
Fターム[4E001BB07]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | TIG溶接 (316)
Fターム[4E001BB07]に分類される特許
221 - 240 / 316
TIG溶接方法及びその装置

【課題】 厚さの異なるアルミ板などのワークをTIG溶接する際に、薄板側の溶湯の先行溶け落ちによるホールなどが生じないTIG溶接装置を提供する。
【解決手段】 TIGトーチ3とワークの間に形成される不活性雰囲気10中に2本のフィラワイヤ4,5を供給しながら厚さの異なるワークを溶接するTIG溶接装置において、2本のフィラワイヤ4,5を支持するガイド部6,7に、これらのフィラワイヤ4,5の供給位置を別個独立に制御するサーボモータ8,9を設け、薄板側のワークの溶解温度が急激に上昇するのを抑える。2本のフィラワイヤ4,5の供給位置は、ロボットによる溶接経路の教示点毎に設定され、これらの教示点に基づいてサーボモータ8,9により2本のフィラワイヤ4,5の供給位置が再生されてTIG溶接がなされる。
(もっと読む)
薄鋼板のTIG溶接方法

【課題】スパッタの発生がなく、また高速溶接においてもハンピング現象を抑制しつつ、溶着量の増加を図るべくフィラーワイヤを安定かつ容易に供給することができる薄鋼板のTIG溶接方法を提供する。
【解決手段】薄鋼板を被溶接材10として、少なくとも2本の電極1を用いる多電極TIG溶接を行なうにあたり、各電極と被溶接材との間に発生するアーク2のうち少なくとも2つのアークが電磁力の作用によりお互いに引き合って一体のアークを形成するよう電極を配置するとともに、その一体化したアークにより形成された溶融プール3の後方から、フィラーワイヤ4を、該ワイヤの前記溶融プールへの接触直前の温度が1200℃以上となるように、通電加熱しながら添加する。フィラーワイヤの通電加熱用電流の向きを、TIGアーク発生用電流と同じ向きとするのが好ましい。
(もっと読む)
水中補修溶接方法
【課題】水中でレーザ光によって溶接補修を行なう場合に、残留した水分が噴出す際に溶接金属を吹き飛ばして溶接不良が発生する不具合を、抑制・防止する。
【解決手段】補修対象部を含む金属製構造物2の表面を養生板3によって覆うようにその養生板3を水中で構造物2に溶接する。溶接は、溶接部に不活性ガス10を供給しながら、養生板3の周囲を水中でレーザ溶接により溶接し、補修対象部を養生板3によって密封するものである。レーザ溶接におけるレーザ光7と同軸に溶接部に不活性ガス10を供給しながら溶接する。養生板3には溶接中に養生板3と構造物2との間に残留した水から発生する水蒸気を逃がすための開口があらかじめ設けられており、養生板3の周囲を構造物2に溶接した後に開口を封止する。
(もっと読む)
被接合部材の溶接接合方法並びに溶接接合体及び鉄道車両用構体
【課題】溶接速度を落とすことなくアンダーフィルによる影響をなくした被接合部材の接合方法を提供すること。
【解決手段】被接合部材11,12の接合端面を突き合わせ、その接合端面同士が重なった接合線14に沿ってレーザビームを照射し、それによって被接合部材11,12同士を溶接した溶接接合体10を得るためのものであって、被接合部材11,12の端部に形成された突出部13の接合端面を突き合わせ、その突出部13によって被接合部材11,12の表面よりも高い位置にある接合線14に沿ってレーザビームを照射し、被接合部材11,12同士の溶接後、その溶接部にできたアンダーフィルによる凹部15の深さ以上に突出部を切削し、接合部16表面を平らにするようにした被接合部材の溶接接合方法。
(もっと読む)
真空中のアーク溶接装置および同溶接方法
【課題】高真空中においても10〜20cc/分程度の微量の溶接ガス流量で、かつ比較的低電圧を利用して円滑なアーク起動および長いアーク長の溶接を行う溶接アークへの移行を円滑に行うことができるようにする。
【解決手段】アーク発生用の溶接ガスを供給するガス供給装置2と、内部にガス通路が形成されガス供給装置により供給される溶接ガスを先端から噴出する中空電極4と、この中空電極と被溶接物との間に電圧を印加して放電を起させ、溶接ガス中にアークを発生させる電源8とを備え、中空電極4の先端部4aを一定長さに亘って本体部4bよりも肉薄としてアークから受ける先端部の熱エネルギ密度を本体部よりも高める。
(もっと読む)
溶接プロセス
溶接シームによる周継手に沿った第2のパイプの端部への第1のパイプの端部の接続のための溶接プロセスにおいて、該第1のパイプと該第2のパイプとが、該周継手の形成に必要な位置に互いに対して配置され、冷却材の放出を行う冷却本体は、該第1のパイプおよび/または該第2のパイプの中に挿入され、それにより放出された冷却材が、溶接される端部の範囲において該パイプのうちの少なくとも1つを冷却し得、該パイプおよび溶接トーチが、該周継手に沿って互いに対して動かされ得、該溶接トーチによって溶接され得、該冷却材は、所定の間隔で放出される。 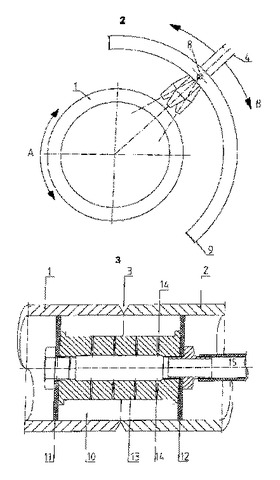 (もっと読む)
(もっと読む)
長寿命の溶接電極及びその溶接ヘッド
【課題】 溶接電極の耐久性を向上させ、溶接の作業効率の向上、交換時間の短縮をは図り、信頼性の高い溶接を長時間可能とする溶接電極の固定構造、溶接ヘッドを提供すること。
【解決手段】 溶接電極301を挿入するための挿入部304を有する固定台302の挿入部304に、熱伝導性材料303を介して溶接電極301の固定部305を挿入し、溶接電極301の固定部305の周面と固定台302とを均一に接触させて溶接電極301を固定台304に固定したことを特徴とする。
(もっと読む)
電動弁および電磁弁
【課題】ケース肉厚の増大による励磁力効率の低下を招来することなく、溶接熱影響による許容応力の低下を補償して所要の耐圧破壊強度を得ることを達成したうえで、ロータケースの材料費の削減、高い生産性によって低廉化を図ること。
【解決手段】ロータケース33の弁ハウジング11に対する突合せ溶接部の肉厚ts’をコイル装着部の肉厚tsに比して厚くし、ロータケース33は溶接端縁部の肉厚に相当する肉厚の素材を深絞り加工した深絞り加工品とする。
(もっと読む)
両面溶接方法及びその溶接構造物
【課題】両面溶接によって健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供する。
【解決手段】ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、継手部の表面側又は裏面側の一方に前記溶け込み促進剤4aを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤4bを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合する。
(もっと読む)
溶接方法
【課題】従来よりも酸素ガス等の混合ガスの少ないアルゴンガスを用いて安定的にMIG溶接を行う。
【解決手段】母材の表面に対してアーク放電を行うことにより所定領域に溶接クリーニングを行う。次いでその所定領域に対してアルゴンをシールドガスとしてMIG溶接を行う。シールドガスには、アルゴン以外の成分は積極的には添加されない。
(もっと読む)
ナロウグルーブのシールドガス供給方法及びシールドガス供給ウェッジ
【課題】ナロウグルーブ底部における溶接アークに対してシールドガスを供給するためのシールドガス供給チューブを提供する。
【解決手段】本シールドガス供給チューブは、ガス供給端部(34)とガス吐出端部(36)とを有する少なくとも1つのほぼ中空の細長い平面チューブと、互いに分離されかつ前記供給端部と前記吐出端部との間で延びる前記チューブ内の一対のガス通路(38、40)と、前記一対のガス通路と個別に連通した前記供給端部における一対のガス供給管継手(52、54)と、を含む。
(もっと読む)
薄鋼板の高速TIG溶接方法
【課題】高速溶接においてもハンピング現象やスパッタの発生がなく、さらにビードの幅が比較的広く、狙い位置管理も容易な薄鋼板の高速TIG溶接方法を提案する。
【解決手段】3本の電極の先端が三角形を形成するように配置し、該3本の電極と被溶接材との間に発生する3つのアークのうち、少なくとも2つ以上のアークが、電磁力の作用によりお互いに引き合って、一体のアークを形成するように、各電極の間隔を近接させて、1つの溶融池を保った状態で溶接することを特徴とする薄鋼板のTIG溶接方法。
(もっと読む)
溶接装置及びそれを用いた三次元溶接装置
【課題】熟練した技術を必要とせずに、金型に熱的悪影響を一切与えることなく、金型の極微細な傷や極僅かな変形を補修し、補修後の金型に高い耐久性を付与し得る手段を提供すること。
【解決手段】金属からなる母材32の溶接箇所の近傍に配設される1次電極15と、母材32に電気的に接続される2次電極16と、1次電極15と2次電極16との間にパルス状に電流を通電して1次電極15と母材32との間に断続的にアークを発生させる電源装置と、アークの発生による熱で溶融した母材32の中へアークが消える前に金属からなる溶加材25を差し込む溶加材送給装置14と、を具備する三次元溶接装置1の提供による。
(もっと読む)
面を粗面化するときに使用するための変形溶接トーチ
【課題】 高効率で広い表面領域を処理する溶接トーチを提供する。
【解決手段】
溶接トーチ(20)は、トーチ本体(22)及びトーチヘッド(28)を含み、トーチヘッドは、密集アレイとして配列された複数のトーチ火口(30)を有する。被覆される面を粗面化する方法は、(a)火口(30)のアレイが装着されたトーチヘッド(22)を有する反転切換えアーク溶接トーチ(20)を提供することと、(b)前記火口(30)と被覆される面との間に溶接アークを発生することなく、前記面に沿って前記溶接トーチ(20)を移動し、それにより、前記面を粗面化することとを含む。
(もっと読む)
溶接方法
【課題】狭開先溶接の溶接割れや機械特性劣化を簡易な手段で防止する溶接方法を提供する。
【解決手段】所定条件で行われる溶接において母材にできる溶融池の固有振動数よりも小さい加振振動数、好ましくは20Hz以下、更に好ましくは1〜5Hzの振動数の振動を、偏心モータ等の機械的な振動を発生する装置によって母材に与えながら、母材を溶接する。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面に亜鉛系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面にアルミニウム系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
活性金属溶接用シールドボックス及び溶接台車
【課題】ジルコニウム等の活性金属のアーク溶接で必要な溶接継手の酸化及び窒化防止,自動溶接の施工及び操作性向上,品質良好な溶接部を得るのに有効な活性金属溶接用シールドボックス及び溶接台車を提供する。
【解決手段】ジルコニウム等の活性金属からなる継手部材1a,1bをアーク溶接する時に使用される活性金属溶接用シールドボックスにおいて、前記シールドボックス21は、溶接方向の前方から溶接ワイヤ12を送給及びアーク溶接部分をCCDカメラ14で撮像する開口部23と、この開口部23の中にTIG溶接トーチ10を配置するトーチ取付け機構16と、アーク溶接するTIG溶接トーチ10の周辺及び溶接後方の熱影響部分に不活性ガス32を放出させるガス放出機構部と、前記開口部23の一部を除いた前記シールドボックス21の側面外周囲に設ける軟質変形自在な耐熱性シート24とを備えている。
(もっと読む)
テンパービード工法
【課題】本発明は、母材中の硬化域の焼き戻しを簡便かつ確実に行うことができるようにして硬化域のない補修溶接を実現できるテンパービード工法を提供するものである。
【解決手段】本発明は、母材上に溶接により形成した初層上に、残層を1回以上溶接し、前記初層で生じた母材側の硬化域を前記残層の溶接熱によって焼き戻すテンパービード工法において、前記母材上に前記残層を溶接する際、既に形成した初層を縁取る形状の当て材を母材上に設置し、この当て材の内側面を基準として前記初層に重なるように溶接して前記残層を形成することを特徴とする。
(もっと読む)
クランプ装置、接合装置および接合方法
【課題】2つの部材の円環状継手を仮止めすることなく接合することが可能になるクランプ装置を提供する。
【解決手段】クランプ装置1は、円形の凹所16を有するベース15と、凹所16内に嵌め入れられる円形の蓋18とを、蓋18の周縁部とベース15における凹所16の外周縁部とよりなる円環状継手19において全周にわたって接合する際に、蓋18をクランプする装置である。クランプ装置1は、クランプ本体2と、クランプ本体2における凹所16および蓋18の中心線の周りに回転自在となるようにクランプ本体2に取り付けられた押さえ具3とを備えている。
(もっと読む)
221 - 240 / 316
[ Back to top ]