
Fターム[3F081CC08]の内容
コンベア上の物品の姿勢制御 (7,432) | コンベア (888) | ベルトコンベア (412)
Fターム[3F081CC08]の下位に属するFターム
エレベータ式物品取出しコンベア (6)
複合ベルト型(挟み送り型) (36)
Fターム[3F081CC08]に分類される特許
21 - 40 / 370
搬送装置
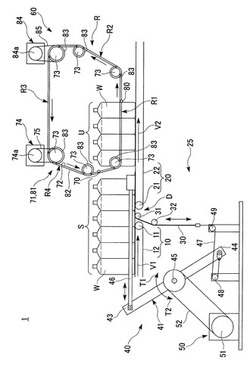
【課題】物品の損傷と転倒とを防止し、容易に物品のグループ化を行なう搬送装置を提供する。
【解決手段】ボトルWを第一速度V1で搬送可能な第一コンベア10と、第一コンベア10の搬送方向の下流側に間隙Dを介して配置され、第一速度V1よりも大きい第二速度V2にて搬送可能な第二コンベア20と、第一コンベア10によって搬送される複数のボトルWから、単位ボトル群Uを分離するグループ化手段25とを備える搬送装置1において、グループ化手段25を、間隙Dから第二コンベア20の上面にわたって配されボトルWが第一コンベア10から順次移載されるシート状部材30と、第二コンベア20上のシート状部材30を下流側に向かって第一速度V1で送り出す一方でシート状部材30を間隙D内に引き込み、該シート状部材30上の所定個数のボトルWを単位ボトル群Uとして第二コンベア20上に移載させる往復動機構40とから構成する。
(もっと読む)
コンベア装置、集合型ゾーンコントローラ、並びにゾーンコントローラ

【課題】搬送物を一まとめにすることが可能であり、且つモータとゾーンコントローラの必要個数を減少させることができるコンベア装置、集合型ゾーンコントローラ、並びにゾーンコントローラを提供することを課題とする。
【解決手段】コンベア装置120は、ゾーンAA〜ACが搬送方向に直列に配置されたものである。ゾーンAA〜ACは、集合型ゾーンコントローラ101で制御される。ゾーンAA〜ACは、各々通常のものよりも搬送ローラ5の本数が多く、全長Lが長いので、主たる搬送物を、間隔を開けて3個載置することができる。存荷センサーSa〜Scは、それぞれゾーンAA〜ACの最も末端の位置にある。集合型ゾーンコントローラ101では、複数の搬送物を適度の間隔を設けて一まとめにする動作を各ゾーンの在荷センサーSa〜Scの信号と、プログラム上のタイマーの組み合わせによって実現している。
(もっと読む)
ミンチの分割装置
【課題】帯状のミンチを搬送する変速コンベヤの終端部に、出退自在とされた受板が設けられ、受板上まで搬送されたミンチの先端部を所定の長さ毎に切断し、受板が退去して切断されたミンチを受板の下方位置の受具に落下させるミンチの分割装置において、品温の高いミンチであっても受板に粘着して姿勢を乱すことのないミンチの分割装置を提供する。
【解決手段】受板5がエンボス加工により表面に複数の凸部10が形成されたステンレス鋼板であって、表面にフッ素樹脂コーティングが施されているミンチの分割装置とする。
(もっと読む)
物品搬送装置
【課題】搬送コンベヤに所定間隔で設けられたキャリア保持手段からキャリアをリジェクトした場合に、そのキャリア保持手段にキャリアを補充する。
【解決手段】搬送コンベヤに等間隔で設けられたキャリア保持手段に、キャリア2を保持させて搬送する。容器供給ポジションAでこれらキャリア2に容器6を供給し、液体の充填およびキャッピングを行った後、検査ポジションDで検査を行う。不良容器が検出されたときには、次のリジェクトポジションEでこの容器6をキャリア2ごとリジェクトする。その後、キャリア補充ポジションFで、空になっているキャリア保持手段にキャリア2を補充する。すべてのキャリア保持手段がキャリア2を保持した状態で次の容器供給ポジションAに到達する。
(もっと読む)
コンベヤ設備
【課題】本発明は、物品の搬送能力を高く保ち、仕分けをおこなえる間隔を確保できるコンベヤ設備を提供することを目的とする。
【解決手段】コンベヤ設備10は、物品12の搬送経路に沿って搬入用コンベヤ14、加速用コンベヤ16、搬出用コンベヤ18が並べられている。コンベヤ設備10は、物品12の大きさおよび間隔を測定する測定装置20、加速用コンベヤ16における物品12の位置を検出する検出装置22、および加速用コンベヤ16を制御する制御装置を備える。
(もっと読む)
果実の容器詰め装置
【課題】出荷パック内に見栄え良くイチゴを整列する。
【解決手段】制御部は、マシンビジョン62が取得した収穫箱70に収容されたイチゴの画像に基づいてイチゴの吸着位置を検出し、イチゴ搬送装置10に、収穫箱70に収容されたイチゴを吸着保持させるとともに、中継コンベア40上にイチゴを一旦載置させる処理と、マシンビジョンが取得した中継コンベアに載置されたイチゴの画像に基づいてイチゴの向き及び吸着位置を検出し、イチゴ搬送装置に、中継コンベアに載置されたイチゴを吸着位置にて吸着保持させるとともに、イチゴの向きに基づいて出荷パック52A〜52Dにイチゴを搬送させる処理とを実行させる。
(もっと読む)
オートフィーダ装置
【課題】積層された状態のシート状部材から順次シート状部材を供給でき、しかも、装置を小型化できるオートフィーダ装置を提供する。
【解決手段】立てて並べられた複数枚のシート状部材を水平にして排出する装置であって、シート状部材が載せられる上面を有する受入コンベア10と、受入コンベア10から供給されたシート状部材を搬送する排出コンベア20と、排出コンベア20の一端と受入コンベア10の排出側端部との間に設けられた、受入コンベア10から排出コンベア20に向かってシート状部材を搬送する連結コンベアと、を備えており、排出コンベア20は、その一端部上面が、受入コンベア10の上面よりも上方に位置するように配置されており、連結コンベアは、その上面が孤状または傾斜面に形成されたコンベアであり、排出コンベア20側の端部上面は、排出コンベア20の一端部上面と連続した面となるように形成されている。
(もっと読む)
搬送装置
【課題】耐久性の低下を可及的に招来することなく、被搬送物の搬送効率を向上することのできる搬送装置を提供する。
【解決手段】第1搬送経路R1上で移動する予め定められた載置目標場所に被搬送物Sを載置すべく、載置目標場所が3次元空間における予め定められた位置に到達するのと同期して、被搬送物Sを第1搬送経路R1と異なる第2搬送経路R2を介して前記予め定められた位置に搬送するための第2搬送部3と、第2搬送経路R2上の搬送出口ETに被搬送物Sが到達したことを検出する出口センサ16と、この検出時点における被搬送物Sの理想位置に対する実際位置の位置ずれ量を算出する走行距離検出処理部27と、被搬送物Sの検出時点から予め定められた搬送速度制御対象期間に、前記位置ずれ量に応じ、停止以外の速度範囲内で第2搬送部3の搬送速度を調整する搬送速度算出部28及び搬送制御部29とを備えた。
(もっと読む)
シート搬送装置
【課題】複数丁取りの段ボールシートの1丁あたりの幅寸法が小さいときにも、1枚の敷板の上に1丁分ずつ段ボールシートを積めるようにする。
【解決手段】積み重ねシートAをシート幅方向に搬送して送り出す第1コンベヤ2と、第1コンベヤ2から積み重ねシートAを受け取る第2コンベヤ3と、第2コンベヤ3の上からベニヤ板Bの上に積み重ねシートAを移載するプッシャ6と、第1コンベヤ2と第2コンベヤ3の駆動を制御するコンベヤ制御装置とを有するシート搬送装置を採用する。コンベヤ制御装置は、積み重ねシートAの1丁あたりの幅寸法W1がベニヤ板Bの幅寸法W2よりも小さいときは、第1コンベヤ2から第2コンベヤ3への積み重ねシートAの受け渡し時に1丁分ごとに隙間が形成されるよう第1コンベヤ2と第2コンベヤ3を動作させる。
(もっと読む)
商品集積装置
【課題】ツバ部付きの容器を集積する際に、隣接するツバ部が重なりを生ずることのない商品集積装置の提供
【解決手段】搬送手段7により供給される上端周縁部にツバ部を有するカップ状商品Zを集積させるための商品集積装置であって、搬送手段7の搬送路終端側71において、搬送手段7による搬送方向と交差する方向に移動可能に設けられる整列ガイド31と、搬送手段7の搬送路終端側71であって、整列ガイド31移動方向側に配置される修正ガイド4と、を備えており、整列ガイド31は、搬送手段7により供給されてくるカップ状商品Zの胴部をガイドしつつ所定の個数ずつ収容するためのガイド溝35を備え、修正ガイド4は、整列ガイド31の移動に伴って移動するガイド溝35に沿って並ぶ複数のカップ状商品間を通過することにより各カップ状商品Zを押圧して位置修正を行う複数の位置修正部材42を備える商品集積装置。
(もっと読む)
結束シート状物の反転装置
【課題】結束シート状物を損傷させることなく効率よく反転させることができるようにすること、および、小型のシート反転装置が得られるようにすることである。
【解決手段】搬入コンベヤ11の下流側に搬出コンベヤ41を設け、上記搬入コンベヤ11の搬出端にプッシャ装置30を設ける。搬入コンベヤ11から搬出コンベヤ41に向けて搬送された結束シート状物Aの搬送方向の前半部が搬出コンベヤ41に送り込まれた状態で搬出コンベヤ41を、その搬出端部を中心にして搬入端部が下降動する方向に揺動させ、同時に搬出コンベヤ41により結束シート状物Aを上流側に搬送して、搬出コンベヤ41の搬入端部上で起立させる。その起立状態の結束シート状物Aをプッシャ装置30で押圧し、結束シート状物Aの伏倒によって反転状態とし、その反転状態で搬出コンベヤ41を水平状態に戻して反転された結束シート状物Aを下流側に搬送する。
(もっと読む)
円柱形物体の搬送装置
【課題】円柱形物体1を,その軸線1bの回りに回転しながら搬送する搬送装置において,その装置の小型化等を図る。
【解決手段】平行に延びるように配設した少なくとも二本の搬送コンベア4,5を備え,この各搬送コンベア4,5を,同じ方向に速度を変えて駆動することにより,前記円柱形物体1を,その軸線1bの回りに回転しながら搬送する。
(もっと読む)
コンベヤ装置
【課題】駆動速度の異なる2列のコンベヤ83,85に受け皿11を跨らせて横回転させながら搬送することによって、前記受け皿11の搬送姿勢を揃えるコンベヤ装置80において、姿勢揃え時の脱落の衝撃で、前記受け皿11上の農産物Aが落下するのを防止できるようにする。
【解決手段】前記受け皿11が跨って載るように並列状に配置された2列のコンベヤ83,85群は、搬送面の高さ位置が高い方である高位置コンベヤ83と、低い方である低位置コンベヤ85とからなる。前記各コンベヤ83,85の駆動速度には前記各搬送面の高低差に対応した速度差を持たせる。前記受け皿11の外周下部に形成された段差部20が前記高位置コンベヤ83における前記低位置コンベヤ85寄りの角部83aに被さって嵌ることによって、前記受け皿11の一方向回転を停止させる。
(もっと読む)
食品移送装置
【課題】所定間隔をあけて順次連続して搬送されてくる食品のその後の処理を効率よく行うことができるよう、食品をトレイ上に連続的に移送することができる食品移送装置を提供すること。
【解決手段】食品Aを順次連続搬送する第1搬送手段12と、第1搬送手段12の一側に搬送方向に沿って延設された押出板24を備え、押出板24により食品Aを第1搬送手段12の他側に押し出すよう構成された押出手段14と、第1搬送手段12の下方に配設された、トレイ18を第1搬送手段12の搬送方向に対して垂直方向に搬送する第2搬送手段16と、第2搬送手段16にトレイ18を供給するトレイ供給手段20とを備えた食品移送装置10である。
(もっと読む)
鶏卵整列装置
【課題】鶏卵の損傷を防ぎながら、均等な間隔で整列させることができる鶏卵整列装置を提供する。
【解決手段】本発明に係る鶏卵整列装置は、X方向へ鶏卵Eを搬送する搬送部1と、鶏卵Eを搬送部1の幅方向へ分散しながら停留させる停留部2と、停留部2の下流側に隣接し、搬送部1の幅方向に均等な間隔となるように鶏卵Eを案内する案内部3と、案内部3が案内する間隔と同じ間隔で鶏卵Eを整列させる整列仕切部4とを備えている。鶏卵Eは、案内部3によって整列仕切部4の上流側先端に直接接触しないように案内されるので、鶏卵Eの損傷や、整列仕切部4で形成された通路の入り口に鶏卵Eが重なり合って詰まることを防げる。また、鶏卵Eは、停留部2によって搬送部1の幅方向へ分散されるので、整列仕切部4で形成された複数の通路に偏りなく鶏卵Eを整列させることができる。
(もっと読む)
回動搬送装置
【課題】電動モータを使用することなく、物品が載置された搬送装置の走行に伴って搬送方向を転向して装置自体の構造を簡易化して小型化及び低コスト化する。
【解決手段】本体フレーム(9)に対する走行体(19)の移動に伴ってガイド部材(17)に対してガイド回転体(43)を転動させることによりラックギャ(35)を移動してピニオンギャ(29)を回転して搬送装置(11)の搬送方向を上記ガイド部材(17)の直線部(17a・17b)の相互間隔に対応する角度で変更可能にする。
(もっと読む)
集積供給システム
【課題】物品の形状や包装態様に関係なく、包装機に物品を供給できる集積供給システムを提供する。
【解決手段】集積供給システム12は、複数の物品XA1を外包機11に向けて搬送するベルトコンベア14と、ベルトコンベア14と協働するアームコンベア15と、物品XA1を外包機11に向けてガイドするガイドユニット16と、等を備えている。ガイドユニット16は、ベルトコンベア14のベルト33上に通路を形成する一対の外側ガイド部材46,47と、外側ガイド部材46,47に形成される通路を仕切って複数の小通路に分割する中間ガイド部材48〜52と、等を備えている。外側ガイド部材46,47は、外包機11に向かうに連れて互いの間隔が狭小となるようにベルトコンベア14の筐体45に取り付けられる。アームコンベア15は、ベルトコンベア14と共に、ベルト33に置かれた物品XA1を搬送するアーム57等を備えている。
(もっと読む)
移載秤量装置
【課題】複数種の容器をそれぞれ所望の高さで支持でき、しかも複数種の容器に投下される内容物を一つの秤量手段によって秤量できる移載秤量装置を提供する。
【解決手段】移載秤量装置1は、相互に上下方向の寸法を違える複数種の容器3,5から選択される容器を一つずつ送り出す容器供給手段7と、容器供給手段7を昇降させる導入昇降手段9と、相互に高さを違える複数の支持手段11,13と、容器に内容物を投下する主投下コンベヤと、主秤量手段19と、移載コンベヤ21と、容器に少量の内容物を投下する副投下コンベヤと、副秤量手段27と、移載コンベヤ21を昇降させる導出昇降手段29とを備える。
(もっと読む)
箱反転装置
【課題】直線の搬送ライン途中に設置でき、上下逆の状態で搬送されてくるダンボール箱を搬送しながら上下反転して高い処理能力を実現するとともに、シンプルな機構でスペースをとらないダンボール箱反転装置を提供する。
【解決手段】回転ドラム7は、回転円板11,12、及び両円板11,12間において互いに向い合うように配置された一対のベルトコンベア30,31と一対のガイド板40,41とから構成されていて、内部に箱Aの断面形状に合致するような断面略矩形の搬送経路3を形成している。箱Aは、ベルトコンベア30,31が上下位置にあるときに搬送経路3内に進入し、左右面がガイド板40,41で案内されつつ、上下面がベルトコンベア30,31で挟まれた状態で搬送されながら、回転ドラム7が回転することにより反転される。回転ドラム7の出口側において、反転された状態にある箱Aが搬出される。
(もっと読む)
選果システム
【課題】表面が柔らかい青果物でも容易に箱詰めできる選果システムを提供する。
【解決手段】青果物6を載置した載置台5を上流側から下流側に搬送する主搬送手段が備えられ、主搬送手段には上流側から青果物6を載置台5上に載せる載置工程と、前記青果物6の品質を測定する品質計測工程と、前記品質計測工程の測定結果から等級や階級別に青果物6を選別してパック詰めするパック詰め工程とが設けられる選果システムにおいて、パック詰め工程は、主搬送手段の下流部で等級や階級別に分岐して搬送する複数の選別ライン30が設けられ、各選別ライン30の側方には、載置台5上に載置された青果物6のがく片側を吸着してパック48まで搬送し、整列させて吸着を解除してパック48内に詰めるパック詰めロボット33を備えるものとする。
(もっと読む)
21 - 40 / 370
[ Back to top ]