
Fターム[4E068BF00]の内容
レーザ加工 (34,456) | 重ね合せ溶接 (497)
Fターム[4E068BF00]の下位に属するFターム
Fターム[4E068BF00]に分類される特許
41 - 60 / 402
アルミニウム接合体の製造方法
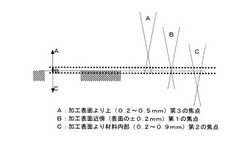
【課題】Mgを含むアルミニウム材を高生産性で溶接することができ、また溶接部の溶接品質も優れたアルミニウム接合体の製造方法を提供する。
【解決手段】アルミニウム材からなる1対の被溶接材同士を突合せて配置し、1個の光軸上に2個又は3個の焦点位置を有するレーザ光を照射する。第1のレーザ光の第1焦点位置は被溶接材の表面を規準表面としてこの規準表面から光軸方向に0.2mm以内の位置となるように設定し、第2のレーザ光の第2焦点位置は規準表面から光軸方向の被溶接材内部に向けて0.2乃至0.9mmの位置になるように設定し、第3のレーザ光の第3焦点位置は規準表面から光軸方向の被溶接材の上方に向けて0.2乃至0.5mmの位置となるように設定する。
(もっと読む)
異材接合方法

【課題】鋼材とアルミニウム系材とを異材接合させた複合構造材の引張剪断強度を高く維持しつつ、ピール強度を高くすることができる異材接合方法を提供する。
【解決手段】CsFを20乃至60質量%含有し、残部が実質的にKAlFからなるフラックスを、単位面積当たりの塗布量を0.5乃至5mg/cm2として接合部側の鋼板表面に塗布し、Si:1.75乃至2.1質量%を含有し、残部がアルミニウム及び不可避的不純物からなるソリッドワイヤを供給しつつ、前記アルミニウム又はアルミニウム合金材と鋼材とを溶融溶接する。
(もっと読む)
溶接方法、電池並びに組電池の製造方法、および、電池
【課題】 レーザ溶接時の溶接クラックを低減することが可能な溶接方法、この溶接方法を用いた電池及び組電池の製造方法、これらの方法で製造された電池を提供する。
【解決手段】 実施形態によれば、電池の端子と接続バー13とをレーザ溶接する溶接方法が提供される。レーザ溶接を溶接軌跡が複数に分割され、かつ分割された溶接軌跡161〜164それぞれの終端171〜174が、隣接する溶接軌跡の始端と重なるように行う。
(もっと読む)
溶接方法
【課題】第1部材と第2部材とを溶接することができ、かつ、溶接後の第1部材の腐食を抑制することができる溶接方法を提供すること。
【解決手段】本発明の一態様は、外装缶10と電極集電板20とを重ね合わせた状態で外装缶10における電極集電板20との接触面とは反対側の面からYAGレーザを照射して外装缶10と電極集電板20とのレーザ溶接を行う溶接方法において、YAGレーザの出力エネルギをWとし、YAGレーザの照射時間をTとし、YAGレーザの照射回数をnとし、YAGレーザの照射面積をSとし、電極集電板20における溶け込み量をThとし、外装缶10の比重をSGとし、外装缶10の融点をMpとし、外装缶10の定圧比熱をCpとし、Y=(W×T×n)/(S×Th×SG×Mp×Cp)とするときに、193≦Y≦2540の条件を満たすこと、を特徴とする。
(もっと読む)
樹脂成形品の製造方法
【課題】溶着面に光反射膜が存在する場合にも、レーザビームにより溶着を行える樹脂成形品の製造方法を提供する。
【解決手段】樹脂成形品の製造方法は、(a)溶着領域を有する吸光性樹脂部材21と、前記吸光性樹脂部材21の溶着領域に対応する溶着領域を有する透光性樹脂部材23とを準備する工程と、(b)前記吸光性樹脂部材に光反射膜を形成する工程と、(c)ビームスポット径が1.0mm以下となる第1の焦合状態で、レーザビームを前記吸光性樹脂部材の溶着領域に繰り返し照射し、該溶着領域上に形成された光反射膜を除去する工程と、(d)前記吸光性樹脂部材の溶着領域と前記透光性樹脂部材の溶着領域とを加圧接触状態とし、ビームスポット径が1.5mm以上3.5mm以下となる第2の焦合状態で、レーザビームを前記吸光性樹脂部材の溶着領域に繰り返し照射し、前記吸光性樹脂部材21と前記透光性樹脂部材23とを溶着する工程とを有する。
(もっと読む)
金属製板材のレーザー溶接方法
【課題】レーザー溶接を行う際に、板材間に隙間が無い場合であっても、隙間が広すぎる場合であっても、特別な治具や装置を不要にして設備費を低減するとともに、工程数の増加も回避し、健全なレーザー溶接を低コストで行えるようにする。
【解決手段】第1亜鉛めっき鋼板11及び第2亜鉛めっき鋼板12を重ね合わせて保持する準備工程と、第1亜鉛めっき鋼板11に、該第1亜鉛めっき鋼板11を第2亜鉛めっき鋼板12側へ向けて屈曲させるための屈曲用レーザー光を照射して、両板材11,12間に隙間が無い場合には隙間を生じさせ、一方、両板材11,12間の隙間が広すぎる場合には第1亜鉛めっき鋼板11の屈曲部分を第2亜鉛めっき鋼板12に接近させて隙間を調整する隙間調整工程と、溶接用レーザー光を照射して両板材11,12を溶接する溶接工程とを備えている。
(もっと読む)
レーザ溶接モニタリング装置
【課題】モニタリング光の計測精度を向上し得るレーザ溶接モニタリング装置を提供する。
【解決手段】溶接の加工点30に向ってレーザ光を照射するための照射手段100と、加工点30におけるレーザ光の反射光を含んでいるモニタリング光の計測に基づいて、加工点30における溶着状態を判定する品質判定手段170と、モニタリング光を受光して品質判定手段に入力するための受光手段150と、を有するレーザ溶接モニタリング装置100である。受光手段150は、レーザ光の進行方向と逆方向かつレーザ光と同軸で、照射手段の内部に入射したモニタリング光を集光する集光レンズと、集光されたモニタリング光を品質判定手段170に入力するための出力端子部と、集光レンズが配置される一端部と出力端子部が配置される他端部とを有し、集光されたモニタリング光の光路の外側を取り囲むように延長している円柱状あるいは円錐台状のハウジング部と、を有する。
(もっと読む)
レーザー光を用いた接合方法及びこの接合方法に用いられるレーザー接合剤
【課題】第1及び第2部材の接合面の形状が複雑な場合や、第1及び第2部材の接合面間の隙間が狭い場合であっても、レーザー接合剤を接合面の全体に付着させることができるようにして接合強度を向上させるとともに、シール性が必要な場合に確実にシールできるようにする。
【解決手段】レーザー光を透過させる第1部材1と、該第1部材1と同種又は異種材料からなる第2部材2とをレーザー光を用いて接合する接合方法である。流動性を有するレーザー接合剤3を第1部材1及び第2部材2の接合面1a,2aに付着させる。その後、第1部材1側からレーザー光Lを照射して第1部材1と第2部材2とをレーザー接合剤3を介して接合する。
(もっと読む)
レーザ溶接方法およびその装置
【課題】レーザで重ね合わせ溶接する鋼板の重ね合わせ面となる部分に、加工を施すことなく、蒸発した金属ガスの抜け道となる隙間を形成することのできるレーザ溶接方法およびレーザ溶接装置を提供すること。
【解決手段】少なくとも一方がめっき鋼板である鋼板1、2を重ね合わせ溶接するレーザ溶接方法であって、鋼板1、2を重ね合わせ方向と交差する所定方向に位置決め保持し、鋼板1、2の重ね合わせ部3を重ね合わせ方向に振動させることが可能なクランプ40を用いて、当該重ね合わせ部を挟み込み、クランプ40により鋼板1、2の重ね合わせ部3を振動させている状態で、クランプ40の近辺における重ね合わせ部3をレーザ溶接する。
(もっと読む)
欠陥電極検出装置
【課題】すべての製品についての溶接欠陥を早期に検出すること。
【解決手段】ワークが箔状のアルミニウム合金からなり、溶接部位から散乱される光波のうち反射光を集光する反射光集光部と、赤外光を集光する赤外光集光部と、各集光部で集光された光波から所定波長の反射光と赤外光とを抽出し電気信号に変換して溶接状態判別処理部に送る各センサ部と、上記各信号を溶接部位が固化されるまでの時間監視する溶接状態判別処理部11とからなる。該溶接状態判別処理部は反射光と赤外光について時間ごとの検出強度を監視する制御・演算手段と、出力手段と、記憶手段とを備え、先ず反射光につき所定の時間2ms経過後の検出強度のピーク値が予め定められた閾値20以上である場合において、赤外光の検出強度のピーク値が予め定められた閾値0.6以上であるときは「顕らかな欠陥」と判別し、上記閾値B未満であるときは「隠れた欠陥」と判別する。
(もっと読む)
レーザー溶着装置
【課題】折れ角が大きい(例えば、120〜180°)熱可塑性樹脂製レンズと熱可塑性樹脂製部材とをその外周部全周にわたり、レーザー溶着することが可能なレーザー溶着装置を提供する。
【解決手段】レーザー光に対し透過性を有する熱可塑性樹脂製レンズとレーザー光に対して吸収性を有する熱可塑性樹脂製部材とを当接させた状態で保持する装置と、熱可塑性樹脂製レンズを透過し、熱可塑性樹脂製レンズが当接した熱可塑性樹脂製部材を照射し、前記熱可塑性樹脂製部材とこれに当接した前記熱可塑性樹脂製レンズとを溶融するレーザー光を走査するガルバノミラーと、第2円弧に沿って任意の位置まで移動させられるガルバノスキャン光学系とを備えており、第2円弧は中心が第1円弧の中心又はその近傍に設定され、かつ半径が第1円弧の半径よりも大きく設定されていることを特徴とする。
(もっと読む)
レーザ溶接方法、及びレーザ溶接構造
【課題】軽量化を図りつつ、被溶接部材の溶け落ちを抑制することを目的とする。
【解決手段】レーザヘッド72から発振されたレーザビームをクランプ盤62に形成されたスリット66に沿って突当部22Cの裏面(パネルフレーム22の裏面22B)にレーザビームLを照射する。これにより、突当部22Cが加熱溶融されると共に、第1リブ34の開口側端部34Aの一部が加熱溶融される。その後、加熱溶融された突当部22C及び開口側端部34Aの部位が冷却されて一体に硬化し、溶融部46(図3参照)が形成される。これにより、突当部22Cと第1リブ34の開口側端部34Aが溶接される。
(もっと読む)
レーザ溶接方法、パイプ接合体、および、それを用いた燃料噴射弁
【課題】金属製薄肉パイプの重ね合わせ溶接において溶け込み深さを安定させ溶接品質を向上するレーザ溶接方法を提供する。
【解決手段】嵌合工程では金属製の燃料通路部材30の外壁と金属製の第1筒部41の内壁とが対面するよう燃料通路部材30と第1筒部41とを嵌合する。予熱工程では燃料通路部材30と第1筒部41との嵌合面80の温度が燃料通路部材30および第1筒部41の融点より低い第1温度に収束するよう加熱する。溶接工程では、第1筒部41にレーザを照射することで嵌合面80の温度が前記融点以上の第2温度に収束するよう加熱し、当該加熱により嵌合面80近傍を溶融させることで燃料通路部材30と第1筒部41とを接合する。溶接工程において、レーザの出力および照射時間は、第2温度が、嵌合面80近傍が溶融することで生じる溶け込み部81の先端が燃料通路部材30の板厚内に位置する程度の温度となるよう設定される。
(もっと読む)
台車及びその製造方法
【課題】鉄道車両の車体の下部に回動可能なように取り付けられる台車であって、その台車の側梁を管材によって形成することが可能な台車を提供すること。
【解決手段】この台車を構成する台車枠FRは、一対の輪軸WAが所定の間隔をおいて配置される進行方向に沿った一対の側梁FR1と、一対の側梁FR1を互いに連結する横梁6と、を有し、側梁FR1は、第一管材によって形成される金属製の第一層と、第一層の内側に第二管材によって形成される金属製の第二層とを少なくとも有する。
(もっと読む)
樹脂溶着方法
【課題】 溶着予定ラインの所定の部分で剥離性及び密封性を有する溶着を実現し得る樹脂溶着方法を提供する。
【解決手段】 樹脂フィルム11,12を介して光吸収領域2にレーザ光Lを照射し、光吸収領域2を発熱させて、溶着予定ライン5に沿って樹脂フィルム11,12を溶着する。このとき、光吸収領域2においては、溶着予定ライン5の第2の部分52での光吸収部22の幅が、溶着予定ライン5の第1の部分51での光吸収部21の幅よりも大きい。これにより、レーザ光Lの照射によって上昇する温度は、第1の部分51に比べ第2の部分52で低くなる。従って、第2の部分52で剥離性を有するように溶着し得る。更に、レーザ光Lの照射によって溶着された溶着領域13の幅は、第1の部分51に比べ第2の部分52で大きくなる。従って、第2の部分52で密封性を有するように溶着し得る。
(もっと読む)
レーザ溶接方法、及びその方法によって接合されるパイプ接合体。
【課題】金属製薄肉パイプの重ね合わせ溶接において溶け込み深さを安定させ溶接品質を向上するレーザ溶接方法を提供する。
【解決手段】金属製の第1パイプ11と、第1パイプ11の径外側に嵌合する第2パイプとを溶接するレーザ溶接方法は、不活性ガス注入工程、溶接工程および冷却工程を含む。不活性ガス注入工程では、ガス注入ノズル21から第1パイプ11の内側に不活性ガスG1を注入するとともに内側の空気G0を外側へ排出することで溶接時の内壁の酸化を防止する。溶接工程では、第1パイプ11および第2パイプ12を中心軸の回りに回転させながらレーザ照射ヘッド51から第2パイプ12の外周にレーザ光Lを照射し、溶け込み部の先端が第1パイプ11の板厚内に位置するように金属を溶け込ませる。冷却工程では、不活性ガス注入工程から継続注入される不活性ガスG1によって、溶接された箇所を冷却する。
(もっと読む)
溶着条件の決定方法
【課題】一対の樹脂成形体を溶着により接合する際の、好適な溶着条件を決定する方法を提供する。
【解決手段】樹脂成形体の接合部が溶融する際に吸収する熱を考慮する。特に、レーザー溶着法等の光により、一対の樹脂成形体を溶着により接合する場合には、光のビーム径、光の透過率等を考慮して、光から樹脂に供給される供給エネルギーを算出し、この供給エネルギーを用いて、熱拡散係数D、光の走査速度等を考慮して、光から樹脂が吸収する吸収エネルギーを算出する。
(もっと読む)
樹脂溶着方法
【課題】 溶着予定ラインに沿って樹脂フィルム同士を良好に溶着し得る樹脂溶着方法を提供する。
【解決手段】 樹脂フィルム11,12を介して光吸収領域2にレーザ光Lを照射し、光吸収領域2を発熱させて、溶着予定ライン5に沿って樹脂フィルム11,12を溶着する。このとき、光吸収領域2が溶着予定ライン5に沿っているので、光吸収領域2外への熱の拡散が抑制される。これにより、レーザ光Lが照射された際に、光吸収領域2の温度が効率良く上昇し、レーザ光Lの照射領域Rが通過した後も、光吸収領域2の温度が急激に低下し難くなる。更に、光吸収領域2では、幅方向における熱伝導率が厚さ方向における熱伝導率よりも大きくなっている。これにより、レーザ光Lが照射された際に、光吸収領域2の幅方向への熱の伝播が促進され、幅方向において光吸収領域2の温度が効率良く均一化される。
(もっと読む)
亜鉛めっき鋼板のレーザ重ね溶接方法
【課題】亜鉛蒸気による溶接欠陥を回避するための付加的工程を必要とせず、亜鉛めっき鋼板を密着させた状態での高速かつ高品質の溶接接合を行えるとともに、溶接区間の始端部の盛り上がりや終端部の穴痕跡を防止できる亜鉛めっき鋼板のレーザ重ね溶接方法を提供する。
【解決手段】少なくとも1枚が亜鉛めっき鋼板である2枚の鋼板11,12を、その亜鉛めっき層を接合面として直接重ね合わせ、一方の鋼板表面に、レーザ照射位置から後方に延びる溶融池内で、少なくとも前記表面側の鋼板に細長い穴を生じさせ、発生した金属蒸気を前記細長い穴からレーザ走行方向後方側かつレーザ照射源側に排出させつつ溶接する亜鉛めっき鋼板のレーザ重ね溶接方法において、前記直接重合領域内に位置した溶接区間103の始端部131にて、前記細長い穴を生じる前記条件を維持した状態で、当該溶接区間103の溶接を終端132させる。
(もっと読む)
亜鉛めっき鋼板のレーザ重ね溶接方法
【課題】亜鉛蒸気による溶接欠陥を回避するための付加的工程を必要とせず、亜鉛めっき鋼板を密着させた状態での高速かつ高品質の溶接接合を行えるとともに、溶接区間終端部の穴痕跡を防止できる亜鉛めっき鋼板のレーザ重ね溶接方法を提供する。
【解決手段】少なくとも1枚が亜鉛めっき鋼板である2枚の鋼板11,12を、その亜鉛めっき層を接合面として直接重ね合わせ、一方の鋼板表面に、所定のパワーおよび速度条件にてレーザ照射を行い、レーザ照射位置から後方に延びる溶融池内で、少なくとも前記表面側の鋼板に細長い穴を生じさせ、レーザ照射で発生した金属蒸気を前記細長い穴からレーザ走行方向後方側かつレーザ照射源側に排出させつつ溶接する亜鉛めっき鋼板のレーザ重ね溶接方法において、前記直接重合領域内に位置した既溶接区間103に、当該溶接区間の終端部132を重ね、レーザ強度を漸減して溶接を終端させる。
(もっと読む)
41 - 60 / 402
[ Back to top ]