
Fターム[4E068CA03]の内容
Fターム[4E068CA03]に分類される特許
21 - 40 / 839
ワークピースの表面を仕上げる方法、およびワークピース
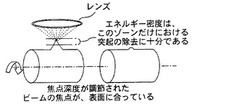
【課題】レーザによるマシニングを用いた、ワークピースの表面仕上げの方法を提供する。
【解決手段】ワークピースの表面を仕上げる方法は、以下の工程を有する。表面に対して垂直方向に向けられるレーザを提供する。除去しないほうがよい材料を表面から除去することなく、表面から突出した突起を除去するのに、レーザのエネルギー密度が十分となるように、レーザの焦点を表面上又は表面に隣接して合わせる。
(もっと読む)
レーザー加工装置の集光スポット位置検出方法

【課題】レーザー光線を集光する集光器によって集光される集光スポットの光軸方向(Z軸方向)の位置を適正に検出することができるレーザー加工装置の集光スポット位置検出方法を提供する。
【解決手段】レーザー光線の集光スポットの設計値と板状物の厚みとによって集光器のZ軸方向の基準位置を設定する基準位置設定工程と、集光器を位置付ける検出位置のZ軸方向位置を設定する検出位置設定工程と、集光器の各検出位置においてレーザー光線照射手段および加工送り手段を作動して被加工物保持手段に保持された板状物にそれぞれ所定長さのレーザー加工溝を形成するレーザー加工溝形成工程と、板状物に形成されたレーザー加工溝を撮像手段によって撮像するレーザー加工溝撮像工程と、レーザー加工溝撮像工程によって撮像されたレーザー加工溝を該検出位置の始点から終点までの各検出位置に対応して一直線上に表示するレーザー加工溝表示工程とを含む。
(もっと読む)
強化ガラス板切断方法
【課題】 強化ガラス板を所望の形状に切断することができる強化ガラス板切断方法を提供する。
【解決手段】 この強化ガラス板切断方法においては、切断予定ライン5に沿って所定のパルスピッチPTでレーザ光Lを強化ガラス板1に照射する。これにより、切断予定ライン5に沿って強化ガラス板1の内部に改質領域7を形成する。強化ガラス板1の内部に形成された改質領域7は、上述したように、内部応力の解放の起点となる。このため、内部応力の解放により改質領域7に沿って割れが進展する。よって、この強化ガラス板切断方法によれば、切断予定ライン5に沿って、すなわち所望の形状に強化ガラス板1を切断できる。
(もっと読む)
高さ位置検出装置およびレーザー加工機
【課題】チャックテーブルに保持された被加工物の高さ位置を正確に検出することができる高さ位置検出装置および高さ位置検出装置を装備したレーザー加工機を提供する。
【解決手段】発光源81と、強度分布を整形するNDフィルター83と、集光して被加工物Wに照射する集光器7と、第1の経路と第2の経路に導く第1のビームスプリッター84と、第3の経路と第4の経路に分光する第2のビームスプリッター86と、第3の経路に分光された反射光を受光する第1のホトデテクター88aと、第4の経路の反射光を帯状に通過させるスリット891を備えたマスク89と、マスクを通過した反射光を受光する第2のホトデテクター88bと、第1のホトデテクターによって受光した光量と第2のホトデテクターによって受光した光量との比率を求め、比率に基づいてチャックテーブル36に保持された被加工物の高さ位置を求める制御手段とを具備している。
(もっと読む)
周期構造の作成方法および周期構造の作成装置
【課題】周期構造のパターニングの自由度を損なうことなく、作成作業時間の短縮化を図ることができる、生産性に優れる周期構造の作成方法および周期構造の作成装置を提供する。
【解決手段】主走査を行う主走査用偏向器5と副走査を行う副走査用偏向器6とを同時に連続的に動作させながら、パルスレーザ光源1の繰返し周波数と主走査用偏向器5の主走査周波数の関係が、整数比の関係か、整数比の関係から一定数を加減した関係になるように保って、レーザ照射スポットをレーザ照射済みスポットの一部を含むようにオーバーラップ位置を制御して二次元的に走査する。
(もっと読む)
電気部品の製造方法
【課題】高生産性及び低コストを実現することが可能な電気部品の製造方法を提供する。
【解決手段】熱硬化性樹脂12を用いるため、高信頼性及び高放熱化への対応が可能となる。また、熱硬化前の熱硬化性材料にピコ秒パルスレーザ22により穿設孔13を穿設するため、フォトリソグラフィーのようにマスクを使用する工程を省くことが可能となり、高生産性及び低コストを実現することが可能となる。
(もっと読む)
レーザ加工機
【課題】パルスレーザのピーク値を安定させることができ、高いピークのレーザ出力を得ることができるレーザ加工機を得ること。
【解決手段】レーザ加工機は、パルスレーザの周波数を指令する周波数指令に応じて、電源制御パルスを出力する制御部と、前記電源制御パルスに応じて、電力パルスを生成して出力する電源部と、前記電力パルスに応じて、パルス発振してパルスレーザを出力するレーザ発振器とを備え、前記制御部は、前記周波数指令に応じて、前記電源制御パルスの応答時定数を決定する決定部と、前記決定部により決定された応答時定数に従って、前記電源制御パルスを生成して出力する生成部とを有する。
(もっと読む)
レーザ加工方法
【課題】水晶で形成された加工対象物を寸法精度よく切断することができるレーザ加工方法を提供する。
【解決手段】水晶で形成された加工対象物1にレーザ光Lを集光させることにより、切断予定ライン5に沿って、複数の改質スポットSを含む改質領域7を加工対象物1に形成する。このとき、加工対象物1に対しレーザ光Lを照射しながら切断予定ライン5に沿って相対移動させ、加工対象物1の内部に位置する複数の改質スポットS1を切断予定ライン5に沿って形成した後、加工対象物1に対しレーザ光Lを照射しながら切断予定ライン5に沿って相対移動させ、加工対象物1の表面3に露出する複数の改質スポットS2を、表面3に露出する亀裂が形成されないように切断予定ライン5に沿って形成する。
(もっと読む)
レーザ加工方法
【課題】水晶で形成された加工対象物を寸法精度よく切断すると共に、その外表面にダメージが生じるのを抑制することが可能なレーザ加工方法を提供する。
【解決手段】水晶で形成された加工対象物1に対し表面3をレーザ光入射面としてレーザ光Lを集光させ、加工対象物1における粗面としての裏面21側に改質領域7を切断予定ライン5に沿って形成する。これにより、表面3に露出する亀裂が生じるのを抑制し、切断後の加工対象物1の寸法精度を高める。加えて、水晶はレーザ光Lの加工閾値が高いためにレーザ光Lのエネルギが改質領域7の形成で大きく消費されると共に、裏面21が粗面であるために裏面21に到達したレーザ光Lが散乱することから、裏面21にダメージが生じることも少ない。
(もっと読む)
回路キャリアを製造する方法と当該方法の使用
【課題】回路キャリアを製造する方法及び当該方法の使用を示す。
【解決手段】この方法は、プリント基板を提供し(a)、プリント基板をその少なくとも一方の面を誘電体でコーティングし(b)、レーザーアブレーションを用いてそこに溝及びビア(凹部)を作るために誘電体を構造化する(c)。次いで、誘電体の表面全体に下塗り層を析出し又は作られた溝及びビアの壁にのみ下塗り層を析出する(d)。下塗り層に金属層を析出し、溝及びビアはそこに導体構造を形成するために金属で完全に満たされる(e)。最後に、下塗り層が表面全体に析出されて誘電体が露光されるまで過度金属と下塗り層を除去し、導体構造は無傷のままである(f)。
(もっと読む)
レーザ加工装置
【課題】シリコンカーバイドの表面にアスペクト比の大きい損傷を高速に形成することができるレーザ加工装置を提供すること。
【解決手段】レーザ加工装置は、無偏光でかつ波長500nm以上のパルスレーザ光を出射するレーザ光源と、無偏光でかつ波長500nm以上のパルスレーザ光をシリコンカーバイドに照射する光学系と、光学系およびシリコンカーバイドの少なくとも一方を移動させて、光学系とシリコンカーバイドとを相対的に移動させる駆動部と、を有する。レーザ加工装置は、シリコンカーバイドにパルスレーザ光をシリコンカーバイドの切断予定ラインに沿って照射して、切断予定ラインに沿ってシリコンカーバイドの表面にパルスレーザ光の多光子吸収により損傷を形成する。
(もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】水晶で形成された加工対象物を寸法精度よく切断する。
【解決手段】本実施形態では、水晶で形成された加工対象物1にレーザ光Lを集光させることにより、切断予定ライン5に沿って、複数の改質スポットSを含む改質領域7を加工対象物1に形成する。このとき、加工対象物1に対しレーザ光Lを照射しながら切断予定ライン5に沿って相対移動させ、複数の改質スポットSを切断予定ライン5に沿って2μm〜9μmのピッチで形成する。これにより、形成する複数の改質スポットSのピッチを最適化し、これら複数の改質スポットSの間で亀裂を好適に繋げることができる。
(もっと読む)
レーザー加工装置
【課題】被加工物を加工送りしつつ被加工物の厚み方向にパルスレーザー光線を複数ショット照射することができるレーザー加工装置を提供する。
【解決手段】レーザー光線照射手段と、加工送り手段と、位置検出手段からの検出信号に基づいてレーザー光線照射手段および加工送り手段を制御する制御手段とを具備するレーザー加工装置であって、レーザー光線照射手段は、パルスレーザー光線発振手段と、集光レンズを備えた集光器をZ軸方向と所定角度(α)をもって変位せしめるピエゾモータを備えており、パルスレーザー光線の繰り返し周波数に対してピエゾモータに印加する高周波電流の周波数と電圧を制御し、チャックテーブルを加工送りする際に、集光器をX軸方向にΔx移動するとともにZ軸方向にΔz移動することにより、集光レンズによって集光されるパルスレーザー光線の集光点をチャックテーブルに保持された被加工物の所定領域の厚み方向に変位せしめる。
(もっと読む)
材料加工のためのパルス列を生成する方法及びシステム
【課題】パルスの立ち上がり及び立ち下がりのタイミングの遅い長パルスを用いるため、過剰な熱拡散が生じやすい。
【解決手段】システム及び方法は、材料加工のためのレーザパルス列を生成する。一実施の形態においては、連続波(CW)又は準CWレーザビームから、高い繰返し速度の安定したレーザパルス列が生成される。レーザパルス列の1つ以上のレーザパルスを整形して、ターゲット材料に供給されるエネルギーを制御してもよい。他の実施の形態においては、単一のレーザパルス、CWレーザビーム又は準CWレーザビームから、複数のレーザビームが複数の加工ヘッドに分配される。このような実施の形態の1つでは、単一の光偏向器が、各加工ヘッドに亘って複数のレーザビームを分配する。
(もっと読む)
溶接方法および医療機器
【課題】レーザーのパルス照射を用いつつ、より確実に水密をとることができる溶接方法を提供する。
【解決手段】パルス波レーザービームを複数回照射して形成された線状領域からなる溶接領域60を第一部材40と第二部材50との重ね合わせ部に形成する溶接方法は、線状領域で囲まれた囲み部64が、環状に連続するように複数並ぶことにより溶接領域が形成されることを特徴とする。
(もっと読む)
チップの製造方法
【課題】シリコンカーバイドからなるウェハの表面にアスペクト比の大きい損傷を高速に形成して分割することができるチップの製造方法を提供すること。
【解決手段】シリコンカーバイドからなるウェハに無偏光でかつ波長500nm以上のパルスレーザ光をウェハの切断予定ラインに沿って照射して、切断予定ラインに沿ってウェハの表面にパルスレーザ光の多光子吸収により損傷を形成する。次いで、損傷を形成されたウェハに機械的応力を印加して、切断予定ラインに沿ってウェハを分割する。
(もっと読む)
パルスレーザ加工装置およびパルスレーザ加工方法
【課題】大型の被加工物表面の安定した微細加工とその高速化が容易にするパルスレーザ加工装置を提供する。
【解決手段】クロック信号を発生する基準クロック発振回路と、クロック信号に同期した一定の周波数のパルスレーザビームを出射するレーザ発振器と、クロック信号に同期してパルスレーザビームを1次元方向のみに走査するレーザ・スキャナーと、被加工物を載置可能で1次元方向に直交する方向に移動するし、回転軸に保持されるロールと、レーザ発振器とレーザ・スキャナーとの間の光路に設けられ、クロック信号に同期してパルスレーザビームの通過と遮断を切り替えるパルスピッカーと、を備えることを特徴とするパルスレーザ加工装置。
(もっと読む)
レーザダイシング方法
【課題】パルスレーザビームの照射条件を最適化することでクラックの発生を制御し、優れた割断特性を実現するレーザダイシング方法を提供する。
【解決手段】被加工基板をステージに載置し、クロック信号を発生し、クロック信号に同期したパルスレーザビームを出射し、被加工基板へのパルスレーザビームの照射と非照射を、クロック信号に同期して、パルスピッカーを用いてパルスレーザビームを制御することで、光パルス単位で切り替え、第1の直線上にパルスレーザビームの第1の照射を行い、第1の照射の後に、第1の直線に略平行に隣接する第2の直線上に前記パルスレーザビームの第2の照射を行い、第1の照射および第2の照射によって、被加工基板に被加工基板表面に達するクラックを形成するレーザダイシング方法。
(もっと読む)
レーザダイシング方法
【課題】パルスレーザビームの照射条件を最適化することで改質領域、クラックの発生を制御し、優れた割断特性を実現するレーザダイシング方法を提供する。
【解決手段】被加工基板をステージに載置し、クロック信号を発生し、クロック信号に同期したパルスレーザビームを出射し、被加工基板とパルスレーザビームとを相対的に移動させ、被加工基板へのパルスレーザビームの照射と非照射を、クロック信号に同期して、パルスピッカーを用いてパルスレーザビームの通過と遮断を制御することで、光パルス単位で切り替え、被加工基板に基板表面に達するクラックを形成するレーザダイシング方法であって、パルスレーザビームの照射エネルギー、パルスレーザビームの加工点深さ、および、パルスレーザビームの照射非照射の間隔を制御することにより、クラックが被加工基板表面において連続するよう形成することを特徴とするレーザダイシング方法。
(もっと読む)
穿孔方法およびレーザー加工装置
【課題】第1の材料と第2の材料とが接続された被加工物に加工孔を効率よく形成することができる穿孔方法およびレーザー加工装置を提供する。
【解決手段】レーザー光線の照射によって発するプラズマのスペクトルが第1の材料から第2の材料に変化するまでのショット数を最小値として設定する最小ショット数設定工程、および第1の材料から完全に第2の材料に変化した時までのショット数を最大値として設定する最大ショット数設定工程とし、レーザー加工孔を形成する際に、ショット数が最小値に達しプラズマのスペクトルが第1の材料から第2の材料に変化した場合にはパルスレーザー光線の照射を停止し、ショット数が最小値に達してもプラズマのスペクトルが第1の材料から第2の材料に変化しない場合にはショット数が最大値に達するまでパルスレーザー光線の照射を継続した後に停止する。
(もっと読む)
21 - 40 / 839
[ Back to top ]