
Fターム[3C100AA21]の内容
Fターム[3C100AA21]の下位に属するFターム
作業・工作物の割付、変更 (370)
工具・治具の管理 (52)
進捗状況の把握、モニタリング (455)
仕掛数管理(バッファの管理を含む) (50)
ロット管理 (185)
部品の納入・発注・手配に関する指示 (143)
作業者への作業の指示、表示 (451)
Fターム[3C100AA21]に分類される特許
1 - 20 / 199
作業監視システム
光学表示デバイスの生産システムの運転方法
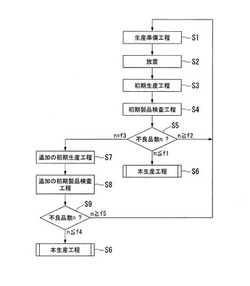
【課題】光学表示部品に所定の処理を施してなる光学表示デバイスの生産システムの運転方法において、不良品の発生を抑えて前記生産システムの収率悪化を防止する。
【解決手段】光学表示部品を生産システムのメインラインに所定量流通させ、光学表示部品に所定の処理を施す初期生産工程(ステップS3)と、初期生産工程後に初期生産工程で得た製品の不良を検査する初期製品検査工程(ステップS4)と、初期製品検査工程で検出した不良品の数に応じて本生産工程へ移行するか否かを判定する本生産移行判定工程(ステップS5)とを含む。
(もっと読む)
射出成形機の管理システム

【課題】大規模な成形工場や複数の生産ライン間での生産管理を効率よく行える射出成形機の管理システムを提供すること。
【解決手段】複数の射出成形機30と1台の管理装置10から構成される管理単位1,2を備え、射出成形機30と管理装置10は生産情報を送受信する通信部を有し、管理装置10は管理装置間で生産情報を送受信する通信部を有し、管理単位1,2の2台以上の管理装置10と接続する通信部を有した表示装置20を備え、表示装置20は射出成形機30に関する生産情報を転送元生産情報として選択する転送元生産情報選択部と、前記転送元生産情報を管理する管理装置10と異なる管理装置10で管理される射出成形機30を転送先射出成形機として選択する転送先射出成形機選択部を有し、前記転送元生産情報を管理する管理装置10と前記転送先射出成形機を管理する管理装置10によりる射出成形機の管理システムである。
(もっと読む)
検査装置、処理装置、情報処理装置、対象物製造装置及びその製造方法
【課題】生産効率を高めることができる、検査装置、処理装置、情報処理装置、対象物製造装置及びその製造方法を提供すること。
【解決手段】検査装置は、検出部と、送信部と、受信部とを具備する。前記検出部は、処理装置により処理された対象物に不具合があるか否かを検出する。前記送信部は、前記検出部により検出された不具合情報を前記処理装置に送信する。前記受信部は、前記不具合情報に対応した改善策情報に基づいて前記処理装置により改善処理が行われ、前記改善処理の内容情報が前記処理装置から送信された場合、前記送信された内容情報を受信する。
(もっと読む)
生産計画装置、生産計画方法、製造装置、及び生産計画プログラム
【課題】
生産工程に連産品の生産を含む製品の製造において、連産品を含む品目の余剰在庫が少ない生産計画を提供する。
【解決手段】
製品別出荷期間別の出荷量を満たし、かつ連産品の生成比率が生成比率レンジの最小値以上最大値以下であって、かつ各品目の在庫量が最小となるように、連産品の生成比率および生産計画(品目別期間別生産量)を計算する装置を備える。連産品から生産される製品の出荷計画に基づいて、連産品の生産計画を行うことができることから、生産計画の精度が向上するとともに、生産に際して、計算時間を短縮することができる。
(もっと読む)
アスファルト混合物の納品管理方法
【課題】 アスファルトプラントにて製造・出荷される製品を出荷先の舗装現場に納品する際の納品管理に伴う作業を簡略化して手間を軽減できるように図る。
【解決手段】 製品の出荷時に発行される納品伝票を電子化してWebサーバ機能を有するコンピュータ本体5に記憶格納すると共に、このコンピュータ本体5へのURL情報が記録された第一、第二のQRコード13、14を発行する。搬送車両10の運転手は携帯端末20にて第一のQRコード13を読み取って第二のQRコード14を取得し、舗装現場9の現場管理者19が携帯端末21にて運転手の携帯端末20に表示される第二のQRコード14を読み取ることにより、電子納品伝票11と納品確認用の認証コード15´とを取得する。そして、この認証コード15´を運転手の携帯端末19に入力・記憶させ、帰着した運転手は前記コンピュータ本体5に認証コード15´を入力・照合して納品確認を行う。
(もっと読む)
製造工期予測装置、製造工期予測方法、及びコンピュータプログラム
【課題】 製造実績データから、各通過工程パターンに属する製品が少数しか得られなくても、製造工期の予測を精度よく行えるようにする。
【解決手段】 各製品iの実績工期tiの尤度p(ti|pi,μ,v)が、実際に通過した工程の工期分布(正規分布)の平均μj、分散vjを積算することにより得られる平均μi〜、分散vi〜を有する正規分布N(μi〜,vi〜)に従うものとする。このような各製品iの実績工期tiの尤度p(ti|pi,μ,v)の積が最大となるときの工程別工期分布600を求める。そして、通過工程パターンにおいて通過していることが示されている工程の工期分布(平均μj、分散vj)の値を足し合わせることで通過工程パターン別工期分布の平均μk^と標準偏差σk^を求め、これらを用いて、通過工程パターン別工期分布PΔ(tΔ|k)を求める。
(もっと読む)
最適指標生成装置、最適指標生成方法、最適指標生成プログラム及び最適指標生成サーバ
【課題】従来法では達成されていなかったQ−time制約割れが起こりやすい状況に対しても、Q−time制約を確実に遵守し、良品スループット向上とコスト低減および環境負荷低減を達成することが可能な最適オペレーション管理条件を提供することを目的とする。
【解決手段】複数の装置に関する指標情報を供給する最適指標生成装置11であって、生産実行システムに含まれる複数の装置に関する情報を生産管理システム10を介して入力する情報入力部12と、入力された情報から複数の装置による加工工程間の滞在時間の上限値や下限値を示すQ−time制約を分析するQ−time構造分析部14と、入力された情報およびQ−time構造に基づいて、品種別の最適なカンバン枚数およびバッファサイズを計算して指標情報として出力する指標算出部17と、を備え、指標算出部17により算出された最適な指標情報を生産管理システム10に供給する。
(もっと読む)
生産設備および生産システム
【課題】トレーサビリティのための管理システムを有さずに、生産した物品をトレースすることが可能な生産設備及び生産システムを提供する。
【解決手段】入力物品に対して作業を実行して出力物品を生産する生産設備において、少なくとも入力物品のユニークな情報を取得する物品情報入力手段4と、入力物品に対して作業動作を制御および実行して出力物品を生産するとともに、出力物品にユニークな情報を付与する設備制御手段5と、少なくとも出力物品に付与されたユニークな情報を出力する物品情報出力手段6と、少なくとも物品情報入力手段4によって取得した入力物品のユニークな情報と設備制御手段5によって付与された出力物品のユニークな情報とを記録する物品情報記録部7とを備える。
(もっと読む)
部品実装ラインの生産管理装置及び生産管理方法
【課題】複数本の部品実装ラインを並設した生産設備を有効に活用して生産性を向上する。
【解決手段】複数本の部品実装ラインのうちの一方の部品実装ラインの途中と他方の部品実装ラインの途中との間に、両部品実装ライン間で回路基板を搬送するバイパスコンベア11を設置して、一方の部品実装ラインの途中からバイパスコンベア11を介して他方の部品実装ラインの途中につながるパイパス実装ラインを構築する。生産管理コンピュータは、各部品実装ライン毎にそれぞれ部品実装基板を生産する通常生産パターンと、前記パイパス実装ラインで部品実装基板を生産するパイパス生産パターンの中から生産パターンを選択する。
(もっと読む)
規格化された遠心成形コンクリート杭の生産管理システム
【課題】規格化された遠心成形コンクリート杭の生産工程において、即座に工程進捗状況、品質のバラツキ、製品個々の在庫量及び製品の製造履歴確認を可能とする。
【解決手段】遠心成形コンクリート杭の製造に際し、各種コンクリート杭毎に使用部材、コンクリート配合、主筋緊張度、遠心成形などの製造条件を記録したデータベースを有するサーバーと、上記各工程の内の必要部分に、前記サーバーに対する端末と、該端末に付随させた識別標識読み取り装置を使用し、前記原材料PC鋼棒、螺旋鉄筋、端部金物の各杭構成部品、コンクリート杭成形に使用する型枠等の各使用資材、ヘッダー加工済みPC鋼棒、鉄筋籠等の中間製造品、完成品であるコンクリート杭のそれぞれにそれらを識別する識別標識を付随させておき、識別標識読み取り装置を使用して読み取らせそのデータを前記サーバーに送ることによってコンクリート杭の製造履歴として記録させる。
(もっと読む)
生産設備システムおよび自動設備システム
【課題】操作対象の生産機械に対する操作者の熟練度に応じた操作権限の設定を行うことが可能な生産設備システムを提供する。
【解決手段】この生産設備システム1は、生産機械210と、生産機械210の操作者の指紋データを読み取るための指紋読取部222と、生産機械210の制御を行う制御装置230とを含む生産設備200と、生産設備200にネットワーク400を介して接続され、生産機械210の操作者の指紋データの認証を行うための認証サーバ100とを備え、生産設備200の制御装置230は、認証サーバ100による指紋データの認証結果に基づいて、生産機械210の操作者の操作レベルに応じて生産機械210を操作可能な状態にすることが可能なように構成されている。
(もっと読む)
バッチ処理の作業時間予測方法及び装置
【課題】バッチ処理前後のバッチ化工程又はバッチ化解除工程に要する作業時間を簡易な方法で、且つ精度良く予測可能にし、今後の作業改善に役立てる。
【解決手段】部品選択指令及び合計実績作業時間を入力する入力部12と、処理待ち部品リストデータベース32からバッチ処理対象部品を選択する部品選択部22と、部品1個当りの過去の作業時間データベース34から部品1個当りの標準作業時間を設定する標準作業時間算出部24と、合計標準作業時間から各部品1個当りの実績作業時間を算出する実績作業時間算出部26と、部品1個当りの標準作業時間と実績作業時間とを比較し、この実績作業時間に基づいて標準作業時間の変更要否有無を判定する判定部28とを備えている。部品1個当りの実績作業時間を算出することで、今後の計画作業時間を精度良く予測できる。
(もっと読む)
製造管理システム及び水晶発振器
【課題】 水晶発振器の個体識別を容易にでき、製造履歴(検査履歴を含む)に応じた製造プロセス制御や制御パラメータの設定を実現することができる製造管理システム及び水晶発振器を提供する。
【解決手段】 水晶発振器の製造工程で処理を制御する制御端末4と、水晶発振器の製造履歴を記憶するサーバ5と、水晶発振器1に搭載されたICタグ11の識別情報を受信するリーダライタ2とを備え、制御端末4が、リーダライタ2から識別情報を受信すると、識別情報を付してサーバ5に製造履歴情報を要求して、サーバから受信した製造履歴情報を表示し、サーバ5が、水晶発振器1に搭載されたICタグ11の識別情報毎に製造履歴情報を記憶しており、制御端末4から識別情報が付された製造履歴情報の要求を受信すると、識別情報に対応する製造履歴情報を読み出して、要求元の制御端末4に送信する製造管理システム及び水晶発振器としている。
(もっと読む)
基板生産管理システム
【課題】データ作成、データ管理が簡単な基板生産管理システムを提供することを課題とする。
【解決手段】基板生産管理システム1は、電子部品実装機3と管理装置2とを備える。管理装置2は、ファミリー基板群に属する全ての基板に共用される座標データと、ファミリー基板群に属する全ての基板に個別に用いられるBOMを有するBOMデータ22と、ファミリー基板群に属する全ての基板に共用される基板種対応データ24と、を有する。管理装置2は、基板種が入力されることにより、基板種対応データ24を基にBOMデータ22からBOMを選択するBOM選択ステップと、BOMと座標データ21とから装着座標を認識する装着座標認識ステップと、電子部品実装機3に装着対象となる電子部品を通知する通知ステップと、を実行する。
(もっと読む)
鉄鋼製品の製造における中間材と注文との紐付け方法及びコンピュータプログラム
【課題】注文の要求優先順位及び中間材の消化優先順位を直接的に評価して適切な紐付けを行うことができる鉄鋼製品の製造における中間材と注文との紐付け方法を提供する。
【解決手段】要求優先順位にしたがって注文を順次選択し、当該注文に対して紐付け可能な中間材を消化優先順位にしたがって選択し、選択された中間材に対して注文の要求量を提示する初期注文要求工程S03と、中間材に対する注文の要求量の合計が在庫量以下の場合に当該注文の要求量を仮紐付けし、要求量の合計が在庫量を超える場合に注文を拒絶する初期中間材紐付け工程S04と、拒絶された注文について各中間材に対する要求量を修正する注文要求修正工程S05と、修正された前記注文の要求量について仮紐付け又は拒絶を行う中間材紐付け修正工程S06と、を有し、中間材と注文との紐付け量が最大となるまで注文要求修正工程S05と中間材紐付け修正工程S06とを繰り返し実施する。
(もっと読む)
生産管理システムおよび生産管理方法
【課題】大量生産される中間製品を入れる容器および中間製品が容器に入れられて大量生産される最終製品を、容器ごとに個別管理できる生産管理システムおよび生産管理方法を提供することを課題とする。
【解決手段】缶容器を生産する容器準備工程P1と、中間製品を缶容器に入れて最終製品を生産する最終製品生産工程P3と、を含み、容器準備工程P1では、個体識別情報を缶容器に付与するとともに、個体識別情報を示す識別情報記号を缶容器に印字し、さらに、缶容器の生産に関する容器生産情報に個体識別情報をリンクした容器個別管理情報を作成する。そして、最終製品生産工程P3では、缶容器を検査して作成する最終製品検査情報に個体識別情報をリンクした最終製品個別管理情報を作成して、容器個別管理情報と最終製品個別管理情報を一元管理する生産管理システムとする。
(もっと読む)
製造ライン通信システム
【課題】本発明は、各製造装置の処理の複雑化を防止し、システム構築費用を抑え、システム立ち上げ工期を短縮することができる、製造ライン通信システムを提供する。
【解決手段】本発明に係る製造ライン通信システムは、製造ラインに設置され、第一の通信方式での通信を行う、複数の製造装置3と、第一の通信方式と異なる第二の通信方式での通信を行い、製造装置3から送信されるデータを取得する、ホストコンピュータ2と、製造装置3とホストコンピュータ2との通信経路間に配設され、予め設定されている通信定義に基づいて通信方式の相互変換を行う通信コントローラ1とを備えている。
(もっと読む)
生産管理装置、生産管理方法及びプログラム
【課題】所要量を充足する部品を収納した収納容器の組み合わせを、効率的に特定することが可能な生産管理装置、生産管理方法及びプログラムを提供する。
【解決手段】各部品の所要量を充足する収納容器の組み合わせとなる容器配列を探索し、部品毎の容器配列について、その容器配列が唯一となる部品が存在した場合に、その部品の容器配列に含まれた収納容器の各々を引当対象に設定し、当該収納容器を前記各部品の容器配列から削除する。また、前記唯一となる部品が存在しない場合、互いに異なる部品同士の容器配列を組み合わせて新たな容器配列を生成し、当該容器配列について同内容の容器配列を一つに統合した結果から、全ての容器配列に含まれる収納容器を引当対象に設定し、当該収納容器を前記新たな容器配列から削除する。さらに、当該削除後の容器配列の包含関係に基づいて、最小構成要素となる容器配列を特定し、何れか一の容器配列に引当対象に設定された全ての収納容器を追加したものを最終的な引当対象とする。
(もっと読む)
検査システム、管理サーバ、検査装置および検査データ管理方法
【課題】複数の装置から得たデータの管理を効率的に行うことができる検査システムを提供することである。
【解決手段】検査システム10は、工場で生産される製品を検査する検査装置11a,11b,11cと、検査装置11a,11b,11cに通信回線を介して接続される管理サーバ30とを備える。検査装置11aは、装置側検査結果DB(Database:データベース)14aを備える。装置側検査結果DB14aは、検査装置11aが基板を検査した結果を示すデータである検査結果データを格納する。装置側検査結果DB14aは、キー(Key)とバリュー(Value)とによって構成されるキーバリュー(Key−Value)型のデータベースである。
(もっと読む)
1 - 20 / 199
[ Back to top ]