
Fターム[4F072AH16]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 供給 (639) | 供給手段、装置 (172)
Fターム[4F072AH16]の下位に属するFターム
Fターム[4F072AH16]に分類される特許
21 - 40 / 56
複雑形状プリフォームの製造方法
【課題】繊維強化織物等を高精度でかつ効率良く載置する方法。
【解決手段】マトリックス樹脂があらかじめ含浸されていない繊維強化織物の表面に樹脂粒子を付与した強化繊維基材からなるプリフォームの製造方法であって、前記強化繊維基材をテープ状とし、前記テープを巻き付けたクリール10から前記テープを間欠的に繰り出すとともに、繰り出された前記テープが所定の形状に沿うように、所定の間隔で点状または線状に加熱融着することを繰り返すプリフォームの製造方法。
(もっと読む)
ポリアミドと、機械特性が改良した生物起源の強化組成物
少なくとも一つのMXD単位を有する少なくとも一つのポリアミド(MXDはメタ-キシレンジアミンまたはメタ-キシレンジアミンとパラ-キシレンジアミンとの混合物を表す)と、生物起源の強化材とを組み合わせた組成物と、この組成物の射出成形または押出成形による優れた機械特性を有する物品、例えば自動車工業、建設分野、スポーツ用品、電気・電子分野の物品等のテクニカル用途に対応する物品の成形方法。 (もっと読む)
熱硬化性樹脂組成物パッケージの製造方法

【課題】繊維強化複合材料の成形に使用される中間基材であるプリプレグの製造に関して、そのマトリックス樹脂となる樹脂組成物に関するものであり、更に詳しくは、調製後の樹脂組成物パッケージ体、および樹脂組成物パッケージの製造方法に関して、調製後の樹脂組成物を効率よく抜き出し、パッケージ体とする、樹脂組成物パッケージの製造方法を提供する。
【解決手段】熱硬化性樹脂組成物2を底部に抜き出し口3を具備した混練槽1で調製し、前記抜き出し口から前記熱硬化性樹脂組成物を包装材の中に抜き出し、包装する熱硬化性樹脂組成物パッケージの製造方法であって、前記包装材が熱可塑性樹脂フィルムのチューブ5であり、前記チューブを前記抜き出し口の周囲に貯留し、前記チューブ内に前記熱硬化性樹脂組成物を抜き出すと共に、抜き出し量に応じ貯留したチューブを繰り出すことを特徴とする熱硬化性樹脂組成物パッケージの製造方法。
(もっと読む)
プリプレグ材料屑の再利用方法
樹脂母材に埋め込まれた繊維部分から成る、細片形状の再利用可能なプリプレグ材料(DW)を製造する方法が記載されている。本方法によれば、平坦な屑(S)の投入物がプリプレグ出発材料から供給され、屑の全領域が記録される。そして、屑は所定の大きさの切断片(S2)となるように切断して細分化される。裏当て材料細片(SW)及び保護材料細片(PW)が供給される。その後、実質的に均一な層を切断片が形成するように、切断片が裏当て材料細片上にランダムに分布され、裏当て材料細片の送り速度は投入屑の記録された領域に応じて調節される。そして、保護材料細片が裏当て材料細片上に分布した切断片の上方に配置され、その後、再利用プリプレグ材料細片(DW)を形成するように全組立品が圧縮される。 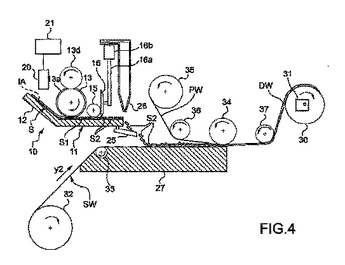 (もっと読む)
(もっと読む)
強化複合材料用プリプレグおよびその製造方法
【課題】高い圧縮強度を有する繊維強化複合材料を得ることのできるプリプレグおよびその製造方法を提供する。
【解決手段】コロイド分散型ナノシリカ微粒子を含むエポキシ樹脂組成物と強化繊維を含んでなるプリプレグ、コロイド分散型ナノシリカ微粒子を含むエポキシ樹脂からなる高剛性な硬化物を与えるエポキシ樹脂組成物を強化繊維に含浸させてなるプリプレグ、およびコロイド分散型ナノシリカ微粒子を含むエポキシ樹脂からなる高剛性な硬化物を与えるエポキシ樹脂組成物を強化繊維に含浸させてプリプレグを得るプリプレグの製造方法。
(もっと読む)
FRP製部材用プリフォームおよびその製造方法並びにその方法を用いたFRP製部材の製造方法
【課題】皺や折れ曲がり等を生じさせることなく所定の湾曲もしくは屈曲形状に賦形できるFRP製部材用プリフォームの製造方法とプリフォーム、およびその方法により賦形されたプリフォームを用いて所定の湾曲もしくは屈曲形状を有するFRP製部材を製造する方法を提供する。
【解決手段】強化繊維基材を弾性変形可能なマンドレルに沿わせて配置する工程Aと、強化繊維基材とマンドレルを第1バッグ材で密閉して第1バッグ構造体を形成し、その内部を減圧して強化繊維基材をマンドレルの形状に沿わせて所定の横断面形状に賦形する工程Bと、第1バッグ構造体を、長手方向に所定の湾曲もしくは屈曲形状を有する賦形型の上に配置する工程Cと、賦形型上の第1バッグ構造体を第2バッグ材で密閉し、第2バッグ材の内部を減圧して第1バッグ構造体内の強化繊維基材を賦形型の形状に沿わせて長手方向に湾曲もしくは屈曲した形状に賦形する工程Dとを有する。
(もっと読む)
半製品の繊維複合材料製品から、(部分的に)環状であり繊維で強化された、ポリマーを含有する成形品を生産する方法
繊維複合材料の半製品から、(部分的に)環状であり繊維で強化された、ポリマーを含有する成形品を生産する方法であって、回転可能なドラム3の上に多数の環状または部分的に環状の鋳型部品を配置して、該部品が、半製品を収容するための環状のチャネル19、25、33、45、50を備えたループ状の鋳型を形成するようにするステップ、ループ状の鋳型のチャネルに半製品を付与するステップ、遠心力によりマトリクス材は外側に押し進められてチャネル内に存在する空気は内側に移動するような方法で、ドラムを回転させるステップ、ポリマー環を形成するために加熱手段を用いて半製品を硬化させるステップ、ループ状の鋳型からポリマー環を取り出すステップ、を含んでなる方法。 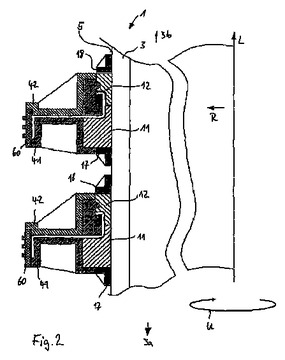 (もっと読む)
(もっと読む)
樹脂付着装置
【課題】フィラメントワインディング成形における樹脂付着装置において、繊維割れにより繊維束に的中させることができなかった樹脂を、繊維束に付着させる。
【解決手段】複数の樹脂噴射用ノズル29a・29bを有する液滴噴射装置11と、ノズル29a・29bと所定の対向間隔を置いて繊維束100を走行させる走行装置10と、を具備し、走行する繊維束100の表面に向けて液滴噴射装置11によって樹脂8(主剤12及び硬化剤15)を噴射することで、繊維束100に樹脂8を付着させるフィラメントワインディング成形における樹脂付着装置5であって、繊維束100を挟んでノズル29a及びノズル29bと対向する位置に繊維束100の裏面と近接するように配置される樹脂受け部40a・40bを具備した。
(もっと読む)
キャリア付きプリプレグの製造方法、キャリア付きプリプレグおよびその製造装置
【課題】最外層であるキャリア表面の平滑性に優れるキャリア付きプリプレグを得ることができ、製品の歩留まりを向上させることができるキャリア付きプリプレグの製造方法、該方法により得られたキャリア付きプリプレグおよびその装置を提供する。
【解決手段】本発明のキャリア付きプリプレグの製造方法は、長尺帯状の第1および第2の絶縁樹脂層付きキャリアの前記絶縁樹脂層同士を繊維布を介して接合された接合体を熱硬化性樹脂の溶融温度以上に加熱処理することにより前記絶縁樹脂層をBステージ化し、前記絶縁樹脂層を構成する前記熱硬化性樹脂の溶融温度以上の温度に保持したまま前記接合体を0.2MPa以上、1MPa以下の圧力で厚さ方向に押圧する。
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法
【課題】回巻体から連続的に引き出される強化用繊維束を使用して、撚りを行う引抜き法により、長繊維強化熱可塑性樹脂ペレットを製造するに際し、強化用繊維束の継ぎ合わせ部を高い生産速度にてダイノズルを通過させることができる、長繊維強化熱可塑性樹脂ペレットの製造方法を提供すること。
【解決手段】継ぎ合わせすべき強化用繊維束の端部分の双方について、それぞれ、繊維量半減端部を形成し、エアスプライサにより、前記繊維量半減端部A1,B1同士を1箇所以上にて交絡させ、さらに、新しい側の繊維量半減端部B1に続く繊維量非削減端部B2において、1箇所以上にてエアスプライサにより強化用繊維同士を交絡させることにより、使い終わりの側の強化用繊維束Aと新しい側の強化用繊維束Bとを継ぎ合わせ、強化用繊維束を連続供給することを特徴とする長繊維強化熱可塑性樹脂ペレットの製造方法である。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造用含浸ダイ
長繊維強化熱可塑性樹脂成形材料の製造方法を提供する。この方法は、プロセスチャンバー14に溶融熱可塑性樹脂を満たすステップと、このプロセスチャンバーの中に少なくとも一本の連続繊維ストランドを送るステップと、溶融熱可塑性樹脂56を含浸させた連続繊維ストランド50を引抜成形するステップと、熱可塑性樹脂を含浸させた少なくとも一本の連続繊維ストランドをペレット60に切断するステップとを含む。また、この方法は、適切な含浸を確保するために、特定な式に従ったペレットの加工を含む。 (もっと読む)
繊維強化熱可塑性樹脂組成物の製造装置およびその製造方法
【課題】繊維状強化材をフィードホッパーへ供給するに際し、繊維状強化材がフィードホッパーの内壁へ衝突し解繊物が発生するのを抑制し、フィードホッパー内壁へ解繊物や樹脂成分が付着、蓄積しブリッジ現象を起こしたり、付着物の塊が落下したりすることなく、原料を混練装置へ安定して供給することができる、繊維強化熱可塑性樹脂組成物の製造装置およびその製造方法を提供することにある。
【解決手段】繊維状強化材供給口、熱可塑性樹脂成分供給口および混練装置への材料投入口を備え、さらに、繊維状強化材供給口には、投入された繊維状強化材を混練装置への材料投入口方向に向かってガイドする繊維状強化材供給ガイドを設けてなることを特徴とする、繊維強化熱可塑性樹脂組成物製造用のフィードホッパー。
(もっと読む)
FRPの製造方法
【課題】材料収率の向上に寄与するFRPの製造方法を提供する。
【解決手段】樹脂拡散媒体2を用いて強化繊維基材1に樹脂を注入する工程を有するFRPの製造方法において、前記樹脂拡散媒体2は、少なくとも一端部が密閉されており、かつ、該密閉されている部分の全部または一部を、前記強化繊維基材の一部と重ねて配置するFRPの製造方法に関するものである。また、樹脂拡散媒体2を用いて強化繊維基材1に樹脂を注入する工程を有するFRPの製造方法において、前記強化繊維基材1の少なくとも一端部には、前記樹脂拡散媒体2を配置せず、かつ、該一端部に板材を配置するFRPの製造方法。
(もっと読む)
繊維強化プラスチック成形体の製造方法
【課題】樹脂が容易に流れ、補給されるために用いられる樹脂流動用構造物、例えばシート状またはマット状構造物等の廃棄を要せず、該構造物を強化材として利用しうる繊維強化プラスチック成形体の製造方法。
【解決手段】成形型基台上1にシート状強化繊維材料からなる被含浸物2を配設し、被含浸物上に、液状マトリックス樹脂11を拡散流動させうる樹脂拡散部材3を敷設し、これらの被含浸物及び樹脂拡散部材をバッグフィルム5によって成形型上に気密に被覆させ、真空下でバッグフィルム内に液状マトリックス樹脂を注入する繊維強化プラスチック成形体の製造方法であって、樹脂拡散部材が液状マトリックス樹脂と相溶性のある相溶性樹脂で結合させた強化繊維材料からなるものであって、一定時間形状が保持され、その間真空下で被含浸物上に吸引一体化されたのち、相溶性樹脂を、経時的にマトリックス樹脂と相溶させてマトリックス樹脂に吸収させる。
(もっと読む)
延伸ポリマー補強要素を含む曲面製品の製造方法およびそれによって得られる製品
本発明は、曲面製品の製造方法であって、複数の延伸ポリマー補強要素をマンドレル上に配置することと、その要素の少なくとも一部を互いに局部的に接着することと、製品をマンドレルから取り外すこととを含む方法に関する。本発明はまた、曲面物品(好ましくは防護物品)を曲面製品から製造するための方法であって、曲面製品を金型内に入れることと、前記製品を高温高圧で圧縮することとを含む方法に関する。曲面防護物品は良好な耐衝撃特性を有し、実質的にしわがない。 (もっと読む)
プリフォーム作製装置
【課題】種々の異なった内部組織による層からなるプリフォーム製品の作製を可能とし、多品種小ロットのプリフォーム製品の作製に対して、極めて効率的に適用が可能なプリフォーム作製装置を提供すること。
【解決手段】マンドレルMのまわりに強化繊維材を積層状に形成してプリフォームPfを作製するプリフォーム作製装置PMであって、強化繊維材を一方向あるいは複数方向に配列させたシート状材Sをマンドレルの軸線に対して0度方向に挿入するシート状材挿入装置1と、前記マンドレルの軸線に対する組角度が±θ度の組糸Y、Yと、軸線に対する角度が0度の中央糸yとを選択的に組み合わせて組織するブレイディング装置2と、前記マンドレルのまわりにワインド材Wを巻回しながら層を形成するワインディング装置3とを、それぞれユニットとしてライン状に配置してなることを特徴とするプリフォーム作製装置。
(もっと読む)
複合材料の処理方法
複合材料を処理する方法が、複合材料(1)に接触している多孔質層(3)をその融点以上に加熱することを含み、これにより、多孔質層が融解して複合材料中に含まれる。この複合材料は、マトリクス拡散処理によって形成することができる。この場合は、多孔質層は分配層として機能する。あるいはまた、この複合材料はプリプレグの積層として形成することができる。この場合は、多孔質層は通気層として機能する。多孔質層は、材料の靭性を増加させるポリスルホンまたはポリエーテルスルホンを含むことができる。 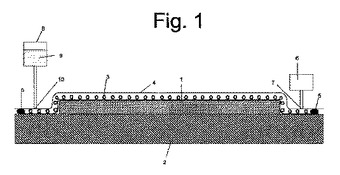 (もっと読む)
(もっと読む)
連続的にバルクを減らす方法
【課題】複合構造のプレフォームを製造するために用いられる織物を連続的に減量する方法を提供する。
【解決手段】連続的な減量方法は、織物12のスプール10を提供するステップ、前記織物12を加熱して、加熱された織物18を生成すると同時に、前記加熱された織物18を複合構造形成ツール14に移送するステップ、前記複合構造形成ツール14の周りに前記加熱された織物18を巻き付けるステップ、前記加熱された織物18に樹脂を塗布して、樹脂含量の多い織物表面28を得るステップ、前記樹脂含量の多い織物表面28に加熱された織物18の次の層を貼り付けて含浸複合材30を得るステップ、及び前記含浸複合材30を減量及び冷却して、複合構造のプレフォーム32を得るステップを含む。
(もっと読む)
複合リングの製造方法および装置
閉鎖形状を有し、連続リングの形にあり、補強用繊維と架橋性樹脂をベースとする複合体ブロックの、上記架橋性樹脂を含有する組成物をベースとするマトリックス中に組込んだ上記補強用繊維のテープの所定数Ncの層を重ね合わせて連続して巻付けることによる製造方法;該方法は、開始時から終了時までに、下記の工程を含む:
・補強用繊維(11)の直線配列体(12)を形成し、この配列体を供給方向(F)に搬送する工程;
・上記繊維配列体(12)を真空の作用下(13)に脱ガスする工程;
・脱ガス後、上記繊維配列体(12)に液状の上記樹脂組成物(17)を含浸させる工程;
・そのようにして得られた予備含浸体をダイ(20)に通して、該予備含浸体上に、液体樹脂マトリックス(17)中の上記補強用繊維(11)からなるテープ(21)の形状を組付け、該テープの厚さ(Er)が0.1mm〜0.5mmであるようにする工程;
・ダイ(20)から離脱させるとき、表面処理(22)を上記テープ(21)の上面に施して、その厚さ(Ep)が上記テープの厚さErの10%未満を示す固形皮膜を形成させ、該皮膜が、その後のテープ(21)の皮膜自体上への巻き付けのための安定な基体として作用するようにする工程;
・そのようにして表面処理したテープ(21)を、上記複合体ブロックの最終形状を決定する支持体(23)上に付着させ、上記テープ(21)を、15層未満である数Ncの層を重ね合わせて上記連続リング(30)を上記支持体(23)上に直接形成させることによって、上記支持体(23)上に一方向に巻き付ける工程。  (もっと読む)
(もっと読む)
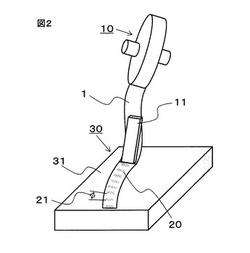
構造物の補強方法及び定着具
【課題】作業性が良く、また、強化繊維シート補強材の断面を欠損することがないか、或いは、最小限として、コンクリート構造物或いは鋼構造物のような構造物の補強を施工することのできる補強方法及び定着具を提供する。
【解決手段】定着具20は、固定具25により構造物100に固定することのできる軸線方向に延在した棒状の定着体21と、所定の幅と長さを備えたシート状とされる強化繊維シートにて作製され、一端部領域が定着体21の周面に巻き付けられて定着体21の周面に樹脂にて接着固定され、残りの領域は定着体21に接着固定されることなく定着体21から延在している定着用強化繊維シート補強材30と、を有する。
(もっと読む)
21 - 40 / 56
[ Back to top ]