
Fターム[4E081DA27]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 施工内容 (430) | 準備作業及び前処理 (92)
Fターム[4E081DA27]に分類される特許
21 - 40 / 92
ケージロール拘束方法
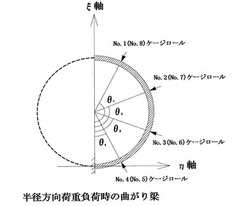
【課題】より肉厚の大きい鋼管において、溶接剥れをおこさずに仮溶接を行うことを可能にすることにある。
【解決手段】鋼管原管の外周面を取り巻くように各々所定拘束角度に配置された複数個のケージロールで前記鋼管原管を拘束しつつ荷重を加えて、前記鋼管原管の連続仮付け溶接が行われる突合せ部のギャップをなくすUOE鋼管のケージロール拘束方法において、ケージロール拘束から解放された際の鋼管仮付け溶接部に生ずる負荷が最小となるように前記複数個のケージロールの荷重および拘束角度を定めたことを特徴とするUOE鋼管のケージロール拘束方法である。
(もっと読む)
平板状条材の溶接方法

【課題】コイル溶接部が異形断面加工される際の破断を防ぎ、異形断面条材の生産性を向上させて製造コストを低減することができる平板状条材の溶接方法を提供する。
【解決手段】圧延加工面が先端側からV字状に末広がりとなっている突起部41a,41bを有する平盤状V型ダイス40と、平盤状V型ダイス40の圧延加工面に対向して設けられた遊星圧延ロール51とを備えた異形断面条材製造装置50を用い、平盤状V型ダイス40と遊星圧延ロール51との間に、所定長さの平板状条材53が巻かれたコイル54から平板状条材53を導入して平板状条材53を異形断面条材62へ連続的に圧延加工するに際し、コイル交換時に交換前の前コイル54と交換後の次コイル11の平板状条材53の条材端面を互いに嵌合する嵌め合い形状に切断し、嵌め合い形状に切断した条材端面同士を嵌め合わせた後溶接する方法である。
(もっと読む)
タンクの周溶接用レールの隙間調整装置
【課題】タンクの側板の内外周に所定長さのレールを取り付ける際に生じる固定レール間の隙間を調整できるタンクの周溶接用レールの隙間調整装置を提供する。
【解決手段】円周方向に配列した側板10に沿って、一定長の固定レール13sを順次円周方向に接続して周溶接用レール13を形成し、その周溶接用レール13で自動溶接機を走行させて側板10の下縁とその側板10下方の既設側板10の上縁の開先部を周溶接する際に、円周方向に順次固定レール13sを順次接続したときの固定レール接続長とそのレール位置の円周長の違いで形成される隙間を調整できるタンクの周溶接用レールの隙間調整装置であって、固定レール13s間の隙間の側板10に、レール受台26を着脱自在に設け、そのレール受台26に調整用レール13tを、左右の固定レール13sに接続すべく周方向に移動可能に取り付けたものである。
(もっと読む)
排気集合管の溶接構造
【課題】溶接部の応力集中を緩和し、疲労強度を低コストで向上させることのできる排気集合管の溶接構造を提供する。
【解決手段】エンジンの複数の排気口に対して取り付けられる取付フランジ2に溶接される排気集合管4の溶接構造において、最も外側の枝管4aの取付フランジ2に対する溶接部6は、プレ溶接部6aと増し溶接部6bとから形成されている。増し溶接部6bは、しごき成形により形成された溝部2eを埋めるとともに、プレ溶接部6aの下方の止端部6cを覆うように形成される。この増し溶接部6bは、垂直方向境界線8aよりも外側であり、且つ水平方向境界線10より下側の領域にのみ形成されている。排気集合管4の集合部は水平方向境界線10よりも下側に配置されている。
(もっと読む)
金属製可撓管の製造方法
【課題】ブレードを容易に形付け、切断及び溶接して金属製可撓管を製造することのできる方法の提供。
【解決手段】ベローズ4の外周側にブレード5を配置する。係止リング6をベローズ4及びブレード5間に介在させる。係止リング6をベローズ4の端部の谷部3aに係止する。押えリング7をブレード5の端部の外周側に配置する。ブレード5の端部を係止リング6よりも中心軸方向で外側に突出する長さに設定する。押えリング7を支持具11で支持する。ベローズ4の端部を押圧具12で中心軸方向に押圧して、ベローズ4の端部を押し潰す。これと同時に、ブレード5の端部を係止リング6の外面形状に沿わせるよう形付けする。ベローズ4の端部を押圧したまま、ブレード5の端部を溶断して余剰部分を除去する。これと同時に、ブレード5を係止リング6及び押えリング7に溶接する。
(もっと読む)
溶接構造
【課題】薄肉部材に薄肉部材よりも熱容量の大きな取付部材を重ねてアーク溶接しても、溶け落ちを防止できる溶接構造を得る。
【解決手段】薄肉部材1に薄肉部材1よりも熱容量の大きな取付部材2を重ね合わせてアーク溶接する。その際、薄肉部材1と取付部材2との間に、重ね合わせの面積よりも大きな板状部材4を介装すると共に、板状部材4には溶接の開始点と終了点とを板状部材4上に残して溶接箇所に応じたスリット10,12を形成する。そして、取付部材2と板状部材4とを溶接すると共に、同時にスリット10,12を介して薄肉部材1と板状部材4とを溶接する。スリット10,12は薄肉部材1と取付部材2との溶接箇所に沿って形成した。
(もっと読む)
構造部材の溶接継手構造及びその溶接方法
【課題】溶接する構造部材の肉厚方向における応力腐食割れの発生を抑制することができる構造部材の溶接継手構造及びその溶接方法を提供する。
【解決手段】溶接トーチ50を配管1a,1bの突合せ面2に垂直にして配管1aの軸方向に配置し、溶接トーチ50を突合せ面2に対向させて配管1aの周方向に移動させながら、それぞれの突合せ面2に肉盛層3a,3bを形成する(B)。肉盛層3a,3bにそれぞれ開先4a,4bを形成し(C)、配管1aの開先4aと配管1bの3開先4bを対向させて配置する(D)。配管1aと配管1bの突合せ溶接を行い、開先4aと開先4bの間に溶接金属部5を形成する。各肉盛層内に、配管の母材と肉盛層の境界部から、肉盛層の溶接線に直交する方向(配管の軸方向)に伸びるデンドライトが形成される。
(もっと読む)
金属部品の補修方法及び補修された金属部品
【課題】冷却孔近傍の肉盛溶接補修を行う場合でも、溶接割れを低減可能な金属部品の補修方法及び補修された金属部品を提供する。
【解決手段】高温に曝されると共に冷却のための冷却孔15を有する動翼11において、冷却孔15に近接して発生した亀裂と共に冷却孔15の一部を表面側から開先加工し、開先加工後、共金系材料のワイヤ22を用いて、冷却孔15を孔埋め加工し、孔埋め加工した部分をスムージング加工し、開先加工した部分及びスムージング加工した部分に肉盛溶接を行って、肉盛部25を形成し、ワイヤ22及び肉盛部25に当初の冷却孔15を再加工して、動翼11を肉盛溶接により補修する。
(もっと読む)
鋼製部材へのライニングプレートの固定構造
【課題】鋼製容器等の塔槽類などを構成する鋼板等の鋼製部材に直接溶融溶接できないチタン等からなるライニングプレートを密封状態で固定することができる鋼製部材へのライニングプレートの固定構造を提供する。
【解決手段】胴板1上に金属からなるライニングプレート5を固定する固定構造であって、胴板1上に配置されたライニングプレート5に開口部6が設けられ、この開口部6に鋼製の孔付きの座金7が胴板1にライニングプレート5を押え付けるように嵌合され、この座金7の貫通孔71の内周面と胴板1の表面とが溶接されることにより、胴板1にライニングプレート5が固定され、ライニングプレート5上にこのライニングプレート5と同じ金属からなる蓋部材8が座金7を覆うように配置され、この蓋部材8の外周縁部とライニングプレート5の表面とがシール溶接されている。
(もっと読む)
自動溶接装置における溶接トーチ位置決め方法
【課題】 枝管が傾いていても、溶接個所に対する溶接トーチの角度を一定にする。
【解決手段】 ロボットハンド12の先端部の旋回台13に、馬蹄型ガイド5と円周動作する溶接トーチ11を備えた枝管溶接機4を取り付け、その反対側に探触子14を設ける。枝管溶接機4の溶接トーチ11の先端より突出する溶接ワイヤ15の先端を、現実の空間の或る1点に保持してロボットのマスタリングを行い、枝管溶接機4について、その点を原点Oとし且つ溶接トーチ11の円周動作の軸心位置に座標軸を備えたツール座標系16を設定する。ツール座標系16における溶接トーチ11の円周動作の軸心位置に対応する座標軸を、センシングにより検出された母管1に仮付けした枝管2の鉛直方向からの傾きに一致させる座標変換を行った後、馬蹄型ガイド5を溶接対象の枝管2に外嵌させて、溶接トーチ11の円周動作の軸心方向を、枝管2の軸心方向に一致させる。
(もっと読む)
ノーブロー工法用フィッティングおよびノーブロー工法用フィッティングの製造方法
【課題】上部フィッティングおよび下部フィッティングを既設本管に高精度に溶接すること。
【解決手段】管材2がその管軸方向に分割されてなる上部フィッティング3および下部フィッティング4を備え、管材2には、管軸に直交する挿通軸と同軸に既設本管用の挿通孔が形成されるとともに、管材2は、管軸に直交する直交面に対して傾斜し、かつ挿通軸に沿って延びる仮想切断面S2に沿って切断されることで分割され、上部フィッティング3および下部フィッティング4の切断端部3a、4a間には、全周にわたって開先10が形成され、直交面に対する仮想切断面S2の傾斜角度θの大きさは、開先10のうち、最も上側に位置する最上部分10Aにおける上部フィッティング3側の第1ベベル角度θ1の大きさ以下で、かつ最も下側に位置する最下部分における下部フィッティング4側の第2ベベル角度の大きさ以下とされたノーブロー工法用フィッティング1を提供する。
(もっと読む)
溶接方法および溶接装置
【課題】溶接金属部の溶け込みを深くして被溶接物を確実に溶接すること。
【解決手段】被溶接物2と、被溶接物2の表面側に配設された電極4と、の間にアーク3を発生させることによって、被溶接物2の溶接端部2a同士を溶接する溶接方法であって、不活性ガスからなるシールドガス5を被溶接物2の表面側から電極4を囲むように供給するとともに、不活性ガスに酸素ガスが添加されてなるバックシールドガス9を被溶接物2の裏面側から供給する溶接方法を提供する。
(もっと読む)
耐フレッティング疲労部材用チタン溶接管およびその製造方法
【課題】溶接部の成形性を維持しつつ疲労特性を向上することができ、且つ母材表面で生じるフレッティング疲労の発生を抑えることができる耐フレッティング疲労部材用チタン溶接管およびその製造方法を提供する。
【解決手段】溶接部内部の窒素濃度を母材内部に対して0.003〜0.030質量%高く、且つ冷延後に表面層が除去されていない母材部の表面にチタン窒化物を有する耐フレッティング疲労部材用チタン溶接管である。その製造方法は、造管に用いる板または帯状の冷延後に表面層が除去されていないチタンを窒素ガス雰囲気で加熱することによって窒化熱処理して所定の窒化を施した後、その板または帯を管形状に成形し、そのつき合わせ部をアルゴンガスでシールドして溶材を使用せずに溶接するものである。また、さらには上記溶接管を窒素ガス雰囲気または酸化雰囲気で加熱して軽窒化または軽酸化の熱処理を実施するものである。
(もっと読む)
タンデムアーク溶接における電極位置制御方法、タンデムアーク溶接システムのロボットコントローラおよびタンデムアーク溶接システム
【課題】溶接開始時における溶接線が教示時の位置とは異なっている場合であっても、先行極および後行極を溶接線の位置に合わせて適切に補正することができ、溶接欠陥を防止することができるタンデムアーク溶接における電極位置制御方法、ロボットコントローラおよびタンデムアーク溶接システムを提供する。
【解決手段】電極位置制御方法は、電流電圧検出手段6,7が溶接ワークWと接触させた先行極2aおよび後行極2bの電圧を検出する電圧検出工程と、センシング処理手段12が当該電気的変化から溶接ワークWの位置情報を検出するセンシング工程と、補正量算出処理手段16が当該位置情報から溶接線に対する先行極2aおよび後行極2bの位置ずれを補正する補正量を算出する補正量算出工程と、ロボット軌跡計画処理手段17が当該補正量を加算または減算することで、各電極の位置を補正する位置補正工程と、を行う
(もっと読む)
自動溶接方法及び装置
【課題】 母管に複数の枝管を溶接する溶接処理に要する時間を低減させる。
【解決手段】 母管1の長手方向に延びるガイドレール12に、多関節ロボット14に枝管溶接機4を備えた溶接モジュール13と、別の多関節ロボット16にセンサ装置17を備えたセンシングモジュール15を、独立に往復動可能に取り付ける。母管1に、複数の枝管2a〜2nを取り付ける場合は、母管1の長手方向一端側より他端側へ並ぶ各枝管2a〜2nについて、センシングモジュール15のセンサ装置17によるセンシング作業を順次行ない、それぞれの位置計測結果の情報を制御装置18に一旦記憶する。センシングモジュール15による溶接順序が後の枝管2b〜2nについてのセンシング作業と並行して、溶接モジュール13により、制御装置18より得た位置計測結果の情報を基に枝管溶接機4の位置を制御しながら各枝管2a〜2nの母管1への溶接作業を行わせる。
(もっと読む)
筒状鋼材端部接合金具及びその接合構造
【課題】筒状鋼材の端部に接合金具の固定継合板を嵌入し、筒状鋼材の内周面と固定継合板の外周廻り外面との間の隅肉溶接により固定することになり、筒状鋼材の内周面形状に略合致する形状に形成され、突出継合板に筒状鋼材の端部内方位置への嵌入を許容する嵌入面及び筒状鋼材の端面に当接して嵌入位置を定める位置決め面からなる切欠段部が形成されているから、接合作業の効率化を図ることができる。
【解決手段】筒状鋼材Wの端部に溶接固定される固定継合板1及び固定継合板の外方板面に直交状に突出形成されて接合部材Sに接合される突出継合板2からなり、固定継合板は筒状鋼材の内周面形状に略合致する形状に形成され、突出継合板に筒状鋼材の端部内方位置への嵌入を許容する嵌入面3a及び筒状鋼材の端面に当接して嵌入位置を定める位置決め面3bからなる切欠段部3が形成されている。
(もっと読む)
TIG溶接方法
【課題】厚い板厚の、特に炭素鋼、低合金鋼及びステンレスパイプなどの鋼管パイプを固定して周囲をTIG溶接するにあたり、開先加工せず、鋼管パイプの両端面を直角に切断して突合わせ、そのギャップを0にして1パスにて、かつ鋼管パイプ内面ビード及び外面ビードも適正な余盛高さに仕上げた溶接方法を提供すること。
【解決手段】板厚3mm以上の板厚の溶接対象を固定して周囲を溶接する全姿勢溶接において、開先を取らず突合わせ状態で溶接対象の両端を突合わせ、溶接前に突合わせ外周部にTIG溶接用深溶け込み活性剤を塗布し、溶接時に溶接ワイヤを供給し、ワイヤの進入角度を45°〜65°で溶融金属に挿入してTIG溶接すること。
(もっと読む)
自動溶接装置における溶接トーチの位置決め方法及び装置
【課題】 枝管溶接機の馬蹄型ガイドの溶接対象の枝管や他の枝管との干渉を防止する。
【解決手段】 ロボットハンド12の先端部に設けた旋回台13の側面の一個所に、馬蹄型ガイド5と円周動作する溶接トーチ11を備えた枝管溶接機4を取り付ける。旋回台13における枝管溶接機4の取付位置に対して180度方向の側面に、外向きに延びる探触子14を設ける。母管1に仮付けされた溶接対象の枝管2aに対し、先ず、探触子4によるタッチセンシングを行って、母管1の長手方向とそれに直交する水平方向であるXY軸方向の位置を検出する。その後、旋回台13を反転させ、枝管溶接機4の馬蹄型ガイド5を、溶接対象の枝管2aとのX軸方向位置を合わせてから、Y軸方向へのみ移動させて、溶接対象の枝管2aに外嵌させて、溶接トーチ11の円周動作の軌道の中央に溶接対象の枝管2aを配置させる。
(もっと読む)
フェライト系ステンレス鋼の溶接方法
【課題】シールドガスを用いてステンレス鋼を溶接する際に、TIG溶接での溶接部裏面のバックシールドガスにArガスを用いるのが一般的である。一方で、製造コスト低減のためにArバックシールドガス以外のガスを用いることも難しい状況にある。
【解決手段】シールドガスを用いてステンレス鋼を溶接する際に、溶接部裏面のバックシールドガスにArガスに窒素ガスを含有させた不活性ガスを用いることを特徴とする溶接部裏面の耐食性低下を抑制したフェライト系ステンレス鋼の溶接方法。
(もっと読む)
複合補強部材の製造方法および複合補強部材
【課題】アルミニウム合金中空形材の後面側フランジ背面に対して鋼板を溶接する場合でも、前記曲げ強度部材として要求される高い接合強度が得られる複合補強部材の製造方法および複合補強部材を提供することを目的とする。
【解決手段】矩形断面内に中リブを設けた日形断面形状を有するアルミニウム合金中空形材2の後面側フランジ4の背面に積層した鋼板10、11を、後面側フランジ4の両端部側4b、4cと、後面側フランジ4の中リブ7が交差する中央部側4aとの三箇所で、一体に溶接接合する際に、前記中央部側4aの背面領域を予め凸状8に形成しておき、この凸部8を間に挟み、この凸部8が鋼板間に突出するように、2枚の前記鋼板を積層して、この状態でFCWによりアーク溶接する。
(もっと読む)
21 - 40 / 92
[ Back to top ]