
Fターム[3E054FC16]の内容
包装位置への供給−物品の供給 (7,769) | 物品の取扱い(姿勢変更) (699) | 姿勢変更方向 (256) | 180° (39)
Fターム[3E054FC16]に分類される特許
1 - 20 / 39
物品整列装置
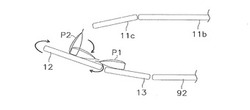
【課題】異なる形状の端部を有する物品を効率よく箱詰めすることを可能にする物品整列装置。
【解決手段】袋P2は、傾斜搬送部11cから停止中の第2の搬送装置12に落下する。袋P2の落下が、落下検知センサによって検知されると、第2の駆動部は制御される(第1の処理)。第2の駆動部は、袋P2が第2の搬送装置12のベルトコンベアに落下した後、第2の搬送装置12を駆動させる。このとき、袋P2は、上端を下流側に倒す。袋P2は、上端が下流側、下端が上流側に位置するように倒れる。これにより、袋P2は、第2の搬送装置12によって第2の平面状態で搬送される。第2の駆動部のモータの回転数が所定値に達すると、袋P2は、第3の搬送装置13に受け渡される。
(もっと読む)
集積供給システム

【課題】物品の形状や包装態様に関係なく、包装機に物品を供給できる集積供給システムを提供する。
【解決手段】集積供給システム12は、複数の物品XA1を外包機11に向けて搬送するベルトコンベア14と、ベルトコンベア14と協働するアームコンベア15と、物品XA1を外包機11に向けてガイドするガイドユニット16と、等を備えている。ガイドユニット16は、ベルトコンベア14のベルト33上に通路を形成する一対の外側ガイド部材46,47と、外側ガイド部材46,47に形成される通路を仕切って複数の小通路に分割する中間ガイド部材48〜52と、等を備えている。外側ガイド部材46,47は、外包機11に向かうに連れて互いの間隔が狭小となるようにベルトコンベア14の筐体45に取り付けられる。アームコンベア15は、ベルトコンベア14と共に、ベルト33に置かれた物品XA1を搬送するアーム57等を備えている。
(もっと読む)
PTPシート搬送装置
【課題】PTPシートの搬送時間を短縮できると共に、十分な受渡し時間を確保することのできるPTPシート搬送装置を提供する。
【解決手段】PTPシート搬送装置11は反転装置12を備え、反転装置12にはハウジング16の周囲に90度間隔で固定クランプ装置21Aと可動クランプ装置21Bとが1つおきに交互に設けられている。反転装置12は、可動クランプ装置21Bの回動軸18の傘歯車26と、ハウジング16の駆動軸14と同心で回転可能に設けられ、傘歯車26に噛合される傘歯車27と、傘歯車27の回転及び停止を駆動制御する駆動制御機構とを備えている。そして、受取り区間や第1受渡し区間等に可動クランプ装置21Bが在る場合においては、傘歯車27をハウジング16と同期して回転させることにより、可動クランプ装置21Bが回転軸18の軸線回りに回転しない構成となる。
(もっと読む)
長尺農作物の方向修正搬送装置
【課題】長尺農作物の方向修正搬送のオートメーション化。
【解決手段】長手方向の一端側の向きが搬送方向下流側方向でないと識別された長尺農作物Aを、この長尺農作物Aの一端側の向きを搬送方向下流側方向に向かせるように修正しながら、コンベア3Bの搬送方向と交差する方向を搬送方向とするシュータ6に送り出し、長手方向の一端側の向きが搬送方向下流側方向であると識別された長尺農作物Aを、その向きを保った状態でシュータ6に送り出すようにし、このシュータ6は、向きが修正されて送り出される長尺農作物Aを、その向きを保った状態で搬送する。
(もっと読む)
長物野菜の箱詰め装置
【課題】箱詰め装置における部品点数の削減とコンパクト化とを図る。
【解決手段】本願発明の箱詰め装置1は、上向き開放状の箱体Bが載置される載置台2と、前記箱体B内に移送される一段分の長物野菜Mを並列に載せる移載棚3とを少なくとも備える。前記移載棚3は、前記長物野菜Mの載る棚部17が前記箱体B内に向かう斜め下向きの傾斜姿勢となり得るように、前記載置台2の上方にある横軸19回りに回動可能な状態で、前記載置台2の上方に配置する。
(もっと読む)
PTPシートの抱き合わせ装置における位置ずれ調整装置
【課題】 様々な種類のPTPシートに容易に対応することができ、作業効率の向上を図ることができるPTPシートの抱き合わせ装置における位置ずれ調整装置
【解決手段】 PTPシート1がポケット部2aを下向きにして搬送される上搬送路34と、PTPシート1がポケット部を上向きにして搬送される下搬送路35と、それら上搬送路と下搬送路の下流側でそれぞれの搬送路を搬送してくるPTPシートを抱き合わせる合流部と、を備える。上搬送路と下搬送路のPTPシートは、合流部までは同一の押送フィンガー15によって同時に搬送される。合流部は、下搬送路に対して出没可能に設けられるとともに、PTPシートの搬送方向と同一方向であって、押送フィンガーの速度よりも速く移動し、その移動途中で押送フィンガーを追い越してPTPシートを送り出す送り爪41を有するPTPシート送り装置40を設けた。
(もっと読む)
電子部品の整列装置および整列方法
【課題】 反転ステーションにおいて、水平にスライドさせて電子部品を受け渡ししているため、長手方向での電子部品の寸法が大きくなると電子部品の受け渡しに時間を要し、長手方向での電子部品の寸法の大小が電子部品の整列の高速化に影響する。
【解決手段】 ターンテーブル外周縁の収納溝12aは抜き窓形状とされる。反転ステーションCにおいて、極性が所定方向に向いていない電子部品W2を反転テーブル24の昇降部材24bの上面に吸着して乗せたまま下降して収納溝12aから取出す。昇降部材24bを内蔵して一体的に回動する回動部材24aを180°回動して電子部品W2の向きを反転させて電子部品の極性を所定方向に向けると、昇降部材24bが上昇して電子部品を収納溝12aに戻し、それから吸着が解除される。
(もっと読む)
段ボール箱詰めシステム
【課題】包装物である中身製品をできるだけ損傷させることなく均一化された袋包装体を実現し、形状の良い袋包装体を安定して集積し、集積した袋包装体を安定して段ボール箱内に挿入することで、低コストで省スペースな段ボール箱詰めシステムを提供する。
【解決手段】縦型の製袋充填包装機のような包装機10で製造された袋包装体Pは、背貼りシール部のある側が袋包装体の上側として、袋包装体の製造時には袋底側となる袋端部を搬送方向前方に向けて、搬送経路21が上り傾斜路となった上り傾斜搬送コンベヤ20で搬送される。袋包装体Pの製造途中で底側に沈んでいた(搬送方向前方に偏っていた)製品Sが、上り傾斜搬送コンベヤ20への移載の際に与えられる加速度によって自然に袋内で移動して均される。袋包装体は、そうした袋内での製品の偏りが解消された形状が良好な状態で、天地を逆に製函した段ボール箱B2に集積詰めされる。
(もっと読む)
包装体搬送装置及び該装置を備えた自動包装機
【課題】 包装機で生産される包装体を確実かつ高速に外袋包装機の外袋用袋体の中に供給することができる包装体搬送装置を提供する。
【解決手段】 本発明に係る包装体搬送装置は、包装機10から包装体FHを受け取り、包装体を内容物とする外袋包装を行う外袋包装機100に渡す包装体搬送装置200であって、包装体を受け取るフィンガー220A(220B)を備えたアーム210と、アーム210を円周方向に配設した回転体201と、を備え、アーム210は回転体201の半径方向に移動可能であり、回転体201を回転させ所定の受け取り位置にアーム210を移動させフィンガー220Aにより包装体を受け取った後、回転体201を回転させフィンガー220Aが挟持する包装体を外袋包装機100の外袋包装内に導きつつ所定の渡し位置にアーム210を移動させ、当該渡し位置において包装体を解放すると共に外袋用袋体から退避する。
(もっと読む)
ケーサ
【課題】複数個集積されたスタンディングパウチ4を整列状態を維持して箱詰めする。
【解決手段】複数の物品載置プレート12a、12b、12c、12dを上下に等間隔で配置した段積み部12を昇降させる昇降手段40と、載置プレートの間隔を拡縮する拡縮手段42、44を備えており、間隔を広げた状態でバケットプッシャ10によってパウチ4を供給し、間隔を縮めた状態で段積みプッシャ14によってパウチ4を押し出してバケット16に収容する。このバケット16を水平に180度回転させ、ケース2の開口部に対向させる。ケース2を移動させてバケット16の外側に被せ、バケット16とケース2をそのまま鉛直方向に回転させてケース2の開口部を上方に向けて起立状態にした後、ケース2を下降させる。バケット16内のパウチ4がケース2内に挿入される。
(もっと読む)
位置決め包装方法及び装置
【課題】
複数種の品物を、包装袋又は容器内のそれぞれ所定位置に位置決めされた状態で充填して包装する方法及び装置を提供する。
【解決手段】
複数の異なる包装品11〜15を包装袋16内にそれぞれ位置決めした状態で包装する位置決め包装装置であって、複数個のトレー4を搬送するチェーン3と、包装すべき複数の所定量の包装品11〜15を、トレー4上にそれぞれ位置決めして載置させる複数個の包装品計量投入装置と、その包装品計量投入装置によって包装品11〜15を位置決めして載置されたトレー4を包装すべき袋に入れる手段と、包装袋16内に入れられたトレー4を上下反転させる反転機構と、反転されたトレー4から包装袋16を引き抜く袋引き抜き機構とを有し、トレー4上に位置決め状態に載置された包装品11〜15を包装袋16内に位置決め状態のまま移して包装する。
(もっと読む)
ガラス基板反転装置およびこれを用いたガラス基板反転方法
【課題】所定の加工処理が施される処理面が下側になるようにガラス基板が多数枚積み重なられた状態と、処理面が上側になるようにガラス基板が基板収納トレイに収容された状態との間で、ガラス基板を移し替える際にそのガラス基板を反転させるガラス基板反転装置を提供すること。
【解決手段】所定の加工処理が施される処理面が下側になるようにガラス基板が多数枚積み重ねられた状態と、処理面が上側になるようにガラス基板が基板収納トレイに収容された状態との間で、ガラス基板を移し替える際に該ガラス基板を反転させるガラス基板反転装置であって、ガラス基板を浮上させる基板浮上面が設けられたステージと、ステージの基板浮上面側に基板収納トレイを固定するトレイ固定手段と、基板収納トレイが固定されたステージを反転させるステージ反転手段とが備えられている。
(もっと読む)
ピックアンドプレース装置
【課題】 製品に損傷を与えることなくプレース動作を行うことができ、しかも製品を安定して移動させることができるピックアンドプレース装置を提供する。
【解決手段】 ピックアンドプレース装置1を、回動軸2と、円弧部分16と垂直部分17a、17bとを有する案内部15が配設され、回動軸2に直交して立設支持される板状体3と、回動軸2に固着される回動アーム25と回転対偶で連結され、水平姿勢を維持しながら回動運動を行うキャリア4と、左右方向へスライド移動自在に、かつ弾性部材38を介装して左右いずれかの所定方向に付勢された状態で、キャリア4に係着されるとともに、案内部15に係合するカムフォロア36が接続された従動ブロック5と、把持手段6と、を備え、従動ブロック5を介して、案内部15に対して所定方向に向かう押圧力Pを作用させながら、カムフォロア36を、案内部15に沿って往復移動させるように構成した。
(もっと読む)
物品の箱詰装置
【課題】収納箱内に複数の物品を一度に収納することができる物品の箱詰装置を提供すること。それぞれの物品を載せた載置手段が回転体によって容易に移動でき、複数の物品を所定の範囲内に配置することができる箱詰装置を提供すること。反転動作によって物品を収納箱内に収める場合に、載置手段を収納箱内に落とすことなく、物品だけを収めることができる箱詰装置を提供すること。
【解決手段】本発明の物品の箱詰装置は、複数の物品を所定範囲内に配置する基台10と、開口部を下面とした収納箱20を基台10の上面に被せる収納箱搬送手段30と、収納箱20を基台10上に被せた状態で基台10を反転する反転手段40とを備え、反転手段40による反転動作によって物品を収納箱20内に収納することを特徴とする。
(もっと読む)
鶏卵配向装置
【課題】従来の鶏卵配向装置は、個々の鶏卵の大きさを度外視し、一様に鋭端部基準で反転ガイドに誘導されるため、その反転作用が抑制されず、小さい鶏卵には過剰の反転力を与えることになり、方向の不揃いや、鶏卵の損傷の原因となっていた。
【解決手段】溝付き円筒状ローラを配した無端コンベヤ上に鶏卵の通路を構成し、反転を要する方向の鶏卵を、溝が連続することで形成される溝軌道上に誘導し、その重心通過位置を一定にしたうえで溝軌道に斜交する反転ガイドを作用させることにした。その結果、一様に配置された反転ガイドであっても、個々の鶏卵の大きさに応じて反転ガイドの作用開始点が変わるので、反転ガイドが鶏卵に及ぼす反転力が抑制され、従来よりも高速、且つ安全に鶏卵を配向できるようになった。反転の必要のない鶏卵は、反転ガイドの作用を受けないで通過するため、すべての鶏卵の向きが揃う。
(もっと読む)
商品の自動段積包装装置
【課題】商品の充填工程等の各工程に所要時間を勘案して、各工程の稼動適正化を図り、自動段積包装の高速化を図る。
【解決手段】商品の充填列個数幅W以上の間隔Yをあけて、商品の商品集積搬送路C、Dが平行に設けられ、それぞれの商品集積搬送路C、Dには、商品段積み装置及び先端部には段積みされた商品Sを商品集積搬送路C、Dの内側中央位置へ交互にスライドさせられるスライドテーブルG、Hが設けられ、前方には包装資材Pの搬送路Jが設けられ、後方には該スライドテーブルG、H上に支持された商品を前記包装資材P中に充填する商品充填装置Kが設けられてなり、好ましくは、前記商品Gの充填列個数幅Wが前記包装資材Pの2ケース分であり、それぞれの商品集積搬送路C、Dに商品交互倒立装置Lが設けられ、前記包装資材Pが成形中途過程にある段ボールシートであることを特徴とする商品の自動段積包装装置。
(もっと読む)
包装システムならびにその制御方法
【課題】後処理装置22が停止しても良品のPTPシート1を系外に排出する必要がなく、かつ、包装システム10を停止してもポケット2に収容された内容物5が熱による劣化を生じない包装システム10を提供する。
【解決手段】基材シート6に形成されたポケット2に内容物5を充填する充填装置14と、シート状の蓋材4を基材シート6に熱圧着してポケット2の開口部を閉塞する蓋取付装置18と、基材シート6および蓋材4の接合体からPTPシート1を打ち抜く打抜装置20と、PTPシート1を後処理装置22へ向けて搬送する搬送装置24とを備える包装システム10に対して、さらに、後処理装置22が停止したときに後処理装置22に代わってPTPシート1を受け入れるバッファ装置32を搬送装置24の下流側に配設することにより上記課題を解決することができる。
(もっと読む)
農産物の箱詰装置
【課題】低コスト化を図りながら迅速な箱詰め作業を可能とする箱詰装置を提供することを目的とする。
【解決手段】吸着子がm行n列のマトリックス状に配置された第1の吸着部と、該第1の吸着部に並設された第2の吸着部とからなる吸着ユニット(8,9)と、該吸着ユニットを箱詰待機位置と箱詰位置との間で移動させる移動手段(74など)と、前記吸着ユニットに設けられ、外力を受けて、少なくとも前記第1の吸着部の吸着子の列間隔を変更する第1の間隔変更機構(77,78)と、前記吸着ユニットに設けられ、外力を受けて、前記第1及び第2の吸着部間の間隔を変更する第2の間隔変更機構(77、88、79など)と、前記第1及び第2の間隔変更機構に対してそれぞれ、前記外力を付与する第1及び第2の外力付与手段(76、86)とを有する農産物の箱詰装置。
(もっと読む)
PTP段積み装置
【課題】ピロー包装の前工程でPTPを段積みするPTP段積み装置において、様々な段積み数に対応できるとともに、段取り替えの容易なものを提供する。
【解決手段】PTP段積み装置1は、PTP100を搬送する第1主コンベア11と第2主コンベア12、第2主コンベア12に並走する副コンベア13、第1主コンベア11、第2主コンベア12、及び副コンベア13の末端に一部が近接配置された段積み用コンベア14、第2主コンベア12上のPTP100を上下反転して副コンベア13に載置する反転移載装置20、及び、第1主コンベア11と第2主コンベア12の上に上下反転無しの状態で存在するPTP100と、副コンベア13上の上下反転有りのPTP100を所定の段積み順序で段積み用コンベア14の第1群のバケット15aまたは第2群のバケット15bに積み上げるロボット30を備える。
(もっと読む)
物品箱詰め装置
【課題】 従来の物品箱詰め装置は、物品を定位置で積層するのに、簡単な構成で、処理スピードが速く、且つきれいに整列させた状態で積層できるものはなかった。
【解決手段】 コンベア装置1で順次搬送されてくる平面視矩形で薄形の物品Yをコンベア終端部1aから順次無停止状態で送出して、各物品Yをコンベア終端部1aの下方で待ち受ける収納箱X内に所定個数だけ積層状態で収納し得るようにした物品箱詰め装置において、コンベア終端部1aに、該コンベア終端部から送出される物品Yを乗り越させて減速させた後、表裏反転させて落下させるための物品減速反転部材2を取付けていることにより、物品Yを収納箱X内に、簡単な構成で、処理スピードが速く、且つきれいに整列状態で収納・積層できるようにした。
(もっと読む)
1 - 20 / 39
[ Back to top ]