
Fターム[4E068BF00]の内容
レーザ加工 (34,456) | 重ね合せ溶接 (497)
Fターム[4E068BF00]の下位に属するFターム
Fターム[4E068BF00]に分類される特許
61 - 80 / 402
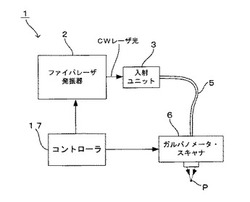
レーザ溶接方法
【課題】
溶接仕上がりが良好なレーザシーム溶接を実現することができるレーザ溶接方法を提供すること。
【解決手段】レーザ光としての連続発振のCWレーザ光を、ガルバノメータ・スキャナを用いて溶接部位に沿って走査し、その際に、CWレーザ光の出力を一定に制御しつつ、CWレーザ光の走査速度を可変制御すること。
(もっと読む)
接合装置及び接合方法

【課題】自動車ボディ外縁のアウタパネルの曲げ加工と同時に、アウタパネル及びインナパネルのレーザ溶接作業ができ、かつ、アウタパネルやインナパネルのめっきを除去するための作業時間の短縮をできる接合装置及び接合方法を提供する。
【解決手段】接合装置1は、ヘムローラ14を有し、ヘムローラ14をアウタパネル2及びインナパネル3に対して相対的に移動して、ヘムローラ14によりアウタパネル2を折り曲げて折り曲げ部2dを形成し、折り曲げ部2dにインナパネル3の挿入部3dを挿入する曲げ加工部10と、アウタパネル2及びインナパネル3に対してヘムローラ14と一体でヘム移動方向Yに移動するように設けられ、ヘムローラ14のヘム移動方向Yの後側Y2に配置され、レーザ光21aを発光するレーザヘッド21と、レーザヘッド21を、ヘム移動方向Yとは直交する直交方向Xに移動可能に支持するレーザ直交方向移動部25Xとを備える。
(もっと読む)
レーザろう付け方法
【課題】 ろう材にレーザ光を照射してろう材を溶融させて金属板をろう付けした際に形成されるろう付け部を良好にする。
【解決手段】 金属板104、105のろう付け予定箇所に対して照射されているレーザ光106の光路上に対して、ろう付け進行方向Aの前方側から、ろう材107を挿入する工程と、ろう材107の先端からろう材107の溶滴107bがろう付け予定箇所に移行した後、ろう材107をレーザ光106の光路外へ引き戻す工程と、を一定の周期で交互に行う。
(もっと読む)
ブーツ取付構造
【課題】安定したシール性能を低コストに確保し得るブーツ取付構造を提供する。
【解決手段】樹脂製の等速自在継手用ブーツ1の筒状開口部2(3)が金属製取付部材17(11)の被取付部18(19)に外嵌されて、レーザー光照射によって、被取付部18(19)に筒状開口部2(3)が固着されるブーツ取付構造である。金属製取付部材17(11)の被取付部18(19)の面粗さRaを0.05μm以上6.0μm以下とした。
(もっと読む)
回転角センサの製造方法
【課題】軸線方向に力を加えたり、拡径部を形成したりしなくても、効率的にレーザ溶接工程を行うことができる回転角センサの製造方法を提供する。
【解決手段】
一次成形体11に樹脂カラー5を取り付けて、樹脂カラー5の内周面と本体部4の外周面との間に、軸線方向における他端32側に開口した環状空間Sを形成する(カラー取付工程)。その後、一次成形体11を樹脂カラー5とともに成形型6に収納し、二次成形樹脂7で一次成形体11の一部を封止するとともに、環状空間Sを二次成形樹脂7で充填する(二次成形工程)。次いで、二次成形体12を成形型6から取り出し、樹脂カラー5の開口側端部50に対して外側からレーザLを照射することにより、開口側端部50の内側に充填された二次成形樹脂7と開口側端部50とを、その界面16において溶接する(レーザ溶接工程)。
(もっと読む)
車体上部構造
【課題】ルーフパネルの両端がデザインを損なうことがなく、溝に嵌めるルーフモールを廃止し、パルスレーザー溶接を採用した車体上部構造を提供する。
【解決手段】車体上部構造は、ルーフパネル12の下方に、ルーフレール13に複数のレール(インナレール71、補強レール72、アウタレール73)の端(内上層フランジ81、内中間層フランジ、インナレール71の内下層フランジ141)を重ねた内積層結合部75を設け、内積層結合部75に連ねて棚接合部76を形成し、棚接合部76にルーフパネル12の両端(左端57、右端)を接着剤及び仮止め溶接部(レーザー溶接部)で接合し、仮止め溶接部をダストシーラー65で隠す。仮止め溶接部が、ルーフパネル12の端(左端57、右端)に形成されている縁143と接着剤14の間に形成されている。
(もっと読む)
レーザ溶接方法
【課題】溶接部における金属溶融量を確実に増加させてレーザ溶接による溶接不良を抑制することが出来るレーザ溶接方法を提供する。
【解決手段】複数の金属板(P1、P2)を重ね、所定の溶接部Wにレーザ溶接装置(1)によりレーザ光(LA)を照射してそれらの重ね合わされた金属板同士を溶接するレーザ溶接方法であって、溶接部に金属板同士を溶接可能な高入熱量のレーザ光(LA2)を照射する本溶接工程と、この本溶接工程におけるレーザ光の照射範囲(W’)の外周部(W”)に本溶接工程よりも照射深さが浅いレーザ光(LA3)を照射する補熱工程と、を有する。
(もっと読む)
レーザ溶接品質判定方法及びその装置
【課題】溶接不良誤判定を抑制し且つ画像処理負荷を抑制できるレーザ溶接品質判定方法及びレーザ溶接品質判定装置を提供する。
【解決手段】本発明によるレーザ溶接品質判定方法及びレーザ溶接品質判定装置は、所定のレーザ溶接装置によりレーザ光(La)を照射して重ね合わされた板状の被溶接部材(P1、P1)を互いに溶接する際の溶接部(b)の溶接品質をその溶接中に判定する方法であって、被溶接部材の溶接部にレーザ光を照射した際に溶接部から発生する光の強度に基づいて溶接部の溶接の不良の有無を判定する第1判定ステップと、この第1判定ステップにより溶接部の溶接が不良であると判定されたときのみ、その溶接不良であると判定された溶接部の光像を所定の画像処理装置により画像処理して、その溶接部の溶接状態を判定する第2判定ステップと、を有する。
(もっと読む)
金属製構造体及びその製造方法
【課題】外板の表面側への外観上の影響を極力低減することを可能なものとしつつ、軽量化若しくは製造工程の簡略化に資することが可能な金属製構造体としての鉄道車両構体を提供すること。
【解決手段】この鉄道車両構体を構成する側構体ブロックSBaは、外板8と補強部品20とを有し、補強部品20は、第一補強部品201と第二補強部品202とによって構成されている。第一補強部品201と第二補強部品202を構成する第二補強部分202aとの間には空隙が形成されると共に、第一補強部品201は第二補強部分202aと重なり合う領域で外板8に対してレーザ光を用いて溶接接合されており、第二補強部分202aには、第一補強部品201が外板8に対してレーザ光を用いて溶接接合されている箇所に対応し、当該レーザ光を用いた溶接接合に起因するレーザ痕WTaが形成されている。
(もっと読む)
鉄道車両構体及びその製造方法
【課題】外板と補強部材との位置関係を的確に保つことが確実に可能であって、外板の表面側への影響をより低減することが可能な鉄道車両構体を提供すること。
【解決手段】この鉄道車両構体を構成する側構体ブロックSBaは、外板8と補強部材20,22とを有し、第一補強部品201,221と第二補強部品202,222,223とが溶接接合されることで補強部材20,22を形成しており、第一補強部品201,221と第二補強部品202,222,223との双方に溶接接合に起因する溶接痕が形成される一方で、補強部材20,22と外板8とは当該溶接痕が形成されている部分以外で溶接接合されている。
(もっと読む)
レーザー溶接方法及びレーザー溶接装置
【課題】曲線部のレーザー溶接時に、フィラーワイヤを溶融池内の好適な位置に供給することができ、二枚の金属板を良好にレーザー溶接することができるようにする。
【解決手段】上下に重ね合わせられた二枚の金属板W1、W2のうち上側の金属板W1表面にレーザー光LBを照射しつつレーザー光LBを所定の溶接経路Rに沿って移動し、レーザー光LBによって金属板W1、W2を溶融させて溶融金属が貯留されてなる溶融池WYを形成するとともに、ワイヤ供給手段3によって溶融池WYにおけるレーザー光LBの被照射部位Lよりも溶接進行方向後方の所定位置に通電加熱されたフィラーワイヤXを供給し、二枚の金属板W1、W2をレーザー溶接するに際し、レーザー光LBの移動軌跡が曲線部であると判定されると、ワイヤ供給手段3の位置を調整することにより、フィラーワイヤXの溶融池WYへの供給位置を曲線部の曲率中心側へ移動させる。
(もっと読む)
車両パネル構造体及びその製造方法
【課題】外板に現れる溶接歪みを抑えることにより、鉄道車両の美観を向上させることができる車両パネル構造体及びその製造方法を提供すること。
【解決手段】鉄道車両の外壁となる外板20と、外板20の内側面に当接して配置された骨部材30と、を備え、予め設定された溶接ラインAx上に形成した溶接部によって外板20と骨部材30とを接合してなる車両パネル構造体10であって、溶接ラインAx上には、外板20と骨部材30とが当接する当接領域Tと、外板20と骨部材30とが当接しない非当接領域Sとが存在し、溶接部は、当接領域Tにおいて骨部材30から外板20に達するように形成された本溶接部W1と、非当接領域Sにおいて外板20にのみ形成された溶融凝固部Z1と、を有していることを特徴とする。
(もっと読む)
複合補強部材の製造方法および複合補強部材
【課題】アルミニウム合金中空形材の後面側フランジ背面に対して鋼板を溶接する場合でも、前記曲げ強度部材として要求される高い接合強度が得られる複合補強部材の製造方法および複合補強部材を提供することを目的とする。
【解決手段】矩形断面内に中リブを設けた日形断面形状を有するアルミニウム合金中空形材2の後面側フランジ4の背面に積層した鋼板10、11を、後面側フランジ4の両端部側4b、4cと、後面側フランジ4の中リブ7が交差する中央部側4aとの三箇所で、一体に溶接接合する際に、前記中央部側4aの背面領域を予め凸状8に形成しておき、この凸部8を間に挟み、この凸部8が鋼板間に突出するように、2枚の前記鋼板を積層して、この状態でFCWによりアーク溶接する。
(もっと読む)
溶接用治具装置及び溶接方法
【課題】プレートに歪みや反りが存在していても、2枚のプレート同士を容易且つ良好に溶接することができ、溶接歪みを抑制して高精度な溶接処理を効率的に遂行することを可能にする。
【解決手段】溶接用治具装置10は、ワークを配置するための第1治具部材92と、前記ワークの外形形状よりも小さな開口形状を有する開口部94が形成されるとともに、前記第1治具部材92と前記ワークの外周端部を挟持する第2治具部材96と、前記開口部94に配置されて前記第1治具部材92と前記ワークの前記外周端部よりも内方を保持するとともに、外壁面と前記第2治具部材96の前記開口部94を形成する内壁面との間に、溶接部位を露呈させる隙間110を設けるための第3治具部材98とを備える。
(もっと読む)
レーザー光を用いた接合方法
【課題】意匠層を接合品の表側から視認可能にする場合に、意匠層を溶融又は分解させることなく、第1及び第2部材をレーザー光を用いて接合できるようにすることで、外観見栄えを良好にする。
【解決手段】意匠層4はレーザー光非透過性を有する。意匠層4に隣接してレーザー接合用の中間部材5を設ける。意匠層4へ向けて、該意匠層4の溶融又は分解温度を越えない所定温度となるまで該意匠層4を加熱するためのレーザー光Lを照射する。意匠層4の熱によって中間部材5を加熱する。
(もっと読む)
レーザ溶接方法
【課題】簡易な方法で金属蒸気による溶接欠陥の発生を抑制することができるレーザ溶接方法を提供する。
【解決手段】レーザ溶接方法は、先ず、配置工程として、表面処理が施された金属板として構成された第1板12及び第2板14を重ねてクランプ用治具16でクランプする。次いで、前処理工程として、第1レーザ光L1を第1板12に照射する。このとき、第1レーザ光L1は、第1板12の下側表面処理部22bに到達せず、且つ第1板12の上下面の温度差が第2板14の上下面の温度差よりも小さくなる照射条件に設定されている。よって、第1レーザ光L1の熱によって、第2板14が断面略V字形状に変形し、第1板12及び第2板14間に第1隙間32が形成される。その後、溶接工程として、第2レーザ光L2を第1板12から第1隙間32を介して第2板14に達するように照射することにより第1板12及び第2板14を溶接する。
(もっと読む)
溶接装置及び溶接方法
【課題】製造コストの高騰を抑制しつつ、且つ溶接製品の品質の安定化を図ることができる溶接装置及び溶接方法を提供する。
【解決手段】溶接ワイヤ32の受け部34が形成されるように板材P1〜P3を重ね合わせ、板材P1〜P3の間に形成された受け部34に紐状又は帯状の溶接ワイヤ32を挟入し、挟入された溶接ワイヤ32に溶融熱を供給して溶接ワイヤ32を溶融する。
(もっと読む)
基板の密封に使用されるレーザビーム照射装置、及びこれを利用した有機発光ディスプレイ装置の製造方法
【課題】基板の密封に使用されるレーザビーム照射装置、及びこれを利用した有機発光ディスプレイ装置の製造方法を提供する。
【解決手段】第1基板と第2基板との間に配置された密封部にレーザビームを照射することにより第1基板及び第2基板を密封するレーザビーム照射装置であって、レーザビームを照射するレーザヘッドと、レーザビームの走行速度及び運動方向を制御する制御部と、を備えている。レーザビーム照射装置の制御部による制御下で、レーザビームは、密封部が形成する経路に沿って前後方向に反復運動を行い、経路上の同一位置を2回以上通過するように照射される。
(もっと読む)
流路付き壁部材の補修方法
【課題】流路付き壁部材の部分的な補修工事に要する時間とコストとを削減することができる流路付き壁部材の補修方法を提供することを目的とする。
【解決手段】母材2と板材3との間に複数の流路4を有する流路付き壁部材1の一部分を除去する除去工程と、除去工程にて除去された部分に補修用母材6を溶接する母材溶接工程と、補修用母材6上に複数の肉盛溶接を行い、各肉盛溶接のビード8間に流路4を形成する流路形成工程と、複数の肉盛溶接のビード8の表面に補修用板材9を溶接する板材溶接工程と、を備えたことを特徴とする。
(もっと読む)
等速自在継手
【課題】 信頼性の向上とコスト低減を図り得るレーザ接合を用いて、その接合部の剥離を抑止してブーツを確実に固定しシール性を確保する。
【解決手段】 一端に開口部を有する金属製の外側継手部材3と、外側継手部材3との間でボールを介して角度変位を許容しながらトルクを伝達する内側継手部材とを備え、外側継手部材3の開口部13を閉塞する樹脂製の蛇腹状ブーツ12の大径端部15を外側継手部材3の開口部13の外周面14に外嵌してレーザ接合により固定した等速自在継手であって、ブーツ12の大径端部15から蛇腹部18に向けて延びる端部隣接部位19を、外側継手部材3の開口部13の端面20に沿わせた形状とする。
(もっと読む)
61 - 80 / 402
[ Back to top ]