
Fターム[4E001BB07]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | TIG溶接 (316)
Fターム[4E001BB07]に分類される特許
241 - 260 / 316
ホイールの製造方法
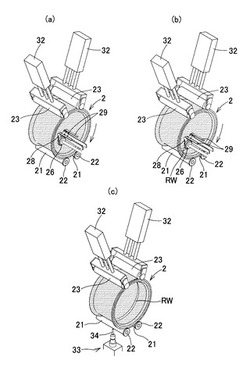
【課題】 溶接予定箇所のメッキを容易に且つ綺麗に除去可能となし、リムに対してメッキを施したホイールを安価に且つ効率的に製造可能なホイールの製造方法を提供する。
【解決手段】 リム2とディスクとからなる2ピースタイプのホイールの製造方法であって、ホイール構成部材としてのリム2に対してクロムメッキ処理を施した後、リム内周面におけるディスクとの溶接予定箇所RWを研磨ベルト20により研磨して、該溶接予定箇所RWのメッキを除去し、その後ディスクをリム2に内嵌固定してから、該溶接予定箇所RWに沿ってディスクとリムとを溶接接合する。
(もっと読む)
両面溶接方法及びその溶接構造物

【課題】
溶接継手部に特殊な開先形状の加工を施さない略I型継手又は略T型継手のままで、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とからの両面深溶け込み溶接の施工によって、接合不足のない深い溶け込み形状の健全な接合部を得る。
【解決手段】
ステンレス鋼又は低炭素鋼の部材からなる継手部の表面側又は裏面側に金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、前記溶け込み促進剤4a,4bを前記継手部3の表面側1a,2a又は裏面側1b,2bの一方に塗布及び乾燥した後に特定範囲の溶け込み深さH1までアーク溶接して溶融させ、その後に、前記溶け込み促進剤4a,4bを反対側の残り継手部3aの裏面側1b,2b又は表面側1a,2aに塗布及び乾燥した後に特定範囲の溶け込み深さH2までアーク溶接して溶融させる。
(もっと読む)
残留応力改善溶接施工法及び溶接構造物
【課題】
開先継手の管部材又は板部材の片面溶接で生じる裏面側の裏ビード部分及びその近傍の残留応力を圧縮応力に改善して応力腐食割れなどを防止するのに有効な残留応力改善溶接施工法及びその溶接構造物を提供する。
【解決手段】
管部材又は板部材を突き合せて形成した開先の継手部材1,2の片面溶接で生じる裏面側の裏ビード部分及びその近傍の残留応力を圧縮応力に改善する残留応力改善溶接施工法であって、初層溶接で開先底部の裏面側に裏ビード15を形成させた後に、特定の積層ビード高さHbまで4kJ/cm以上12kJ/cm以下の入熱量範囲Q1で積層溶接41し、その後に、残りの開先部分から開先上部の最終層まで2kJ/cm以上6kJ/cm以下の入熱量範囲Q2で積層溶接42して、前記裏ビード部分及びその近傍の熱影響部分に圧縮残留応力を形成させ又は前記裏ビードの一部に僅かな引張応力が混在する圧縮残留応力を前記熱影響部分に形成させる。
(もっと読む)
爆発溶接で形成される中間片を備えた材料複合体
【課題】 特に強度、耐熱疲労性および耐食性に関して、十分な機能を持つ材料複合体を提供する。
【解決手段】 本発明は、鋼鉄又はチタンをベースにした材料からなる部分と、銅又はアルミニウムをベースにした材料からなる部分とを備えた材料複合体を製造するプロセスに関し、材料複合体の両部分が、中間片を介して継ぎ合わされる。その中間片も、同様に爆発溶接によって互いに接合された、鋼鉄又はチタンをベースにした材料からなる領域と、銅又はアルミニウムをベースにした材料からなる領域とを有する。材料複合体のそれら両部分は、融接プロセス又は拡散溶接プロセスによって、いずれの場合においても、同じタイプの中間片領域に接合される。
(もっと読む)
金属体の応力腐食割れ防止方法
【課題】簡便な施工で耐SCC性が向上する金属体のSCC防止方法を提供する。
【解決手段】熱影響を受けたニッケル基合金からなる金属体1の応力腐食割れ防止方法において,前記ニッケル基合金の安定化パラメータが8以上でかつ12未満のNbならびにCrを含有するニッケル基合金であって,前記熱影響を受けた熱影響部4の表層を加熱して再溶解6することを特徴とする。
(もっと読む)
溶接装置
【課題】 接合長さの長い突き合わせ部をハイブリット溶接する場合でも、プラズマアークを安定させて良好な接合部を得ることができる溶接装置を提供すること。
【解決手段】 ベース23に埋設した下部電極21上に2枚の被溶接部材80をその板端を付き合わせた状態で載置し、該被溶接部材80を、その上面をクランプ30により押さえて下部電極21上に固定し、突き合わせ部81の溶接線83に沿って溶接ヘッド40を走行させることにより、突き合わせ部81を溶接する溶接装置であって、下部電極21が溶接線83に平行で該溶接線83の下側に所定幅の間隙をもって互いに対向するように配置されており、ベース23が、その上角凹部に下部電極21を絶縁材25を介して保持し、溶接線83の下側で所定幅の間隙Kで離間するように配置されている溶接装置において、離間した下部電極21の、溶接ヘッド40の走行開始側の端面51を導電材211で連結した。
(もっと読む)
長寿命の溶接電極及びその固定構造、溶接ヘッド並びに溶接方法
【課題】 溶接電極の耐久性を向上させ、溶接の作業効率の向上、交換時間の短縮をは図り、信頼性の高い溶接を長時間可能とする溶接電極の固定構造、溶接ヘッドを提供すること。
【解決手段】 溶接電極301を挿入するための挿入部304を有する固定台302の挿入部304に、熱伝導性材料303を介して溶接電極301の固定部305を挿入し、溶接電極301の固定部305の周面と固定台302とを均一に接触させて溶接電極301を固定台304に固定したことを特徴とする。
(もっと読む)
多重管の接合方法及び多重管
【課題】 耐食性の低下が少ない多重管の接合方法及び多重管を提供する。
【解決手段】 2本の多重管1a、1bのそれぞれの一端面同士を接合する多重管の接合方法において、それぞれの多重管は低合金鋼からなる内管2a,2bと、内管の外周に配されたステンレス鋼からなる外管3a,3bとを備え、2本の多重管のそれぞれの一端面同士の間にアモルファスシートからなるインサート材を介在させた状態で、端面同士を突き合わせ、端面近傍を加熱してインサート材の融点以上かつ多重管の融点以下の温度に保持する。
(もっと読む)
交流ティグ溶接方法
【課題】 交流電流Iwを通電して交流アークを発生させて溶接する交流ティグ溶接方法において、溶接トーチに磁気攪拌用の励磁コイルを装着することなく、かつ、溶融池に大きな攪拌・揺動を生じさせることなく、溶接部のブローホール発生を大幅に抑制することが本発明の課題である。
【解決手段】 本発明は、交流電流Iwを通電して交流アークを発生させて溶接する交流ティグ溶接方法において、前記交流電流Iwの交流周波数を溶融池に高周波振動によるキャビテーションを生じさせる範囲に設定し、溶融池内部からの気泡の放出を促進してブローホールの発生を減少させる交流ティグ溶接方法である。前記交流周波数の範囲は、5kHz以上35kHz以下である。
(もっと読む)
管体封止装置及び溶接部の気密試験方法
【課題】
簡単に管体封止装置の設置が行え、而も溶接後も管体外からの作業で管体封止装置の設置を可能とする。
【解決手段】
弾性材料により形成された中空ドーナツ状の膨縮チューブ12と、該膨縮チューブの開口部を閉塞する様に前記膨縮チューブに一体に設けられた隔壁16とを有し、前記膨縮チューブを膨張させて管体25内周面に押圧させ、管体断面を封止する様構成した。
(もっと読む)
シールドガス、これを用いた溶接方法および被溶接物
【課題】 適正な溶接条件を設定することで、溶接品質を低下させることなく溶接金属部の溶け込みを深くするようにした。
【解決手段】 ヘリウムガスに酸素ガスを添加してその濃度を0.2vol.%以上(好ましくは0.4vol.%以上)としたシールドガスを使用し、溶接金属中の酸素濃度を70〜700ppmとすることで溶接金属部の溶け込み深さを深くし、溶接金属部の寸法比D/W値を大きくした。また、溶接電流、溶接速度、アーク長の適正な範囲をなす溶接条件のうち少なくとも一つを満たして溶接することで、溶接品質を低下させることなく、さらなる深溶け込みを実現させる。
(もっと読む)
TIG溶接方法
【課題】TIG溶接において、溶接品質を低下させることなく溶接金属部を深くし、かつ容易に溶接施工が可能であり、しかも溶接効率を高めることができるTIG溶接方法を提供する。
【解決手段】電極2と被溶接物10との間にアークを発生させることによって、被溶接物10を溶接する方法であって、不活性ガスからなる第1のシールドガス8を、電極2を囲むように被溶接物に向けて流すとともに、酸化性ガスを含む第2のシールドガス9を、第1のシールドガスの周辺側に、被溶接物10に向けて流し、溶接金属部の表面に形成される酸化膜の厚さを20μm以下とする。
(もっと読む)
構成可能なデュアルプロセス溶接ヘッドおよびその構成方法
溶接ヘッドが、トラックまたはガイドに沿ってそれを誘導するためのキャリッジアセンブリを採用し、上に取り付けられたトーチアセンブリが、溶接プロセス用に構成される。トーチアセンブリは、取り付け板上に合わせて取り付けられたトーチブロックおよびGTA溶加ワイヤガイドを含み、前記ワイヤガイドは、トーチブロック上に取り付けられた溶接トーチに近接して配置される。前記ブロックには、GMAトーチおよびGTAトーチのいずれかを取り付ける場所がある。トーチブロックには、GMAトーチを通して前記ワイヤを送給するために、トーチブロック内にGMAアダプタスリーブを配置する場所がある。制御ユニットは、電源、ガスの供給部、冷却液供給部を含む手動、半自動、自動制御を行う。 (もっと読む)
溶接トーチ、溶接装置及び溶接方法
【課題】
本発明は、従来の構成が有していた狭隘部或いは2つの部材が鋭角に接する接合部の隅肉溶接が困難であるという問題点を解決することを目的とするものである。
【解決手段】
そのために、本発明は溶接用の電極を支持するヘッド部とヘッド部に接続された接続部材と接続部材に接続されたトーチケーシングとを備えた溶接トーチにおいて、ヘッド部の外形形状を逆台形状にし、接続部材の後方下部及びトーチケーシングの下部に前後方向に設けられた凹みと、凹みに設けられ溶加ワイヤを導入するワイヤ導入管とを備え、トーチケーシングの内部空間をケーシング内シールドガス供給路としたことを特徴とする。
(もっと読む)
狭開先溶接方法及び溶接構造物並びにその溶接装置
【課題】
開先継手の片面溶接で生じる残留応力を圧縮応力に改善して応力腐食割れなどを防止する。
【解決手段】
管部材又は板部材を突き合せて形成した開先継手1,2の底部から上部まで片面溶接する狭開先溶接方法であって、開先底部の裏面側に裏ビード15を形成する初層裏波溶接工程53と、この初層裏波溶接工程53後に、特定の積層ビード高さHbまで第1の入熱量範囲Q1で積層溶接する第1の積層溶接工程41と、この第1の積層溶接工程41後に、残りの開先部分から開先上部の最終層39(P=N)まで第2の入熱量範囲Q2で積層溶接する第2の積層溶接工程42とを備える。前記第1の積層溶接工程41で用いる第1の入熱量範囲Q1は4kJ/cm以上12kJ/cm以下であり、前記第2の積層溶接工程42で用いる第2の入熱量範囲Q2は1kJ/cm以上6kJ/cm以下である。
(もっと読む)
温水容器
【課題】溶接隙間部での耐食性に優れ、かつ水道直結タイプとしての使用に適した溶接部の強度を有する温水容器を提供する。
【解決手段】質量%で、C:0.025%以下、Si:0.6超え〜2%、Mn:1%以下、P:0.045%以下、S:0.01%以下、Ni:0.6%以下、Cr:17〜23%、Mo:0.5〜1.7%、Nb:0.05〜0.5%、Ti:0.05〜0.3%、Cu:0.6%以下、Al:0.02〜0.3%、N:0.025%以下、残部Feおよび不可避的不純物であるフェライト系ステンレス鋼板部材の溶接接合により構築され、その溶接部の温水に接触する部位に隙間構造をもつ温水容器。特にその溶接部が「溶接まま」の状態で使用されるものが好適な対象となる。
(もっと読む)
液体ブリッジを介した金属移行を用いるTIG溶接又はろう付け溶接
【課題】TIG溶接プロセスにおいて品質に優れ、高い溶接速度で施工が可能な方法を提示する。
【解決手段】非消耗電極4が設けられたTIGトーチと消耗溶加ワイヤ1とを使用し、消耗ワイヤ1の一端を非消耗電極4と溶接されるべき少なくとも1つのワークピース8との間に発生させる電気アーク5によって順次溶融して、溶融金属3をワイヤ1からワークピース8へと移行させ、かくして、溶接継手6を得るアーク溶接方法に関する。その溶加ワイヤ1は、電極4の軸に対して50°未満の角度αで供給される。溶接継手6を形成する溶融金属のパドル2と溶加ワイヤ1の溶けた端との間に恒常的な接触が存在しているように、金属が液体ブリッジ3を介して溶接継手6へと移行される。
(もっと読む)
アルゴン/ヘリウム/水素混合物を用いたTIGブレーズ溶接方法
【課題】消耗溶接ワイヤを用いて、未被覆および/または亜鉛メッキ炭素鋼をTIGブレーズ溶接する方法において、鋼のブレーズ溶接の生産性と品質を改善すること。
【解決手段】TIG溶接トーチ、消耗ワイヤおよびシールドガスを用いて1またはそれ以上の鋼ワークピースをTIGブレーズ溶接するための方法において、シールドガスとして、5体積%未満のヘリウム、1体積%未満の水素、および残部のアルゴンを含有する、ヘリウムと水素とアルゴンから形成される三元ガス混合物を用いる。
(もっと読む)
低温靱性と耐海水腐食性に優れたオーステナイト系ステンレス鋼製溶接構造物
【課題】低温靱性の改善と海水環境下での孔食を回避した高品質の溶接部を有するオーステナイト系ステンレス鋼製溶接構造物を提供する。
【解決手段】 C、Si、Mn、Ni、Cr、Mo、N、Alを所定量含有し、O、P、Sを制限し、さらに、Cu、Ti、Nb、VおよびWのうちの1種または2種以上を所定量含有し、かつ、耐食性の指標であるPIW値が35〜40の範囲にあり、フェライト量の指標であるδcal値が−6〜+4の範囲にあるオーステナイト系ステンレス鋼母材と、溶接部に形成された、C、Si、Mn、Ni、Cr、Mo、Cu、N、Alを所定量含有し、O、P、Sを制限し、Cr当量とNi当量の比(Cr当量/Ni当量)が0.85〜1.2の範囲にあり、耐孔食性の指標であるPI値が35以上である溶接金属とで構成された低温靱性と耐海水腐食性に優れたオーステナイト系ステンレス鋼製溶接構造物。
(もっと読む)
両面アーク溶接のアーク長制御方法と溶接装置
【課題】母材の両面のアーク長、あるいは非消耗電極式溶接の入熱量を安定して制御する消耗電極式溶接と非消耗電極式溶接を用いた両面アーク溶接方法と装置を提案すること。
【解決手段】溶接中は非消耗電極アーク電圧測定回路11で測定した非消耗電極アーク電圧値(Vgta)と予め設定した一定値である消耗電極側のアーク電圧値(Vgma-const)の和(Vall)の値を出力電圧値(Vout)とすることにより消耗電極アーク1のアーク長が一定値となるように制御し、溶接電流測定回路17で測定した溶接電流値により予め設定した非消耗電極側の基準アーク電圧値(Vgta-const)を補正し、この補正アーク電圧値と非消耗電極アーク電圧測定回路11で測定した非消耗電極アーク電圧値(Vgta)との比較により、非消耗電極溶接トーチ8のトーチ高さを調整して非消耗電極アーク6のアーク長が一定値となるように制御する両面アーク溶接方法である。
(もっと読む)
241 - 260 / 316
[ Back to top ]