
Fターム[3E033AA08]の内容
Fターム[3E033AA08]に分類される特許
121 - 140 / 511
多層容器
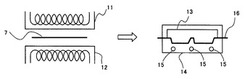
【課題】食品容器において、酸素バリヤー性を向上させて食品保存性を確保出来るとともに、耐熱性及び高透明性を確保する。
【解決手段】A−PET層/機能性樹脂層/シーラント層からなる多層シートを加熱して一軸一次延伸後一次延伸多層積層シート7を一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸多層積層シート7を熱成形機の金型13.14で加熱成形し成形による二次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程とを経て製造する。
(もっと読む)
混合容器

【課題】蓋が容器から分離することなく余分なガスを排出できる混合容器の提供。
【解決手段】本発明の混合容器1は、環状壁口部21と、その外周面に複数の容器側螺子部23を有する容器2と、天井部31、内側スカート壁部32及び外側スカート壁部33を有する蓋3とを備え、容器側螺子部23の基端24に、前記取り付け時に前記螺子突起35を下方へ押圧して停止させる停止固定部28が設けられ、容器2が停止固定部28の上方であって環状立壁部21の外周面に係止部29を有する。混合容器1内の圧力が許容値を超えると、蓋3が上方にずれ、ガス等の内容物が排出され、かつ蓋3が係止部29に引っ掛かる。
(もっと読む)
浄化体およびそれを用いる浄水装置
【課題】設置場所の自由度を向上させることのできる浄化体およびそれを用いる浄水装置を得る。
【解決手段】浄化体1は、原水を内部に注入する注入口4aと、原水を浄化する浄化部3と、浄化した水を吐出する吐出口4bと、を有する原水容器4を備えている。そして、この浄化体1の原水容器4を変形可能に形成することで、浄化体1の設置場所の自由度を向上させることができるようにした。
(もっと読む)
生分解性成形品
【課題】 還元剤や金属塩、ポリ乳酸などの生分解性プラスチックを含まず、強度や耐水性に優れ、しかも、尿素臭などの異臭発生の可能性が少ない生分解性の容器やシートを提供する。
【解決手段】 0〜25.0質量%のデンプンと25.0〜55.0質量%のタンパク質と11.0〜37.0質量%のセルロース繊維と18.0〜35.0質量%の水と、必要に応じて10.0質量%以下のグリセリンなどの軟化剤を室温で十分に捏ねた後、40〜130℃好ましくは50〜120℃の温度、20〜120kgf好ましくは25〜100kgfの圧力でプレス処理を行い、農業に用いられる各種シート又は食品用包装容器、食器などの各種成形品を得る。
(もっと読む)
多層熱成形容器
【課題】 ポリプロピレン系シートを融点以下の温度で固相圧空成形することにより得られる、足部として作用する脚部が隙間なく強固に融着した多層熱成形容器を成形する。
【解決手段】 特定のエチレン−プロピレン共重合体を含むプロピレン系樹脂組成物からなるポリプロピレン系シートを、プラグアシスト成形に従った、融点以下の温度で固相圧空成形すると、シートの折り曲げにより形成される容器の脚部は、隙間なく強固に融着した状態になっている、脚部を有する容器が収得できる。
(もっと読む)
インモールドラベル容器
【課題】薄肉化されたインモールドラベル容器において、とりわけフランジの強度を上昇させることができるインモールドラベル容器を提供する。
【解決手段】インモールドラベル容器10は胴部1と、胴部1上端に設けられたフランジ4と、胴部1に連結された底部3とを備えている。帯状ラベル5は胴部1からフランジ4まで延び、ラベル5の非ヒートシール層5b、5cの厚さは、フランジ4の厚さの7%以下となっている。フランジ4の厚さは、胴部1の厚さの1.0〜1.4倍となっている。
(もっと読む)
押出容器
【課題】内容物の押し出し時に高い排出効率を得ることができる押出容器を提供する。
【解決手段】一端の大径部422から他端の小径部421へ縮径する錐台形状をなす側壁42と、側壁42と一体成形され小径部421を閉じている小端壁43と、開封可能に側壁の大径部422を閉じている大端壁(面部材50)とを備え、小端壁43は周縁部に、大端壁から遠ざかる側へ隆起した環状リブ432を備えていることを特徴とする押出容器。
(もっと読む)
自動販売機用包装容器
【課題】容器の両端から開封することが出来、廃棄時の展開性に優れる包装容器であって、比重が大きく自動販売機で製品が途中で引っ掛かることが少ないようにすることが出来る、また、ガラス容器よりも強度が強く、紙容器よりも耐水性があり、プラスチック容器よりも安価な自動販売機用包装容器の提供。
【解決手段】両端に開口部を有する筒状部材と、この筒状部材の開口部のうちいずれか一方の開口部に嵌合される第一封止部材と、前記筒状部材の他方の開口部に嵌合される第二封止部材とを有し、前記筒状部材、第一封止部材及び第二封止部材は、植物性粉末と樹脂との混合物からなることを特徴とする自動販売機用包装容器。
(もっと読む)
容器及びその製造方法
【課題】容器の厚さを薄くしても、消費者による取扱いが容易となる樹脂容器を提供する。
【解決手段】樹脂容器は本体と該本体の開口を覆うように構成された蓋部とを有する。本体は、底部と該底部の縁に沿って周状に延びる側壁とを有する。底部の厚さが0.47〜0.55mm、前記第1及び第3の側壁の厚さが0.38〜0.45mm、第2及び第4の側壁の厚さが0.43〜0.50mm、第1及び第3の側壁の厚さに対する第2及び第4の側壁の厚さの比が1.07〜1.20である。4つの側壁と4つの角部の外面には、粗面化領域が形成され、粗面化領域の表面粗さは、10〜30μmである。
(もっと読む)
印刷面を有する飲食用断熱性容器
【課題】印刷面より生じる残留溶剤を抑制し、印刷面を加熱した際にもハイコントラストで滲みのない高印刷品位を保持し、断熱性、耐熱性、耐水性、耐油性に優れた飲食用断熱性容器を提供する。
【解決手段】本発明は、表面が発泡している飲食用断熱性容器であって、該飲食用断熱性容器の胴部材が少なくとも原紙と発泡性の熱可塑性合成樹脂フィルムとの積層構造を有する材料によって形成されており、該熱可塑性合成樹脂フィルムの表面に水性インキを用いた印刷が略全面に施されていることを特徴とする印刷面を有する飲食用断熱性容器である。
(もっと読む)
容器及びその製造方法
【課題】本発明の目的は、容器の厚さを薄くしても、不良品が発生することがない技術を提供する。
【解決手段】8〜14グラムの樹脂を用いて、注入時間(充填時間)を0.25秒以下とし、容器の本体の底部の厚さを0.47〜0.55mm、長辺側の側壁の厚さを0.38〜0.45mm、短辺側の側壁の厚さを0.43〜0.50mm、長辺側の側壁の厚さより短辺側の側壁の厚さを厚くし、両者の厚さの比を1.07〜1.20とする。
(もっと読む)
シール性及びフレーバー保持性に優れる容器及び多層成形体
【課題】シーラントとしてのシール性に優れ、かつ、内容物のフレーバー保持性に優れるポリアミドを最内層に用いた容器、該容器の製造方法、該容器に用いる多層成形体、及び該多層成形体の使用方法を提供する。
【解決手段】メタキシリレンジアミン及びアジピン酸と、メタキシリレンジアミン以外のジアミン、アジピン酸以外のジカルボン酸、アミノカルボン酸及びラクタムから選ばれる1種以上の共重合成分とを重縮合して得られるポリアミドであって、かつ該ポリアミド中の該共重合成分に由来する構成単位の含有量が2〜6モル%の範囲内であるポリアミドを含有する成形材料からなる層を最内層に有する容器であって、少なくとも一部の最内層同士が融着してなる容器、該容器の製造方法、該容器に用いる多層成形体、及び該多層成形体の使用方法である。
(もっと読む)
合成樹脂製カップ状容器
【課題】 充填収納した内容物を取出すための空気孔を開設するための突起の押し倒しを、一定した形態で達成できるようにすることにより、予め設定した操作力で確実にかつ快適に突起の押し倒しを可能とすることを目的とする。
【解決手段】 カップ状容器の底板3の下面3bに、空気孔6を開設する突起5と、空気孔6の周囲に設けられた環状薄肉部7とで開孔機能部4を形成し、突起5による空気孔6の破断開孔を、環状薄肉部7を撓み変形させながら達成することにより、空気孔6の破断開孔に際して発生する、不快な刺激を伴う触感を無くす。
(もっと読む)
深絞り用積層体及び深絞り容器
【課題】基材層に二軸延伸ポリプロピレンフィルムを用い,バリア層にアルミ箔を用いても,深絞り加工時に品質的に問題となる割れが発生しない深絞り用積層体を提供する。
【解決手段】本発明に係わる深絞り用積層体は,二軸延伸ポリプロピレンフィルムを用いた基材層10と,Feの含有量が0.7%以上で,光、酸素、水素、水蒸気を遮断するAl−Fe系アルミ合金箔を用いたバリア層11と,熱融着可能なフィルムを用いたヒートシール層12が,外層から内層に向かって積層され,各層は接着剤を介して接着されている。
(もっと読む)
合成樹脂製カップ状容器
【課題】 本発明は、目的に応じてフランジの所定部分を熱結晶化領域として必要な耐熱性、蓋材のシール性、外観性等を有したカップ状容器を提供することを課題とするものである。
【解決手段】 合成樹脂製カップ状容器において、フランジの、全厚さに亘る範囲や、上面側部分や、下面側部分や、中間部分を除いた上面側部分と下面側部分等の所定部分を熱板での予熱とその後のレーザー光照射による熱結晶化領域とする。
(もっと読む)
食品用包装容器
【課題】芯部の有無に関係なく、ラップフィルムで包装加工することなく、柱状又は環状に加工された食品を収容できるようにする。
【解決手段】上面開口部15に向かうにしたがって大きく開口するように、側壁部10にテーパが形成された容器本体1と、該容器本体1の上面開口部15の周縁部に嵌合する蓋体30とを備え、容器本体1と蓋体30とで形成される空間に、筒状又は柱状の食品Pが直立状態で収容される食品用包装容器において、収容される食品Pの少なくとも上部を外方から保持する保持手段38を、蓋体30又は容器本体1の内部に設ける。
(もっと読む)
ポリ乳酸系耐熱容器およびその製造方法
【課題】耐熱性および耐衝撃性に優れたポリ乳酸系耐熱容器を熱成形により従来よりも短サイクルで製造可能とするポリ乳酸系耐熱容器の製造方法を提供すること。
【解決手段】ポリ乳酸(A)、ポリ乳酸と脂肪族ポリエステルとのブロック共重合体(B)およびタルク(C)を少なくとも含有する樹脂組成物を押出成形して、相対結晶化度Xcが40〜55%の原反シート14を準備する。熱成形機20の加熱部21で前記原反シートを85〜125℃で加熱することにより、当該原反シートの相対結晶化度Xcを60〜70%とする。続いて、熱成形機20の成形部22にて、上記加熱した原反シートに真空成形および/または圧空成形を施して、そのまま成形品を加温状態の金型にて保持することにより、当該原反シートを容器形状に成形すると共にその得られた容器の相対結晶化度Xcを75%以上とする。
(もっと読む)
プラスチック容器
【課題】強度上の問題を生じることのない薄肉化したプラスチック容器を提供する。
【解決手段】プラスチック容器10は胴部1と、底部3と、底部3の周縁3aに設けられた糸尻部2とを備えている。底部5は内方へ突出する中央部9と、外方へ突出する環状突部8とを有している。底部5の中央部9内面に断面円弧状の内側突起部11が設けられ、底部5の外面にリング状の外側突起部12が設けられている。
(もっと読む)
樹脂製容器
【課題】本発明の目的は、射出成形性に優れ薄肉化が可能で、コスト面や生産性に優れた容器であって、なおかつ、耐寒性にも優れた樹脂製容器を提供することにある。
【解決手段】本発明の樹脂製容器は、少なくとも、190℃におけるメルトフローレートが80〜120g/10分であるポリプロピレン系樹脂70〜95重量%、及び、190℃におけるメルトフローレートが30〜100g/10分であり、脆化温度が−45℃以下である高密度ポリエチレン系樹脂5〜30重量%を含有する樹脂組成物を射出成形して得られることを特徴としている。
(もっと読む)
食品包装用トレー形容器、無菌包装食品、無菌包装食品の製造方法
【課題】個食トレー炊飯製法による無菌包装米飯の製造にあたり、トレー形容器の食品収容用の凹形部の深さを深くしても凹形部の外周壁の変形が生じにくく、無菌包装食品の生産安定性を確保でき、凹形部外周壁の変形が製品(商品)外観に影響を与えることを防止あるいは抑制できる技術の開発。
【解決手段】食品を収容するための凹形部21の外周壁21bが、板状壁部21c、直壁部21d、湾曲壁部21e、コーナー部21f、21gを具備する構成であり、外周壁のコーナー部以外の周方向の複数箇所に、凹形部21の深さ方向に沿って延在するリブ21iが複数並列に形成された補強部21jを有する食品包装用トレー形容器20、無菌包装食品、無菌包装食品の製造方法を提供する。
(もっと読む)
121 - 140 / 511
[ Back to top ]