
Fターム[3E054GA01]の内容
包装位置への供給−物品の供給 (7,769) | 検知、制御(検知対象、位置) (298) | 物品 (174)
Fターム[3E054GA01]に分類される特許
121 - 140 / 174
容器整列方法、容器整列装置、マルチパック製造方法およびマルチパック製造装置
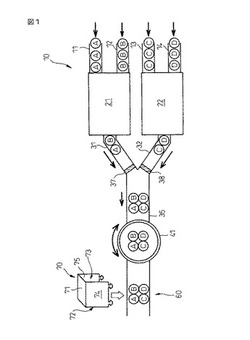
【課題】 品種の異なる同一製品の複数の容器を自動的に整列する。
【解決手段】 容器整列装置(10)は、第一容器(A)と第二容器(B)とが互い違いに位置するように第一容器の列と第二容器の列とを合流させる合流手段(21)とを具備し、それにより、第一容器と第二容器とからなる列を形成し、さらに、第三容器(C)と第四容器(D)とが互い違いに位置するように第三容器の列と第四容器の列とを合流させる合流手段(22)とを具備し、それにより、第三容器と第四容器とからなる列を形成する。さらに、容器整列装置(10)は、第一容器と第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、第三容器と第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組とを互いに平行に整列させる整列手段(35)を具備する。
(もっと読む)
フィーダ及び計数充填機

【課題】割れや欠けを生じにくく、かつ高速に錠剤やカプセル剤等といった被供給物を排出することができるフィーダ、及び該フィーダ含む計数充填機を提供する。
【解決手段】外周に沿って規則的に整列した被供給物排出口6を有し、周方向に回転するドラム状のフィーダ5を提供する。また該フィーダ5が、フィーダ回転装置7に設置され、被供給物をフィーダ5に供給するための手段、例えばホッパ2、振動式被供給物供給機3、シュート4、及び被供給物を計数し充填するための手段、例えば計数器8、シュート9を備えた計数充填機1を提供する。
(もっと読む)
搬送装置及びそれを備えた計量梱包システム
【課題】受入位置で物品を安定した姿勢で受け入れることができ、もって集積姿勢が乱れることのない搬送装置及びそれを備えた計量梱包システムを提供する。
【解決手段】受入位置P1で搬入コンベア6から供給された物品Xを受け入れて下流側の集積搬送装置12へ受け渡す受渡装置7に、受入位置P1においてほぼ水平姿勢で1個ずつ物品Xを受け入れたのち、起立姿勢方向に回動して該物品Xを起立させると共に、集積搬送装置12のバケット44に該物品Xを受け渡す受渡台24…24を備え、かつ、該受渡台24…24の載置面を櫛歯状として隙間を設ける。そして、受け入れた物品Xを該隙間を介して載置面に吸引保持する吸引機構33を備え、この吸引機構33を、吸引ポンプ34と配管35と吸引口が設けられた吸引箱36とで構成する。
(もっと読む)
錠剤投入装置及びPTPシートの製造装置
【課題】錠剤から生じる粉塵を効果的に除去可能で、ポケット部内への粉塵の混入を抑止可能な錠剤投入装置及びPTPシートの製造装置を提供する。
【解決手段】ボウルフィーダ31の直下に配置された集塵機構40は、略密閉状態で、コイルシュータ33の上部区間を収容している。そして、吸引口41aを介した空気の吸引により、コイルシュータ33の上部区間における集塵を実現する。一方、吹付け機構60では、流入口62bを介した空気の供給により、案内経路に沿って形成された複数の噴射孔61bから、コイルシュータ33を通過する錠剤5に対し、繰り返し、また、複数方向から空気を吹き付ける。そして、投入シュータ32の直上に配置された集塵機構50は、吸引口51aを介した空気の吸引により、吹付け機構60にて錠剤5表面から取り除かれて浮遊する粉塵の除去を主として、コイルシュータ33の下部空間における集塵を実現する。
(もっと読む)
整列装置
【課題】多数の農産物を1列に整列する際に、充填不足の解消を図ることができる整列装置を提供する。
【解決手段】供給コンベヤ2から供給される農産物A…を、第1の速度可変コンベヤ3と第1の整列コンベヤ4で前後に分散させながら1列に整列して搬送する。第1の整列コンベヤ4上を搬送される農産物A…間の間隔が所定間隔以下であることを第1の検出センサS1で検出している間は、第1の速度可変コンベヤ3を所定の搬送速度で駆動させておき、農産物A…間の間隔が所定間隔よりも長いことが検出された場合に、第1の速度可変コンベヤ3の搬送速度を第1の整列コンベヤ4よりも高速に増速して、農産物A…を、第1の速度可変コンベヤ3により第1の整列コンベヤ4上に押し込むようにして供給し、充填不足を解消する。
(もっと読む)
搬送装置
【課題】受入位置で受け入れた複数の比較的偏平な物品を、起立姿勢で前後に集積した状態に保持して排出位置に搬送する場合に、物品の配列を乱すことなく安定して搬送することができる搬送装置を提供する。
【解決手段】平ベルト43,43に連結されたバケット44,45により形成される搬送面は、幅方向に角度γだけ傾斜する。そして、前記搬送面の傾斜により低くなる側の側方に、バケット44,45に保持された物品Xの側部に接触して案内するサイドガイド部材61が備えられる。さらに、前記搬送面は、下流側ほど下方へ傾斜する。
(もっと読む)
棒状物品整列装置
【課題】 棒状物品を水平状態に整列させる。
【解決手段】 水平に配置された整列用容器12aは、上部及び下部に開口を有し、内部が2つの互いに平行な部屋16a、18aに区画されている。部屋16a、18aは、長さ寸法が棒状物品24の長さ寸法よりも長く、幅寸法が棒状物品24の長さ寸法よりも短く形成され、部屋16a、18aの下部に、その開口を開閉するゲート20a、22aがそれぞれ設けられている。この容器12aを揺動源26aが揺動させる。
(もっと読む)
回転計量装置
【課題】 硬い鍔をもつ容器の鍔同士が計量中に接触するのを防止することで、容器同士の間隔を広げなくても計量を正確に行える回転計量装置を提供する。
【解決手段】 鍔付きの容器Mを載せた複数の計量ユニット10を回転手段によって回転させながら前記容器および/または内容物の計量を行う回転計量装置に関する。前記各計量ユニット10は、前記容器Mを載せるためのテーブル11と、前記テーブル11上に容器Mを保持する容器保持手段20と、前記テーブル11および容器保持手段20が負荷された計量器とを含み、前記テーブル11に前記容器Mが搬入される搬入側の近傍の外側に、前記テーブル11上の容器Mの外周面に接触して前記容器Mを鉛直軸線Moまわりに回転させる接触手段15を更に備えている。
(もっと読む)
搬送体分岐装置
【課題】隣接する搬送体に載置された農産物同士を互いに干渉させることなく、所定の向きに保ったまま搬送することができる搬送体分岐装置を提供する。
【解決手段】搬送コンベヤ2が所定の向きに保って搬送するトレーBに載置された長物農産物Aの所定項目を計測領域bの計測装置4で計測し、その計測情報に基づいて、判定装置5で確定した農産物Aの仕分け先情報をトレーBの固有情報と関連付けて記憶する。その仕分け先情報に基づいて、農産物Aが載置されたトレーBを、選別領域cの搬出装置6により所定の向きに保ったまま分岐コンベヤ7aに搬出し、所定の向きに保ったまま搬送する。分岐コンベヤ7aから連絡コンベヤ7cに搬送されたトレーBから農産物Aを取り出して箱詰めした後、空のトレーBを連絡コンベヤ7cから帰還コンベヤ7bに搬出し、所定の向きに保ったまま搬送して、トレーBが載置されていた搬送コンベヤ2の周回経路上の場所に搬入する。
(もっと読む)
包装機における分包品集積方法と装置
【課題】不良品を排出することによって歯抜け状態となった搬送ラインで高速化に対応できるとともにコンパクトで廉価な分包品集積装置を提供すること。
【解決手段】歯抜け位置に分包品Wを補充できるように補充ストッカ20を搬送ライン12の下流側に配置する。補充ストッカ20は、収納する分包品Wのシート枚数が少ない場合には、搬送されてきた分包品Wを補充ストッカ20内に取り込み、シート枚数が必要分ある場合には、補充ストッカ20内の分包品Wを取り出して歯抜け位置に補充する。これによって集積部17では、規定の集積枚数で集積された分包品組W1あるいは分包品Wが集積されない空の状態のまま、全列を一括して後工程Pに送給する。
(もっと読む)
包装システム
【課題】商品の搬送方向および/または幅方向について搬送後に生じるズレ量に基づいた包装を行い得る包装システムを提供する。
【解決手段】商品Mを供給装置によってリフタ上に供給し、該リフタ上の商品Mを包装ステーションに押し上げ、この押し上げた商品Mの上面をフィルムで覆って商品Mを包装する包装システムに関する。前記供給装置上の商品Mの搬送方向Xの後端に接触して前記商品Mを前記リフタ上に搬送する搬送手段と、前記搬送手段による搬送開始後、搬送完了までの間に前記商品の搬送方向Xおよび/またはこれに略直交する幅方向Yのズレ量を検出する検出手段と、前記ズレ量に応じてシステムの各機器を制御する制御手段とを備えたことを特徴とする。
(もっと読む)
卵の定重量包装方法
【課題】 全ての規格卵、すなわち、MSサイズからLLサイズまでの規格卵を無駄にすることなく、必要数の定重量包装の卵パックを生産することができる卵の定重量包装方法を提供する。
【解決手段】 複数のグレード毎に選別された卵Eを選別容器Vに収容したのち、これをいったん一時ストック場所に一時ストックするとともに、卵Eの一包装単位の総重量が所定の重量範囲となるグレードの組み合わせと、そのグレード毎の卵Eの個数を決定して所定重量範囲の定重量包装の卵パックを生産するようにした。
(もっと読む)
搬送装置
【課題】 受入位置で受け入れた複数の比較的偏平な物品を、起立姿勢で前後に集積した状態に保持して排出位置に搬送する場合に、集積工程の高速化を図ることができる搬送装置を提供する。
【解決手段】 受入位置P1で搬入コンベア2から水平姿勢で供給された物品Xを集積搬送装置12に受け渡す受渡装置11に、物品Xを受け取って起立姿勢に回転することにより該物品Xを起立させると共に、前方へ移動することによりバケット44に前側から順に詰めつつ該物品Xを受け渡す受渡台24…24と、前記バケット44の移動に同期して該受渡台24…24を回転させると共に前方に移動させる歯付プーリ、歯付タイミングベルト28、及びモータ29で構成される駆動手段とを備え、かつ、前記受渡台24の回転支点である回転軸23を、起立姿勢時の下端部よりも上側に位置させる。
(もっと読む)
棒状をした食品の搬送装置
【課題】 棒状をした食品を同じ向きに揃えて、しかも同一の間隔を空けて搬送することにより、破損を可及的に減少させかつ正確に計数できるようにする。
【解決手段】 棒状の食品1を多数、向きと位置を揃えて収容しているホッパ6と、このホッパから棒状の食品1を掬い上げて所定間隔で別の位置に供給する無端コンベヤ8からなり、ホッパには起振装置7を設けて食品が確実に無端コンベヤに掬われる搬送装置とした。搬送装置は、左右の無端チェン82の間にこれらチェンの連続方向に等間隔に掛け渡されて前後間に棒状の食品1を収容する空間を形成する多数のクロスバー83と、その下面で食品を下から支えるガイドレール84と、を備え、クロスバー83の間隔と径は棒状の食品が前後のクロスバーの間に1本だけ入る寸法としている。
(もっと読む)
棒状をした食品の搬送装置
【課題】 棒状をした食品を同じ向きに揃えて、しかも同一の間隔を空けて搬送することにより、破損を可及的に減少させかつ正確に計数できるようにする。
【解決手段】 食品の縦搬送機と、その先端下方にあって食品の受け入れ時には先下がりで食品の差し出し時には水平になる中間容器4と、その下方にあるホッパ6と、このホッパから棒状の食品1を掬い上げて所定間隔で別の位置に供給する無端コンベヤ8からなる搬送装置とした。搬送装置は、左右の無端チェン82の間にこれらチェンの連続方向に等間隔に掛け渡されて前後間に棒状の食品1を収容する空間を形成する多数のクロスバー83と、その下面で食品を下から支えるガイドレール84と、を備え、クロスバー83の間隔と径は棒状の食品が前後のクロスバーの間に1本だけ入る寸法としている。
(もっと読む)
食品の整列装置
【課題】食品の底部がガイド溝面に対して面接触できるようにして接触抵抗を大きくし、食品の搬送が円滑に行なわれることができるようにするとともに、姿勢の安定化を図って食品を確実に列化して搬送できるようにする。
【解決手段】細長状で底部が略平面に形成された多数の食品を搬送コンベアで搬送し、食品の搬送過程で食品の縦列化及び横列化を行なうもので、食品が入り込んで支承され搬送コンベアの搬送方向に沿う搬送路を形成するガイド溝16aを搬送コンベアCの搬送方向に直交する方向に複数列設して形成されるとともに振動が付与される振動盤15を設け、この振動盤15のガイド溝16aを横断面V字状に形成した。
(もっと読む)
PTPシート製品・添付文書集積装置
【課題】単位時間当たりの処理数を向上させ、しかもそれに比例して設備床面積が増加しないように複数台の集積装置を回転する円板状に放射状に配設し、各作業を円板一回転中に順次実行させるPTPシート製品・添付文書集積装置を提供すること
【解決手段】複数の製品文書集積機構部10を回転する円形基板状に搭載したPTPシート製品・添付文書集積装置100であって、製品文書集積機構部10は、PTPシートを複数枚積重ねてバンド掛けしたバンド掛け品からなる製品1を、その添付文書2の一端の略半分の上に積重ねて、その製品1を両側から把持する2枚のスライド板13a、13bと、その製品1の所定外側面に添付文書2をU字形に曲げて(折り目をつけずに曲げて)捲付け、製品を把持している製品側アーム11と、その添付文書2の他端を載せた文書側アーム12とから少なくとも構成される。
(もっと読む)
容器搬送装置、ワーク搬送装置、容器形成装置、容器搬送方法、ワーク搬送方法および容器形成方法
【課題】進行方向に隣接した容器どうしが接触した状態の容器列の側面に容器を分離してスライドさせる機構を設置する場所を確保することができなくても、容器列から容器を安定して分離することを課題とする。
【解決手段】 進行方向に隣接した容器どうしを接触させて搬送するコンベア110と、このコンベアにおける進行方向の端部に隣接して設けられた取出台120と、コンベア110上で接触した容器どうしの間に形成される隙間SP1に上方から挿入可能な上下方向挿入部材130と、容器を押し退けないように上下方向挿入部材130を上方から隙間SP1に挿入させ、当該上下方向挿入部材を進行方向へ移動させることにより、当該隙間を形成する互いに接触した容器のうちの進行方向側の容器を進行方向へスライドさせて取出台120上に載置させるスライド機構とを設けた。
(もっと読む)
搬送装置
【課題】 簡易な構成でありながら、複数の袋を整列させると同時に密封状態の検査も行うことが可能な搬送装置を提供する。
【解決手段】 箱詰め装置1では、受入装置4において、新たに搬入された最後端の物品X1を第2後端保持部材64の保持プレート64a・64bによって挟み込んで縦向きの状態で整列させながら、物品X1に圧力をかけている。コントロールユニット92が、保持プレート64aの吊り下げ部分に取り付けられた圧力センサ65における検出結果に基づいて物品X1のシール不良の検査を行う。圧力センサ65における検出結果が、所定の値よりも小さい場合、あるいは徐々に検出される圧力が低下していく場合には、この物品X1をシール不良と判定する。一方、所定の値を上回っており、検出圧力が低下していかない場合には、この物品X1を正常品として判定する。
(もっと読む)
プリント包装装置、これを用いたプリント作成装置、および、プリント作成方法
【課題】同一のプリンタで複数サイズのプリントを作成した場合にも、各プリントサイズに対応する適切なサイズの包装袋にプリントを自動で包装することのできるプリント包装装置、これを用いたプリント作成装置およびプリント作成方法を提供する。
【解決手段】プリントのサイズおよび枚数の少なくとも一方に応じて決定された寸法の包装袋を作製し、作製した包装袋にプリントを封入することにより、上記課題を解決する。
(もっと読む)
121 - 140 / 174
[ Back to top ]