
Fターム[4E068AB01]の内容
Fターム[4E068AB01]に分類される特許
41 - 60 / 130
パターニングされたターボ機械構成部品およびターボ機械構成部品上にパターンを形成する方法
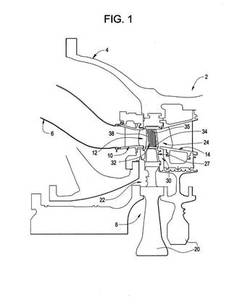
【課題】ターボ機械構成部品上にパターンを形成し、圧縮機および/またはタービン・ブレードの有効表面積を増加させて空力特性を高める。
【解決手段】
ターボ機械(2)構成部品上にパターンを形成する方法が、ターボ機械(2)構成部品の選択された表面領域に材料を加えることを含み、材料は所定のパターンで配置される。本発明の別の態様によれば、ターボ機械構成部品は、外部表面を有するボディ部分を備え、パターンが外部表面上に形成される。パターンは、直接描画(DW)プロセスを通して外部表面に加えられる材料を含む。
(もっと読む)
描画制御装置、レーザ照射システム、描画方法、描画プログラム、及び記憶媒体

【課題】描画時間を短縮して、明度を反転させた形状を描画することができる描画制御装置、レーザ照射システム、描画方法、描画プログラム、及び記憶媒体を提供する。
【解決手段】塗潰しストローク生成部136が、描画領域を塗潰す複数のストロークである塗潰しストロークを生成する。形状ストローク生成部138が、描画領域に形成される形状のストロークである形状ストロークを生成する。第1検知部140が、塗潰しストロークと形状ストロークとの重複部分を検知する。更新部142が、塗潰しストロークから重複部分を除去して描画ストロークに更新する。描画命令生成部144が、描画ストロークに含まれる各ストロークを描画する描画命令を生成する。描画制御部146が、描画命令を用いて、サーマルリライタブル媒体にエネルギーを伝達して可視情報を描画するレーザ照射装置を制御し、サーマルリライタブル媒体上に描画ストロークを描画させる。
(もっと読む)
電子パスポート用レーザーマーキング積層体用複合ヒンジシート及び電子パスポート用レーザーマーキング積層体及び電子パスポート
【課題】引裂、引張強度に優れ、かつ、この綴じ部の耐光、耐熱性を有し、更には、繰り返し曲げに対する抵抗性に優れた複合ヒンジシートを提供する。
【解決手段】多数の開口部を備える織物状シート3の両面に、熱可塑性樹脂からなる熱可塑性樹脂層5を形成してなる複合ヒンジシートであって、織物状シート3は、ポリエステル、ナイロン、ポリプロピレンから選ばれる少なくとも1種のメッシュクロスまたは不織布からなり、熱可塑性樹脂層5は、表面硬度 ショアAが85以上、ショアDが70未満の柔軟性を有する樹脂を原料として形成されてなり、熱可塑性樹脂の一部が織物状シート5の開口部に浸入して開口部の全てを閉塞し織物状シート3に熱可塑性樹脂層5が一体化されてなる複合ヒンジシートC。
(もっと読む)
マーキング装置及び方法
【課題】 識別コードや任意のパターンのマーキング前に、マーキング対象物の移動速度に対する、前記光線偏向手段の偏向角速度の変化を計測する手段を提供する。
【解決手段】 マーキング対象物を所定の速度で移動させ、識別コードを生成する手段を用いて前記識別コードや任意のパターンに対応したマーキング光線を照射させ、前記マーキング光線を偏向させて前記マーキング対象物に照射させる光線偏向手段とを用い、前記マーキング対象物の移動に追従させて、前記マーキング光線の照射方向を変えられる、マーキング装置及び方法であって、前記光線偏向手段に向かって照準光線を照射させ、前記マーキング対象物の移動に同期して移動する光線照射位置検出器を用い、前記光線照射位置検出器に照射される前記照準光線の照射位置の変化を検出する手段を用いた装置及び方法。
(もっと読む)
レーザ反応表面処理方法およびレーザ反応成形加工方法
【課題】鋳鉄をエキシマレーザによりアブレーション加工して表層部の黒鉛を分解除去し、その部分に陥没部を無数に形成させ摺動面を形成する方法は、装置価額が高価なエキシマレーザを使用しなければならず、汎用性が乏しい。また、黒鉛ブロック、窒化ケイ素部品などの難切削材の加工は切削工具による切削・除去加工が困難であり、その加工速度が非常に制限される。
【解決手段】本発明は、球状黒鉛鋳鉄や可鍛鋳鉄などの表面をより波長の長いレーザで加熱しつつ、反応ガスをノズルで供給し、表層部の黒鉛を炭素と酸素又は二酸化炭素(CO2)との反応させ、ガス化して除去し、陥没部を多数形成させる。この処理表面が摺動部品の摺動特性を改善できる。またカーボンブラックや窒化ケイ素などの難切削材料の切削・成形加工を反応ガスを用いて溝掘り加工、彫刻加工などの除去・成形加工をするレーザ反応加工を解決手段として提案している。
(もっと読む)
製品上、特にガラス上に永続的なプロセスマークを施すための方法
【課題】製品上、特にガラス上に永続的なプロセスマークを施すための、迅速かつ精密で、特に個別の印字を可能にする方法を提供する。
【解決手段】レーザを使用して製品上、特にガラス上に永続的なプロセスマークを施す方法である。レーザ光2が顔料層3に衝突することによって、局所プラズマが形成され、二酸化チタン31とカーボンブラック32が反応して炭化チタン34となり、ガラス物品1の表面にこの炭化チタン34が堆積し、所望のプロセスマークを形成する。
(もっと読む)
樹脂コーティング皮膜を有するガラス製品の加工方法
【課題】ガラス製品の表面に被覆された樹脂コーティング皮膜を除去処理して、皮膜中に鮮明な模様の形成が可能な樹脂コーティング皮膜を有するガラス製品の加工方法を提供する。
【解決手段】表面に着色した樹脂コーティング皮膜2を有するガラス製品1に対し、CO2レーザーを照射して前記樹脂コーティング皮膜2を所定のパターンに基づいて除去処理し模様を形成する。また、異なった色に着色した樹脂コーティング皮膜2が複数層あり、この樹脂コーティング皮膜を任意の層まで除去処理して、複数の異なった色の樹脂コーティング皮膜が露呈している模様を形成することもできる。
(もっと読む)
レーザー加飾用シートとこれを用いたレーザー加飾柄付きシート及びレーザー加飾品の製造方法
【課題】 レーザー照射により任意のパターンを成形品に付与できかつ、トップ層を傷つけることのないレーザー加飾用シートとこれを用いたレーザー加飾柄付きシート及びレーザー加飾品の製造方法を提供する。
【解決手段】 基体シート上に、少なくとも剥離層、レーザー照射により変色を起こす添加物を含有する変色層が設けられたこレーザー加飾用シートを用い、前記基体シートが表側となるように成形品の表面に接着した後、前記基体シートを剥離する前又は剥離した後に、レーザーを照射して当該照射部分の前記添加物に変色を起こさせることにより、前記変色層に加飾柄を付与し、レーザー加飾品を製造する。
(もっと読む)
レーザを用いたマーキング方法、該方法によるフラットパネルディスプレイの製造方法及びレーザを用いたマーキング装置
【課題】レーザビームを用いてマーキングを構成するセルの形成を行なうに際し、セルに「カスレ」を生じることのないマーキング方法、該方法によるフラットパネルディスプレイの製造方法及びレーザを用いたマーキング装置を提供する。
【解決手段】ガラスWの表面にレーザビームを照射して、複数のセルからなるマーキングを施すレーザを用いたガラスマーキング方法および装置であって、所定のセルの形成に必要とされるパルスエネルギーを有する第1の周波数のレーザビームで形成した後、次なるセルを形成すべくレーザビームをジャンプさせる際、該レーザビームを第2の発振周波数に制御してパルスエネルギーを刻印が不能な程度まで低減して、該ジャンプ期間中は、レーザビームによる刻印をワークWに施させないようにする。
(もっと読む)
レーザ増感層インキ、レーザマーキング用記録体およびレーザマーキング方法
【課題】本発明の目的は、非接触、高速マーキングという特徴を有するレーザマーキング方法において、特殊なレーザ増感剤を用いなくても、より低いレーザ照射エネルギーで、鮮明にマーキングできるレーザ増感層インキ、それを用いたレーザマーキング用記録体およびレーザマーキング方法を提供することにある。
【解決手段】本発明者は、鋭意検討した結果、支持体と着色層の間にレーザ増感剤を含有する増感層を形成させた記録体において、増感層に二酸化チタンおよびニトロセルロースを含有させると、エネルギーの低いレーザでも着色層を破壊でき、鮮明にマーキングできることを見出し、本発明を完成した。
(もっと読む)
目盛情報印字装置及び目盛情報印字方法
【課題】効率良くかつ高精度に目盛情報を表示部に印字できるとともに、目盛情報の最適な表示状態を長期間維持することができる目盛情報印字装置及び目盛情報印字方法を提供する。
【解決手段】圧力計26の表示板36に目盛情報を印字するための目盛情報印字装置50であって、表示板36に対してレーザー光を照射して目盛情報を印字するレーザー加工装置52と、レーザー加工装置52により印字される目盛情報を記憶するメモリ60Aと、メモリ60Aに記憶されている目盛情報に基づいてレーザー加工装置52の駆動を制御する端末装置本体60と、を有する構成とした。
(もっと読む)
パターン描画方法
【課題】 線状部分及びそれから分岐した枝部を含むパターンを描画し、所望の形状の転写パターンを残すことが可能なパターン描画方法を提供する。
【解決手段】 加工対象物の表面において、第1のレーザビームと第2のレーザビームとのビームスポットが第1の方向に相互に接して並ぶように光軸調整を行う。前記第1のレーザビームと第2のレーザビームとの入射位置が、前記第1の方向と交差する第2の方向に、始点から終点まで移動するように、前記加工対象物を移動させながら、前記第1のレーザビームは始点から終点まで連続的に入射させ、前記第2のレーザビームは断続的に入射させて、線状の軌跡から枝部が突出したパターンを描画する。
(もっと読む)
光学部材のマーキング読み出し方法、マーキング形成方法及びマーキング付光学ガラス部材
【課題】 光学性能への影響が小さいマーキングを形成した場合であっても読み出しが容易なマーキング読み出し方法を提供すること。
【解決手段】 光学ガラス部材上に、前記光学ガラス部材との屈折率差の絶対値が0.1以下である蛍光ガラス層からなるマーキングを形成させた光学部材に、紫外光を照射して、前記蛍光ガラス層から生じる蛍光を読み出す、光学部材のマーキング読み出し方法。
(もっと読む)
加飾成形体の製法
【課題】レーザ照射によって成形体表面に形成された薄膜層を部分的に除去する際、その除去部分以外を保護するためのマスキングを、低コストで簡単に、熟練を必要とすることなく行なうことができ、しかもその仕様を柔軟に変更することのできる優れた加飾成形品の製法の提供をする。
【解決手段】表面に接着層5を介して薄膜層4が形成された成形体3に対し、レーザ照射Aを行なうことにより、その照射部分の薄膜層4を除去し、その下の面である接着層5を露出させて表面模様を形成する際に、上記レーザ照射Aのための照射位置データを援用してマスキングシート材にレーザ照射Bを行い、上記レーザ照射Aによる薄膜層4除去予定部分(上記表面模様)と同一形状の切欠き部Qを形成したマスキングシート10を用いてマスキングするようにした。
(もっと読む)
被加飾物表面加飾法
【課題】縫合溝や突合溝、折込溝等の繊細な仕立溝で仕切られる部分絵柄21が連続した広大絵柄11が表面12に描出された装飾品を効率的且つ経済的に得る。
【解決手段】縫合溝17、突合溝18、折込溝19の何れかの仕立溝20によって複数の区画35に仕切られた装飾品の表面12に、高透過部24を有する可撓性な介在体25を被せ、エネルギーを照射して高透過部24を透過するエネルギー23によって表面の熱可塑性繊維26に熱捲縮、熱収縮、熱溶融の何れかの熱変形を生起させ、その熱変形の差異によって凹凸部分絵柄21を表面の仕立溝に仕切られて隣合う区画に描出する。エネルギーによる熱変形は、仕立溝で向き合う溝壁面36にも生起させ、その溝壁面まで各区画の凹凸部分絵柄を連続させることで、凹凸部分絵柄が仕立溝で途切れることなく連続した広大絵柄11が装飾品の外面に描出される。
(もっと読む)
レーザ転写式修復方法及び装置
【課題】 転写された転写材料の温度が大なる温度勾配をもって急激に降温され、その際の大きな熱収縮により、転写された転写材料の被膜が大きく反り返ったり、盛り上がったりして、転写品質を劣化させることを防止し、それにより高品質な転写結果を得ることができる。
【解決手段】 レーザビームの照射に先立って、修復対象物上の少なくとも前記修復予定箇所を予熱することにより、修復予定箇所に転写された前記修復材料の降温勾配を緩和すること。
(もっと読む)
構造体、レーザ加工方法及び真贋判定方法
【課題】 光吸収剤を用いることなく、簡易な手法で、透明性を示すプラスチックからなる被加工物に容易にレーザマーキングを施すことを可能とする。
【解決手段】 レーザ光に対して透明性を示す高分子化合物を少なくとも一部に有する構造体10であって、レーザ光の吸収を高めるように高分子化合物の少なくとも一部分に光を照射して改質させた。
(もっと読む)
証券を生産するための凹版印刷版の製造の方法とシステム
証券を生産するための凹版印刷版を製造する方法であって、レーザビーム(2)を使用して、レーザ彫刻が可能な印刷版材(1)、特にレーザ彫刻が可能な金属製の印刷版材(1)の表面に凹版印刷パターン(3、3.1、3.2、3.3)を直接に彫刻するものであり、見当を合わせて順次実行される複数の個別の彫刻ステップで、印刷版材(1)のレーザ彫刻を1層ずつ実行することにより、印刷版材(1)の表面に凹版印刷パターン3、3.1、3.2、3.3)を所望の彫刻深さまで段階的に彫刻し、個別の各彫刻ステップの後および個別の各彫刻ステップの間に、彫刻された印刷版材(1)の表面をクリーニングして、レーザ彫刻工程の残留物を除去する方法が記載されている。 (もっと読む)
金属製ワークの加工方法
【課題】
金属製ワークへの塗装の装飾は、塗装を必要としない部位にセロファンテープを貼着して行っているが、微細な模様等を含めて奇麗に塗装するには高度の技術が必要とし、生産上の制約やデザイン的な妥協が生まれている。
【解決手段】
金属製のワーク1の表面を光沢面1aに仕上げる研磨加工行程Aと、光沢面1aに塗膜1bを塗布する塗装工程Bと、塗膜1bにレザー照射して塗膜1bにマーキング1cするレザー照射工程Cとを含み、レザー照射工程Cのマーキング1cは塗膜1bは剥離させるが光沢面1aにはダメージを与えない弱い出力のレザー光線を照射するものであり、更に、レザー照射工程Cを複数回繰り返し実施する工程を含むものであり、更には、レザー照射工程Cを実施した後にトップコートを形成するコーティング工程Dを含むものである。
(もっと読む)
光透過型複合材料のマーキング方法とマークを付した構造材
【課題】GFRP等の光透過型複合材料に対し、表面に傷を付けずにマークを形成することができるマーキング方法を提供する。
【解決手段】GFRP等の光透過型複合材料30の表面から所定深さの位置に超短パルスレーザのレーザ光23を集光して、前記光透過型複合材料30の内部にマーク40を形成する。この光透過型複合材料30から成る構成材は、光透過型複合材料の内部にのみマーク40が形成され、その表面には、レーザ走査による外傷を持たない。そのため、マーク40の付与による構造材の機械的強度の低下や、マークの汚れが発生しない。
(もっと読む)
41 - 60 / 130
[ Back to top ]