
Fターム[4E001DD03]の内容
Fターム[4E001DD03]に分類される特許
21 - 40 / 50
ミグ溶接用シールドガスおよびインバーのミグ溶接方法
【課題】インバーをミグ溶接する際に、アークが安定して、気孔の発生を低減でき、溶接品質、作業能率を向上させるようにする。
【解決手段】インバーを溶接するミグ溶接用のシールドガスがアルゴン又はアルゴンとヘリウムの混合ガスに、酸素ガス0.1〜1.5容量%または炭酸ガス0.2〜3.0容量%を混合した2種又は3種類の混合ガスとしたものであり、これらのシールドガスの雰囲気下でインバーをミグ溶接する方法である。
(もっと読む)
交流プラズマ溶接方法
【課題】良好な溶接ビードが得られる交流プラズマ溶接を効率よく行うことが可能な交流プラズマ溶接方法を提供すること。
【解決手段】交流アーク電流Iwを通電するとともに、シールドガスを噴出させる、交流プラズマ溶接方法であって、最大絶対値Ieppは、最大絶対値Ienpよりも大であり、電極マイナス極性期間Tenの時間率が80%〜95%である。このような交流プラズマ溶接方法により、板厚がたとえば12mm程度の比較的厚いアルミニウム板を突き合わせた溶接母材に対して、適度なクリーニング作用によって清浄な状態としつつ、その全厚にわたる良好な溶接ビードを形成可能である。しかも、このような深溶け込み溶接を、溶接トーチ1を1回走査させる、いわゆる1パス溶接によって達成することが可能である。
(もっと読む)
パルス状の電流およびワイヤによるMIG法を用いた金属部品の一部分の製造
本発明は、タービンエンジンの金属部品の幅Lを有する少なくとも一部分を製造するための方法に関する。本方法は、前記一部分が、パルス電流発生器とパルス状の溶着ワイヤの流れとを有しており、前記電流および前記流れを変化させるために使用されるMIG溶接装置を用い、金属の溶着によって製造され、製造が、連続する複数の層の金属ビード(10)の形態で実行されることを特徴とする。 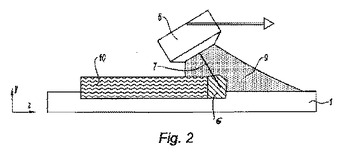 (もっと読む)
(もっと読む)
金属製容器製造方法および溶接装置

【課題】銅製の母材を予熱する手段と溶接する手段とを近距離に配置して溶接装置を小型化して、予熱効果の高い安定した溶接を行う。
【解決手段】MIGワイヤ7と、MIGワイヤ7を取り囲むように配置されるMIG電極5と、MIG電極5を取り囲むように配置されるプラズマ電極11と、を有する溶接装置を用いる。キャスクの内筒1および外筒3に伝熱フィン2を溶接する。溶接方法は、MIG溶接工程およびプラズマ溶接工程を有する。MIG溶接工程は、MIGワイヤ7からMIGアーク8を発生させる。プラズマ溶接工程はMIG溶接工程と並行して、プラズマ電極11によりMIGアーク8を取り囲むように同軸上にプラズマアーク16を発生させる。
(もっと読む)
T型継手の貫通溶接方法及び貫通溶接構造物
【課題】上板側に形成される開先溝や継手ギャップを不要にし,上板表面側からの1パス溶接で下側の立板側まで確実に溶融接合して,十分な溶接強度を得ること。
【解決手段】上板の板厚T1より厚肉の立板3上面に1枚重ね配置された上板1表面又は2枚並列に突合せ配置された上板1,2表面から下側の立板3まで溶融接合するT型継手の貫通溶接方法において,不活性ガスのシールドガス9bを流出するシールドガス供給手段を用いて非消耗電極方式のアーク溶接を遂行すると同時に,溶け込み深さ促進性のフラックス剤が充填されているフラックス入りワイヤ4をアーク6溶接部分に送給しながら下側の立板3まで溶融させ,少なくとも上板裏面貫通後の立板3側の溶け幅wを前記上板1,2の板厚T1より大きく(w>T1)形成,又は上板1,2裏面の貫通部分若しくは立板3側の溶け幅w部分の溶接断面積Aを上板1,2側の板厚断面積B1より大きく(A>B1)形成する。
(もっと読む)
隅肉溶接方法および隅肉溶接継手
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接方法と隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接方法および隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成する。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
隅肉溶接継手および溶接方法
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成し、表ビード側脚長が縦板板厚1/2以上、4倍以下、更に裏波ビード側脚長を2mm以上、縦板板厚以下とする。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
アークスポット溶接方法
【課題】溶接施工の能率を向上し、溶接時の溶落ちを防止するとともにスラグの発生量を低減し、さらに平滑な溶接金属を得ることが可能なアークスポット溶接方法を提供する。
【解決手段】単一の電極として溶接用鋼ワイヤ2を供給し、重ね合わせた薄鋼板5、6のアークスポット溶接を行なうアークスポット溶接方法において、活性ガスをシールドガス3として用いかつ溶接用鋼ワイヤを用いてアーク4を発生させ上側の薄鋼板を溶融する第1溶接工程と、不活性ガスをシールドガスとして用いかつ溶接用鋼ワイヤを用いてアークを発生させて下側の薄鋼板を溶融する第2溶接工程と、生成した溶融メタルを凝固させて溶接金属を形成する冷却工程と、を有するアークスポット溶接方法である。
(もっと読む)
T型継手の貫通溶接方法及びT型継手の貫通溶接構造物
【課題】上板側に形成される開先溝やギャップを不要とし,上板表面からのアーク溶接によって下側の立板側まで溶融接合した健全な溶接金属部を得ることにある。
【解決手段】下側の立板3の上端面に上板1を配置してT型継手を形成し,さらに,前記T型継手の上板1の表面部に溶け込み促進剤4を塗布した後,非消耗電極方式のアーク溶接を遂行する際,下側の立板厚T2が上板厚T1と同一の厚み又は上板厚T1より薄い場合は,上板1裏面貫通後の立板3側の溶融プール7aの溶け幅wを立板厚T2以上に形成させ,一方,前記下側の立板厚T2が上板厚T1より厚い場合には,前記溶融プール7aの溶け幅wを上板厚T1以上に形成させて,所望の溶接金属部7bを有する溶け込み形状とする。
(もっと読む)
片面アークスポット溶接方法
【課題】TIGであっても複数枚のアルミニウム合金の薄板が重ねられて構成された被溶接物に対し、短時間で深い溶込みを実現し、溶接ビードが凸状である信頼性の高い溶接部を得ることができる片面アークスポット溶接方法を提供する。
【解決手段】トーチノズル1は、非消耗式電極3の周りに第1ガスG1を流して非消耗式電極3を外部の雰囲気から遮蔽する第1ガス経路を有する。ガスノズルカップ5は、トーチノズル1の周りを囲むようにトーチノズル1から間隔を設けて配置されている。このガスノズルカップ5とトーチノズル1との間には、第2ガスG2を流して非消耗式電極3及び第1ガスG1を大気から遮蔽する第2ガス経路6が設けられている。第1ガスG1にHeガス又はHeを25%以上含有するHe及びArの混合ガス、前記第2ガスG2にHe以外の不活性ガスを使用する。
(もっと読む)
真空中のアーク発生装置およびアーク発生方法
【課題】スタート後に比較的少ないガス流量でアークに移行することができるとともに、ガス流量の調整範囲を少なくすることができ、脈動現象やアークの消滅を生じることなく、安定したアークを維持する。
【解決手段】中空電極4のガス通路のうち、ガス噴出口5aの先端からガス供給側の一定長さ範囲の領域を断面積が小さいプラズマ発生域とし、さらにそのガス供給側の領域をガス通路断面積がガス噴出口部よりも大きく、プラズマ発生域の圧力変動を抑制するプラズマ発生域抑制部とする。
(もっと読む)
構造部材補修装置、補修用電極および構造部材補修方法
【課題】従来、パルス放電を利用した肉盛溶接によりき裂を被覆する放電被覆法においては、施工前に酸化皮膜の除去が必要であるが従来は溶接装置とは別に研磨装置が必要であった。
【解決手段】補修用電極4を酸化皮膜除去層21で覆った補修用電極4を構造部材31表面に接触させてモータ2によって回転させ、構造部材31表面の酸化皮膜34と酸化皮膜除去層21との摩擦によって酸化皮膜34を除去し、補修用電極4と構造部材31との間でパルス放電を発生させて補修用電極4を溶融させ、肉盛被覆層33を形成し、構造部材31に発生したき裂32を被覆補修する。
(もっと読む)
タンデムアーク溶接システムを制御するロボット制御装置およびそれを用いたアーク倣い制御方法
【課題】アーク倣いの精度に優れ、溶接欠陥が生じることのないアーク溶接が可能となるタンデムアーク溶接システムを制御するロボット制御装置およびそれを用いたアーク倣い制御方法を提供する。
【解決手段】溶接トーチと、溶接トーチをウィービングさせるロボットと、先行極電源および後行極電源と、ウィービング中の溶接状態量を検出する先行極検出部および後行極検出部とを備えるタンデムアーク溶接システムを制御するロボット制御装置8であって、電気的変化量を算出する先行極処理部11aと、その電気的変化量に基づいてウィービング中心軌跡の溶接線からの左右方向および上下方向の位置ずれを補正するための補正量を算出する先行極補正部14aと、電気的変化量を算出する後行極処理部11bと、その電気的変化量に基づいて、ウィービング中心軌跡の溶接線からの回転方向の位置ずれを補正するための補正量を算出する後行極補正部14bとを備える。
(もっと読む)
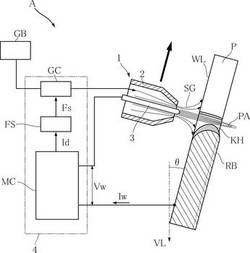
アルミナイズ金属工作物をレーザー−アークハイブリッド溶接する方法
【課題】アルミニウムを含む表面皮膜を有する構造部材の溶接において、良好な機械的特性の得られる方法を提供する。
【解決手段】レーザービームを少なくとも1つの電気アークと組み合わせて金属を溶融し、前記工作物を溶接する。その際、溶融金属の体積を増大し、1.2%より大きい局所的なアルミニウム濃度をなくすことにより、これに起因する機械的特性の低下を防止する。
(もっと読む)
タンデムアーク溶接方法
【課題】既に普及しているロボットシステム、及び、既に普及している溶接ワイヤを用いることができ、低コストで、かつ、従来の低速に加え高速でも十分な継手疲労強度が得られるタンデムアーク溶接方法を提供する。
【解決手段】タンデムアーク溶接方法は、シールドガスを用い、2つの電極(L極EL及びT極ET)で1つの溶融池Pを形成して溶接し、Ni及びMnの含有量が、0.50(質量%)≦{Ni(質量%)+Mn(質量%)}≦6.00(質量%)を満足する鉄系ワイヤである第1溶接ワイヤ(溶接ワイヤW1又はW2)と、Ni及びMnの含有量が、11.00(質量%)≦{Ni(質量%)+Mn(質量%)}≦50.00(質量%)を満足するワイヤである第2溶接ワイヤ(溶接ワイヤW2又はW1)とを用いることを特徴とする。
(もっと読む)
両面溶接方法及びその溶接構造物
【課題】両面溶接によって健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供する。
【解決手段】ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、継手部の表面側又は裏面側の一方に前記溶け込み促進剤4aを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤4bを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合する。
(もっと読む)
プラズマアークトーチの切断品質を改善する方法および装置
金属材料の切断又はマーキングに広く使用されているプラズマアークトーチシステムにおいて、二次ガスの流動を制御することが、二次ガスとプラズマアークを形成するプラズマガスとのエントレインメントを低減する。二次ガスとプラズマアークを形成するプラズマガスとのエントレインメントを低減することは、プラズマアークトーチを用いてなされる切断の品質を向上させる。二次ガスの密度を制御して、二次ガスとプラズマガスとの間の密度差を低減することにより、この目標が達成される。 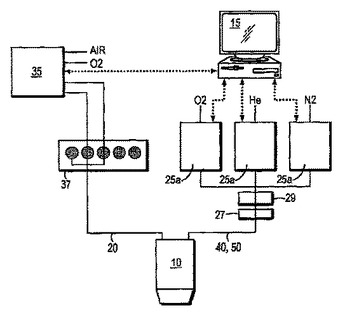 (もっと読む)
(もっと読む)
溶接継手及びその製造方法
【課題】所謂「9%Ni鋼」に溶接施工の高能率化のための大入熱溶接を適用した場合にも破壊安全性の確保ができる溶接継手を提供する。
【解決手段】母材が、C:0.01〜0.2%、Si:0.01〜1.0%、Mn:0.1〜2.0%、Ni:6.0〜10.0%及びAl:0.005〜0.1%を含有し、残部はFeと不純物からなる溶接継手であって、オーステナイト系の溶加材を用いてガスメタルアーク溶接又はエレクトロガスアーク溶接によって接合され、溶接金属の組織がオーステナイトで、且つ、HVWMを溶接金属のビッカース硬さ、HVHAZを溶接熱影響部のビッカース硬さとして、「HVWM≦250」及び「0≦HVHAZ−HVWM≦200」を満足する溶接継手。母材はFeの一部に代えて、(1)Cu≦1%、Cr≦1%、Mo≦1%、B≦0.005%、(2)V≦1%、Nb≦1%、Ti≦1%、Zr≦1%、(3)Ca≦0.005%から選択される1種以上の元素を含有してもよい。
(もっと読む)
重ね隅肉溶接方法
【課題】優れた疲労特性が要求される自動車用薄鋼板の、レーザ溶接とガスメタルアーク溶接の複合溶接からなる重ね隅肉溶接方法を提供する。
【解決手段】先行溶接をレーザ溶接、後行溶接をガスメタルアーク溶接とし、レーザ溶接による溶融池が凝固する前に、溶融池にガスメタルアーク溶接のアーク放電を行う。レーザ溶接におけるレーザのビーム径D(mm)、レーザ出力P(W)および溶接速度V(m/min)は次式を満足する。 120<P/(S・V2)<170ここでS=π(D/2)2はレーザビーム照射面積。
(もっと読む)
MIGブレージング用シールドガスおよびこのシールドガスを用いた溶接方法
【課題】炭素鋼板、亜鉛めっき鋼板、ステンレス鋼板をMIGブレージング溶接する際に、アークのふらつきを抑制し、溶滴をスムーズに離脱させ、陰極点を安定とする。
【解決手段】被接合材が炭素鋼板間、ステンレス鋼板間、炭素鋼板とステンレス鋼板間では、Heが20〜80%と残部がArからなる混合ガスを用い、また亜鉛めっき鋼板では、CO2が3〜6%と残部がAr、He、またはArとHeとの混合ガス、またはO2が2〜4%と残部がAr、He、またはArとHeからなる2種または3種の混合ガスを用い、炭素鋼板間、ステンレス鋼板間、炭素鋼板とステンレス鋼板間、炭素鋼板と亜鉛めっき鋼板間、ステンレス鋼板と亜鉛めっき鋼板間では、O21〜2%とHe20〜80%と残部がAr、またはO21〜2%と残部がArである混合ガスを用いる。
(もっと読む)
21 - 40 / 50
[ Back to top ]