
Fターム[4E081DA27]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 施工内容 (430) | 準備作業及び前処理 (92)
Fターム[4E081DA27]に分類される特許
61 - 80 / 92
溶接鋼管の製造方法
【課題】石油や天然ガスの採掘および輸送に使用される高強度高靱性な溶接鋼管、特にシーム溶接部の余盛高さが低く均一な溶接鋼管の製造方法を提供する。
【解決手段】両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う前に、開先断面積を全長に渡って連続測定して平均値を求め、当該平均値をもとに、または溶接直前において求めたものをもとに、溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接する。
(もっと読む)
シャー切断鋼板の突合せ両面サブマージアーク溶接方法
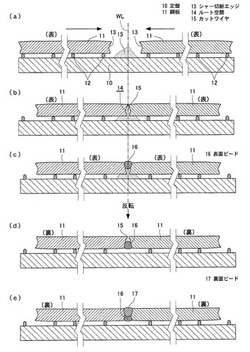
【課題】鋼板の不揃いなシャー切断エッジを突合せて両面溶接する。
【解決手段】定盤10上に配置した一対の鋼板11のシャー切断エッジ13の間に、カットワイヤ15を配置し、鋼板11を接近させてシャー切断エッジ13間にカットワイヤ15を挟み込み、不揃いなルート空間14に効果的にカットワイヤ15を充填して均し表面溶接し、反転した後、ルート空間14にカットワイヤ15を補充して均した後、裏面溶接する。
(もっと読む)
溶接継手及びその製造方法

【課題】排気2重管とフランジとからなる溶接継手において、内管の端面の溶断を防止できる溶接継手及びその製造方法を提供する。
【解決手段】内管2及び外管3で構成される排気2重管1と板状のフランジ4とからなる溶接継手において、内管2の端面2aを外管3の端面3aよりも管軸1a方向内側に配置して内管2の端部2bと外管3の端部3bを少なくとも1箇所溶接W1し、外管3の端部3bをフランジ4の貫通孔4aに嵌合して貫通孔4aの内面と全周溶接し、全周溶接により形成された溶接ビードW2が内管2の端面2aと離間している。
(もっと読む)
隅肉溶接装置
【課題】被溶接部材に対して溶接装置を高い位置精度で且つ簡単に位置決めすることができる隅肉溶接装置を提供する。
【解決手段】底板100上に角棒101が横置配置され、角棒101の上方に平行に配置されるガイドレール2と、ガイドレール2に沿って走行移動可能な走行台車4と、角棒101の側方に位置し台車4に固定された溶接トーチ5とを備えるとともに、ガイドレール2の両端部に吊設され溶接装置1を位置決めする位置決め機構20を備えており、該位置決め機構20はガイドレール2の下面にホルダを介して取り付けられ、角棒101の軸方向断面より僅かに大である凹状切欠部26を有する位置決め治具25を備え、該位置決め機構20が、ホルダをガイドレール2の軸方向に移動させて角棒の軸方向の位置決めを行う第1の位置決め手段と、凹状切欠部26にて角棒の横方向の位置決めを行う第2の位置決め手段とを備える。
(もっと読む)
車軸ケース
【課題】バックプレートタイプの車軸ケースよりも部品点数を削減できるだけでなく、バックプレートタイプの車軸ケースと同等以上の強度を有する車軸ケースを提供する。
【解決手段】本体12の長手方向の端面とスピンドル14の長手方向の端面の外径及び板厚を略等しくするだけでなく、図4(B)に示すように、本体12の前記長手方向端面における板厚の中心線CTと、前記スピンドル14の前記長手方向端面における板厚の中心線CTとをスムーズに繋ぐようなスピンドル形状とした。
(もっと読む)
差込溶接式管継手の溶接法
【課題】 溶接入熱の多少のバラツキがあっても、十分な溶込みが得られる差込溶接式管継手の溶接法を提供する。
【解決手段】 差込溶接式管継手のすみ肉溶接予定部位150に、母材(ソケット110または配管120)、または溶接材料と略同材質からなる断面形状が二等辺三角形の小リング130を介挿し、小リングの縦辺131とソケットの差込口111の端面112とを当接させ、第1パス(初層)において小リング130と配管の管外面121部とを溶融・溶接を行なうと共に、ソケットの端面112部とを同時に溶融・溶接する。
(もっと読む)
補鋼材付き鋼管の製造方法
【課題】所望の剛性および精度が得られ、また、製造コストも比較的に抑えることができる補鋼材付き鋼管の製造方法を提供する。
【解決手段】この補鋼材付き鋼管の製造方法は、平板を円環状に切り出してウエブ部3を形成し(ウエブ部形成工程)、また、長尺の板材を円筒状に曲げてフランジ部4を形成する(フランジ部形成工程)。そして、ウエブ部3の内周端にフランジ部4の外周面を溶接して横断面がT字状の補鋼材2を組み立て(補鋼材組立工程)、その補鋼材2を鋼管1内の所定の位置に挿入し、そのウエブ部3の外周端を鋼管1の内周面1aに溶接する(補鋼材装着工程)。
(もっと読む)
差込溶接式管継手用構造材
【課題】 溶接入熱の少しのバラつきでも、十分な溶込みが得られる差込溶接式管継手を提供する。
【解決手段】 差込口に配管が差し込まれすみ肉溶接される差込溶接式管継手用構造材であって、差込口の端面の内径側周囲に、すみ肉溶接時の溶接入熱で溶融する微小突起部を備える。
(もっと読む)
溶接接合構造
【課題】T形継手及びL形継手において十分な強度性能が得られるようにした溶接継手構造を提案する。
【解決手段】第1接合材1の一方の側面1aに対して第2接合材2の端面2bを略直交方向から突合せてこれら両者を溶接にて接合して得られる溶接継手構造において、第1接合材1の一方の側面1aに該一方の側面1a上に開口する嵌入凹部3を形成し、該嵌入凹部3に第2接合材2の端部2aを嵌入させた状態で、第1接合材1の他方の側面1b側に配置した溶接熱源Hから一方の側面1a側に向けて溶接熱を加えるように構成する。係る構成によれば、第1接合材1における嵌入凹部3の底壁面3aから側壁面3bにかけての屈曲部分と、第2接合材2の端面2bから側面2cにかけての屈曲部分が、溶融金属層を介して溶融接合されるとともに、該溶融金属の一部が第1接合材1の接合面1aと第2接合材2の側面2cとの隅部に適度に現出してここに良好な形体で隅肉が形成され、溶接強度に優れた信頼性の高い溶接接合構造が得られる。
(もっと読む)
管状体の製造方法及び管状体
【課題】製造過程での部材の変形がなく、加工時間の短縮が図れ、また、管軸方向の位置によって管径が異なるレジューサ(異径管)や絞り管等の様々な管状体に対応することができる管状体の製造方法及びその製造方法によって製造される管状体を提供する。
【解決手段】管状体本体21を断面円形状に形成し、間仕切り部材31を、管状体本体21とほぼ同じ長さで、管状体本体21の内径に応じた幅の板状体に形成する。次に、管状体本体21の、管壁の相対向する位置で、間仕切り部材31の側端部が当接する箇所に、貫通孔41を、列状に穿設する。間仕切り部材31を、その側端部が貫通孔41の列の位置と一致するように挿入し、管状体本体21の外側から貫通孔41を埋めるように溶接して、間仕切り部材31を固着する。
(もっと読む)
T型継手の製造方法
【課題】 溶接設備として一般的でコストが安いアーク溶接やプラズマ溶接法を用いて安価で高品質なT字継手を形成することができる製造方法を提供する。
【解決手段】 このT型継手の製造方法は、第1板材12の裏面側に所定の角度で第2板材14の端面を当接させ、第1板材の表面側からアーク又はプラズマ溶接を行う。これにより、アーク又はプラズマ溶接熱が第1板材12を貫通して第2板材の端面部分を溶融させ、これらを溶着させることによってT型溶接継手が形成される。アーク又はプラズマ溶接では、第1板材の板厚に応じて場合により深溶け込みの手法を採用する。また、板厚が溶け込み深さを超える場合には表面に減厚加工を行う。
(もっと読む)
接合用パイプ材の接合部及びこの接合部の加工方法
【課題】 接合力強い接合用パイプ材の接合部及びこの接合部の加工方法を提供する。
【解決手段】断面円形の鉄製接合用パイプ材Aの接合部1は、前記接合用パイプ材A端部に設けるもので、前記端部に相対するように設けた2箇のくちばし部2,2と、このくちばし部2,2間をそれぞれ被接合用パイプ材の外周に沿うような凹んだ円弧状に伸びるように、前記端部縁を接合用パイプ材A内側に折り曲げた接合凹部3,3とからなる。また、前記接合部1の加工方法は、中間加工と仕上げ加工との2工程で行い、中間加工では、相対する一対のくちばし部2,2間部分に、円弧状に形成された断面円弧部3a,3aとを成型し、仕上げ加工において、前記断面円弧部3a,3aを変形して、前被接合用パイプ材Bの外周に対応して凹んだ円弧状に伸びるように、接合用パイプ材A内側に折り曲げ成型して接合凹部3,3を成型するものである。
(もっと読む)
溶接継手及びその製造方法
【課題】コストや工程を増やすことなく溶接ビード中にブローホールの残留を抑えた溶接継手及びその製造方法を提供する。
【解決手段】第1部材1と第2部材2の重合部が溶接された溶接継手10において、溶融幅W3が上記第1部材または上記第2部材の重合部における板幅W1より大きいことを特徴とするものである。また、重合された第1部材と第2部材を溶接するときに、溶融幅を上記第1部材または上記第2部材の重合部における板幅より大きくすることを特徴とする溶接継手の製造方法である。
(もっと読む)
鋼管の溶接方法
【課題】大口径で肉厚の鋼管であっても、その突き合わせ溶接に際して、溶接所要時間の短縮が可能であり、断面形状が少々扁平していても良好な溶接が実施できるようにする。
【解決手段】鋼管3Aと鋼管3Bとを突き合わせ溶接する際、両配管の突き合わせ端部を跨ぐように帯ソケット1を配置し、ついで帯ソケットの端部を溶接したのち、両鋼管と帯ソケットとをその全周にわたって隅肉溶接する。帯ソケットには、長方形の鋼板をロール加工して湾曲させた略C字状のものが用いられ、この帯ソケットを両鋼管の突き合わせ端部を跨ぐように配置し、さらにこの状態の帯ソケットを締め付けて、帯ソケットと両鋼管とを隅肉溶接することが好ましい。
(もっと読む)
ロータを製作するための方法
円板形及び/又はドラム形の複数のエレメント、特に複数のディスクを溶接して1つのロータ(2)を製作するための方法であって、この場合、1つの装置によって前記複数のディスクをこれらのディスクの長手方向軸線(A)に沿って軸方向で互いにつなぎ合わせ、2段階の溶接法で溶接する方法に関する。第1の溶接法を、積み重ねられた複数のディスクを垂直に保持した状態で実施し、それに続いて、第2の溶接法を、積み重ねた複数のディスクの水平に保持した状態で実施するようにした。 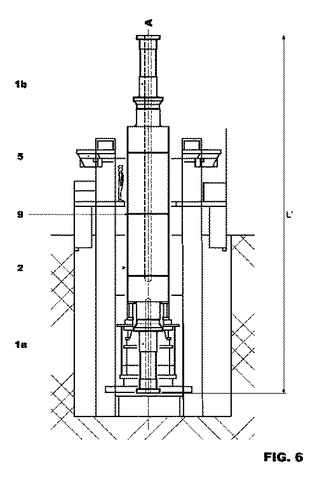 (もっと読む)
(もっと読む)
T型継手の溶接方法
【課題】 立板の裏面側に良好な裏波ビードを形成することができ、下板と立板とを溶接するときの作業性を高める。
【解決手段】 板材組付け工程において、立板2に設けた開先3の先端部3Aと下板1との間にギャップ5を形成した状態で、第1の溶接工程において、溶接ワイヤ7からギャップ5を通じて開先3の裏面3C側にアークを発生させることにより、開先3の裏面3C側に良好な裏波ビード8を形成する。そして、第2の溶接工程において、下板1、立板2の開先3、裏波ビード8を溶融させて1層目の溶接ビード9を形成することにより、下板1と立板2の開先3とを強固に接合することができる。この場合、板材組付け工程を実施した後に、第1の溶接工程と第2の溶接工程とを連続して実施することができるので、下板1と立板2とを溶接するときの作業性を高めることができる。
(もっと読む)
円周溶接用内治具装置及びこれを用いた円周溶接方法
【課題】 密閉型のドラム缶等を外方から円周溶接する際に、余分な熱を吸収して溶接による溶接部の熱歪を抑制し、又、ビードの溶け落ちや穴あき等を防止する。
【解決手段】 一端が注入口aを有する蓋体Waにより閉塞された胴体Wbの他端に蓋体Wcを突き合せてその突合せ部を外方から円周溶接する際に用いる円周溶接用内治具装置であり、円周溶接用内治具装置は、胴体Wb内に着脱自在に装着される内張り治具11と、内張り治具11に支持され、胴体Wbと蓋体Wcの突合せ部の内周面に面接触状態で圧接して突合せ部の内周面側にシールドガスを流す環状の裏当て治具12と、先端が裏当て治具12に連結され、基端が注入口aから引き出された索条13とから成り、前記裏当て治具12を、溶接時に胴体Wbと蓋体Wcの突合せ部を内方から保持する環状に保持される環状形態と、溶接終了後に略直線状になって蓋体Waの注入口aから取り出される棒状形態とに亘って変形可能に構成する。
(もっと読む)
金属部品のTIG溶接への活性フラックスの使用
【課題】金属部品の溶接技術に関する改善策を提供すること。
【解決手段】2つの部品がそれらの溶接面に沿ってそれぞれ表面接触し、少なくとも1つの部品がその溶接面に沿った少なくとも1つの極厚ゾーンを有するような2つの金属部品が、溶接位置に互いに接触して配置され、TIG溶接が、金属部品の溶接面(v)上でTIG溶接トーチを用いて実行される、2つの金属部品の溶接方法であって、浸透溶接フラックスは、TIG溶接ステップに先だって金属部品の上記極厚ゾーン上に局所的に塗布される。
(もっと読む)
溶接方法及び溶接継手構造
【課題】耐応力腐食割れ性及び溶接作業性を共に向上させることができること。
【解決手段】配管11A、11Bを接合する溶接方法において、耐応力腐食割れ性に優れた溶接金属12を肉盛溶接したショートリング13A、13Bを用意し、これらのショートリング13A、13Bを配管11A、11Bのそれぞれの開先部14に溶接した後に、ショートリング13Aと13Bを溶接し、前記溶接金属12を、配管13A、13Bの内面または外面の片側面、または内面及び外面の両面に肉盛溶接するものである。
(もっと読む)
配管の肉盛溶接方法
【課題】 原子炉再循環系配管などの溶接継手において応力腐食割れの進展を抑制する配管の肉盛溶接方法を提供する。
【解決手段】 原子炉再循環系配管1を肉盛溶接するにあたって、溶接前の開先加工部17に応力腐食割れ進展方向8と交差する方向14に溶接金属のデンドライト組織を成長させた肉盛溶接層を形成し、配管内面側6の表面硬化層4で発生した応力腐食割れ18が溶接金属7の内部に進展することを抑制する。
(もっと読む)
61 - 80 / 92
[ Back to top ]