した計測穴12と、を備え、計測枠11は、真円との誤差が予め計測され、計測穴12は、計測枠11の周方向に複数設けられている。
(もっと読む)
接触式形状測定装置
【課題】 回折光学素子のように段差を有する光学素子であっても、高精度に面形状を測定することができる接触式形状測定装置を提供する。
【解決手段】 被測定面を安定して倣い走査している状態のプローブ速度である目標速度と、目標速度とプローブ速度の差であるプローブ速度エラーに基づいて、プローブに作用力を加える。これにより、安定して倣い走査している状態のプローブ速度を目標にして、プローブに作用力を加えるため、不安定な測定区間を短縮することができる。
(もっと読む)
ころ外周面測定治具
【課題】ころ軸受用のころの外周面を円周方向に測定する際、簡単にころの着脱及びセンタリングが出来、作業性を向上させ、測定を効率化することが出来る治具を提供する。
【解決手段】本発明に係るころ外周面測定治具は、ころを押し込む為の空洞が設けられており、前記ころを押し込む部分が弾性体からなることを特徴とする。また、ころ外周面測定治具には、エアー抜き穴を設けることが好ましい。また、前記空洞の奥の面には、凸部を有することが好ましい。
(もっと読む)
プローブの芯出し方法
【課題】補助試料の形状誤差や取り付け誤差による影響を低減可能で、芯出し誤差を定量的に算出しつつ、高精度かつ短時間で芯出しを行うことができるプローブの芯出し方法を提供する。
【解決手段】球体から成る補助試料30の中心が回転手段10の回転軸10a上に位置するよう、補助試料30を回転手段10に設置し、補助試料30の表面の座標をプローブ20で測定する。測定後、補助試料30をその半径以内の距離だけ、回転軸10aに対して垂直な方向に移動させる。回転手段10を回転させて90度間隔の4つの回転角度の位置で、移動させた補助試料30の表面の座標をプローブ20により測定する。その測定した座標と補助試料30の移動前に測定した座標とに基づいて、回転手段10の回転軸10aとプローブ20の先端の位置とのずれをベクトルとして求める。求めたベクトルに応じて、プローブ20の位置を調整する。
(もっと読む)
3次元測定機検証用長尺ゲージ
【課題】 構造が簡単で容易に製造することができ、且つ、プローブ先端の向きによる測定誤差の検証にも使用することができる、高精度な3次元測定機検証用長尺ゲージを提供する。
【解決手段】 3次元測定機のプローブが当接する基準測定面となる基準孔1Bが、上面と下面間を貫通して長手方向に沿って複数配列されている横断面矩形状の長尺なゲージ本体1Aと、前記ゲージ本体の下面とこれに直角な一方の側面に突設された複数の支持脚1aとを備えている。これらの支持脚は、前記下面と前記一方の側面のそれぞれの長手方向両端近傍位置と中央位置に、扁平な2等辺3角形の頂点となる配置で突設され、ゲージ本体は、これらの下面または一方の側面の何れかの支持脚で3次元測定機の測定テーブル面に支持される。
(もっと読む)
幾何誤差計測システム
【課題】不適切な幾何誤差に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、きわめて効果的に防止することが可能な幾何誤差計測システムを提供する。
【解決手段】幾何誤差計測システムSは、予め幾何誤差の閾値を設定可能な閾値記憶領域25と、同定した幾何誤差が閾値を上回っている場合にその事態を報知する出力手段32と、幾何誤差設定値を更新記憶可能なパラメータ記憶領域26とを有している。そして、新たな幾何誤差の計測後に、その計測値に、パラメータ記憶領域26に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、新たに計測された幾何誤差あるいは算出された新たな幾何誤差設定値の内のいずれか一方が閾値を上回っている場合には、幾何誤差設定値を自動更新せず、手動による新たな幾何誤差設定値の設定を可能とする。
(もっと読む)
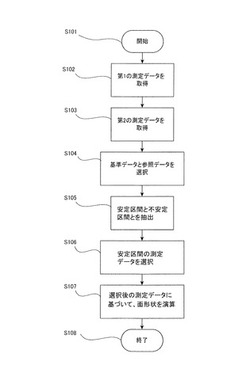
真円度測定装置及び先端子良否判定方法
【課題】先端子の形状変化を簡易に測定可能にする真円度測定装置の判定方法を提供する。
【解決手段】被測定物の表面に接触する先端子の球状の先端部の形状の良否を判定する先端子良否判定方法であって、形状が既知の基準被測定物を基準被測定物の円形の断面の中心が載物台の回転中心に一致するように載置して(101)、基準被測定物の無偏心外形形状を測定し(102)、基準被測定物の円形の断面の中心を載物台の回転中心に対して所定量偏心させて(103)、基準被測定物の偏心外形形状を測定し(104)、無偏心外形形状と偏心外形形状との差から、先端子の球状からの変形量を算出し(105)、算出した変形量が所定の範囲を超えた時に(106)、不良と判定する(108)真円度測定装置の先端子良否判定方法。
(もっと読む)
ワーク寸法計測装置及びワーク寸法計測方法
【課題】計測精度の向上を実現したうえで、寸法計測から計測後の検査記録作成までの作業コストの低減及び作業時間の短縮を実現でき、平坦度や捻れ等の三次元データをも得ることが可能であるワーク寸法計測装置及びワーク寸法計測方法を提供する。
【解決手段】セグメントWの寸法を計測するワーク寸法計測装置1であって、多関節アーム12を具備して、アーム12の先端に有する探触子11をセグメントWに接触させることで三次元座標値を得る複数の測定機10と、複数の測定機10の相対位置関係を校正する作業及び該複数の測定機10で得られた各三次元座標値に基づいてセグメントWの寸法を自動算出する作業を行う校正演算手段21と、校正演算手段21からの校正結果及び演算結果に基づいてセグメントWの寸法計測結果を評価する計測評価手段22と、計測評価手段22からの計測結果を検査記録にまとめて出力するデータ管理手段31を備えている。
(もっと読む)
測定装置
【課題】被測定物を比較的高い精度で簡易に測定でき、製造コストの低減も期し得る測定装置を提供する。
【解決手段】被測定物7を載置するテーブル9が、その中心Aを通る軸線回りに回転できる。テーブル9の前方側に、左右方向で移動する測定器17を有する。測定器17は、前後方向で進退する測定子19を具え、後退状態にある測定子19の先端の接触点20とテーブルの中心Aを通る左右方向の直線との間の距離が所要値に設定されている。測定器17は、左右方向で見た一端側位置22と他端側位置25で、被測定物7の前面12に向けて進行し、後退状態の接触点と被測定物の前面12との間の第1距離D1、第2距離D2を測定する。第1距離D1と第2距離D2が相違する場合は、一端側位置22と他端側位置25における、接触点20と前面12との間の距離が等しくなるようにテーブル9が回転する。
(もっと読む)
穴検査装置
【課題】穴検査装置において、検査作業の作業性の向上を可能とする。
【解決手段】直交するX方向及びY方向に沿って検査ヘッド105を移動自在に支持し、この検査ヘッド105に対して測定ヘッド125,126をX方向及びY方向に直交するZ方向に沿って移動自在に支持し、この測定ヘッド125,126に複数の第1測定子127と複数の第2測定子128とを並んで並設し、Z方向に対して後退可能であると共に前進した位置に保持可能とする。
(もっと読む)
歯車の芯ズレ測定方法および芯ズレ測定装置
【課題】歯車の高度な品質を実現するべく、研削工具に対する該歯車の位相のズレ量を正確に判断するために、仕上げ加工の実施前と実行後とにおける、それぞれの歯間隙部の中心線の位置を正確に把握することが可能な、歯車の芯ズレ測定方法および芯ズレ測定装置を提供する。
【解決手段】歯面100bの仕上げ加工が施された歯車100に対して、該仕上げ加工の実施前と実施後との間の歯車100の位相のズレ量を測定する歯車の芯ズレ測定方法であって、歯車100の歯底100cは、前記仕上げ加工によって加工されることなく加工前の形状を維持しており、前記位相のズレ量は、前記仕上げ加工の完了後に、歯車100上の隣接する二つの歯部100a・100aの間隙部について把握される、互いに対向する歯面100b・100b間の中心線である中心線C2の位置と、歯底101bの中心線である中心線C3の位置と、のズレ量によって計測される。
(もっと読む)
形状測定センサ
【課題】被検物を傷めることなくより短時間で表面形状測定を行うことができる形状測定センサを提供する。
【解決手段】被検物100の表面形状を測定するための形状測定センサ1は、自身の軸方向に摺動可能に支持され、軸方法に摺動することにより被検物の表面形状に追従するプローブ11と、プローブを軸方向に摺動可能に支持する静圧軸受12と、プローブを、その摺動範囲内における中間部の所望の位置に位置決めして保持する第一の状態と、プローブの摺動に干渉しない第二の状態とに切り替え可能なストッパ部60とを備えることを特徴とする。
(もっと読む)
変位量測定装置
【課題】簡素で安価な装置でありながら、測定の信頼性を向上し得て、しかも実際に揺動が発生するまでメンテナンスを不要とすることができる変位量測定装置を提供する。
【解決手段】本発明は、基準構造物としての建物の壁面11と壁面11に設けられた対象構造物としての配管12とが外力の作用によって非同期に揺動した場合に、壁面11に対する配管12の相対変位量を測定するために、壁面11に対する変位が拘束された固定体13と、固定体13に支持されて配管12の被測定部15の変位によって元の状態へと復元不能に変形する記録体14と、を備える。
(もっと読む)
タイヤ成型用金型の内面形状測定方法及び内面形状測定治具
【課題】本発明は、簡易な構成でタイヤ成形用金型の内面形状を精度よく測定できる測定治具を提供することを目的とするものである。
【解決手段】測定治具は、測定中心軸となる軸シャフト1と、軸シャフト1の両端部において測定中心軸を中心に回動可能に取り付けられるとともに測定中心軸の軸方向と直交する方向に延設された一対の支持フレーム2と、測定中心軸の半径方向に沿って支持フレーム2に移動可能に取り付けられて先端を基準半径に位置決めする支持ピン4と、支持フレーム2の間において測定中心軸を中心に回動可能で軸方向に沿って移動可能に軸シャフト1に取り付けられるとともに測定中心軸の軸方向と直交する方向に延設された回転アーム3と、回転アーム3の先端部に固定されたダイヤルゲージ5とを備えている。
(もっと読む)
角度計
【課題】アーム部の長さが短くても高精度な角度測定を行える。
【解決手段】角度計1は、第一アーム部2と第二アーム部3が支軸を中心に相対回転可能に支持される。第一アーム部2の中心線は角度表示器5の0度に位置合わせする。支軸と同軸に角度表示器5を第一アーム部3の一端に固定する。第二アーム部3の自由端部に角度器10を設ける。角度器10は周方向に角度目盛りを付した角度表示部8を表示ケース7で囲い一体に回転可能とする。表示ケース7内に設けた球体9は重力方向に位置する。角度器10を関節等に位置決めし、第一アーム部2と第二アーム部3を体幹に沿って直線状に配列し、重力方向に位置する球体9に角度表示部8の0度を一致させる。そして、角度器10を中心に直線の第一アーム部2と第二アーム部3を腕部または大腿部に一致させることで、球体9が回転角度を表示する。
(もっと読む)
101 - 120 / 906
[ Back to top ]