
Fターム[4F072AH21]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 繊維への樹脂の含浸(←塗布) (2,341)
Fターム[4F072AH21]の下位に属するFターム
多段含浸 (94)
混合、混練(←スラリー状での混合) (115)
散布 (66)
塗布、流延 (209)
ロール塗布 (111)
浸漬 (518)
走行する基材周囲に塗布剤槽を設けたもの (37)
支持体上に供給された樹脂を移転するもの (131)
押出しコート (60)
外部力の利用(←遠心力、振動) (154)
絞り手段 (72)
Fターム[4F072AH21]に分類される特許
81 - 100 / 774
高耐熱性エポキシ樹脂組成物、プリプレグ、金属張積層板およびプリント配線板
【課題】難燃性及び鉛フリーはんだ対応の耐熱性を有し、さらに優れためっきの密着性を維持する基材を得ることができるエポキシ樹脂組成物、前記組成物から得られるプリプレグ、並びに前記組成物から樹脂絶縁層が形成された金属張積層板およびプリント配線板の提供。
【解決手段】リン変性フェノール硬化剤とエポキシ化合物を含むエポキシ樹脂組成物であって、前記リン変性フェノール硬化剤が9,10−ジヒドロ−9−オキサ−10−ホスファフェナントレン−10−オキシド等のホスファフェナントレン類を含むリン化合物と環上に水酸基又はO−メチル基を有するフェノール樹脂又はフェノール化合物とを含み、且つ前記リン化合物が特定フェノール樹脂又はフェノール化合物の脂肪族炭素に結合していることを特徴とする樹脂組成物用いる。
(もっと読む)
繊維強化樹脂シートの製造装置及びその製造方法
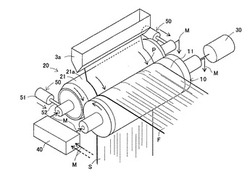
【課題】熱可塑性樹脂を強化繊維基材に良好に含浸することができる繊維強化樹脂シートの製造方法及びその製造装置を提供する。
【解決手段】シート状の強化繊維基材Fと、熱可塑性樹脂Pとを、一対のロール10,20間に導入し、一対のロールを回転させながら強化繊維基材Fに前記熱可塑性樹脂Pを含浸することにより、繊維強化樹脂シートSを製造する方法であって、一対のロール10,20として、金属製の主ロール10と金属製の押さえロール20とを用い、主ロール10に対して押さえロール20を押圧することにより、押さえロール20の周面が主ロール10の周面形状に倣うように押さえロール20の周面21を変形させながら、熱可塑性樹脂Pを強化繊維基材Fに含浸させる。
(もっと読む)
組成物及び該組成物を硬化して得られる硬化物
【課題】電子部品の高集積化の進展に伴い、電子部品の放熱量が増大する傾向がある。このような状況下、電子部品の絶縁材に用いられる硬化物には、一層高い熱伝導性が求められている。
【解決手段】式(1)
で表わされるジエポキシ化合物、硬化剤及びアルミナを含有することを特徴とする組成物、並びに、該組成物を硬化して得られる硬化物。
(もっと読む)
繊維強化プラスチック平板およびその製造方法

【課題】強化繊維として、例えば長さ1インチ程度のガラス繊維等のように平板厚みよりも長い長繊維を含有するSMCまたはBMCによる繊維強化プラスチック平板において、強度を維持しつつ平板の反りを低減することができる繊維強化プラスチック平板およびその製造方法を提供すること。
【解決手段】シートモールディングコンパウンド(SMC)またはバルクモールディングコンパウンド(BMC)による成型品である繊維強化プラスチック平板において、前記成型品の平板厚みよりも全長が長い長繊維と、この平板厚みよりも全長が短い短繊維および/または放射状針状結晶とを含有することを特徴としている。
(もっと読む)
フェノール樹脂、オキサゾリン及びエポキシドをベースとするプレポリマーの連続的な製造方法
【課題】ケトン中での良好な溶解性と、100℃を下回る融点とを特徴とする、フェノール樹脂をベースとするプレポリマーを提供する。
【解決手段】フェノール樹脂、オキサゾリン成分及びエポキシドをベースとするプレポリマーを、触媒の存在下で押出機を使用して連続的に製造する方法において、フェノール樹脂及びオキサゾリン成分を物質流Aで、触媒としての三フッ化ホウ素もしくは三塩化アルミニウムのルイス付加物又はアリールスルホン酸もしくはアルキルスルホン酸又は潜伏性アリールスルホン酸もしくは潜伏性アルキルスルホン酸を物質流Bで、エポキシドを物質流Cで、押出機へと供給し、前記物質流Aの入口は押出方向に見て物質流Cの入口の前にあり、120〜200℃の反応温度及び押出機中での前記出発物質の滞留時間3秒〜15分で十分に混和し、押出機の生成物排出物を45℃未満の温度へと30〜60秒の間に冷却する。
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置
【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
プリプレグ、積層板、金属箔張積層板、回路基板及びLEDモジュール
【課題】熱伝導性、耐熱性、ドリル加工性及び難燃性に優れた積層板を提供する。
【解決手段】織布または不織布基材に熱硬化性樹脂組成物を含浸させたプリプレグにおいて、熱硬化性樹脂組成物は、熱硬化性樹脂100体積部に対して無機充填材80〜200体積部を含有し、前記無機充填材は、(A)2〜15μmの平均粒子径(D50)を有するギブサイト型水酸化アルミニウム粒子、(B)0.5〜15μmの平均粒子径(D50)を有する酸化マグネシウムを含み、前記ギブサイト型水酸化アルミニウム粒子(A)と酸化マグネシウム(B)の配合比(体積比)が、1:0.3〜3であるプリプレグ。
(もっと読む)
透明フィルム
【課題】面内全体において均一な物性を有する透明フィルムを提供する。
【解決手段】ガラス繊維の基材に透明樹脂組成物を含浸し硬化して形成される透明フィルムに関する。前記透明フィルムの幅が500mm以上であると共に、前記透明フィルムの幅方向における中心部と、前記中心部から前記幅方向に250mm離れた箇所とのリタデーションの差が0.2nm以下である。
(もっと読む)
高分子量エポキシ樹脂、該高分子量エポキシ樹脂を用いる樹脂フィルム、樹脂組成物、および硬化物
【課題】
低線膨張性、自己成膜性、ハンドリング性を満足できるエポキシ樹脂の提供。
【解決手段】
下記一般式1で示されるエポキシ樹脂(a)を50重量%以上含有する2官能性エポキシ樹脂類(A)と1分子中に2つのフェノール性水酸基を有する化合物(B)とを溶媒中で反応して得られる、ゲルパーミエーションクロマトグラフィ(以下GPC)による標準ポリスチレン換算の重量平均分子量が30,000以上80,000以下である高分子量エポキシ樹脂(C)。
【化1】
(nは繰り返し単位を表し、nは0以上の整数である。)
(もっと読む)
樹脂組成物、樹脂ワニス、プリプレグ、金属張積層板、及びプリント配線板
【課題】誘電特性及び硬化物の耐熱性に優れ、ワニス状にしたときの粘度が低く、さらに、ハロゲン及び鉛を含有させずに、難燃性の高い樹脂組成物を提供することを目的とする。
【解決手段】25℃の塩化メチレン中で測定した固有粘度が0.03〜0.12dl/gであって、分子末端にフェノール性水酸基を1分子当たり平均1.5〜3個有するポリアリーレンエーテル共重合体(A)と、トルエンに対する溶解度が25℃において60質量%以上のエポキシ樹脂(B)と、トルエンに対する溶解度が25℃において10質量%以上の硬化促進剤(C)と、トルエンに対する溶解度が25℃において0.1質量%以下であって、(A)、(B)に相溶しない臭素化合物(D)と、を含有することを特徴とする樹脂組成物を用いる。
(もっと読む)
絶縁樹脂組成物、樹脂ワニス、プリプレグ、金属張積層板、及びプリント配線板
【課題】誘電特性及び硬化物の耐熱性に優れ、ワニス状にしたときの粘度が低く、難燃性の高い絶縁樹脂組成物を提供することを目的とする。
【解決手段】25℃の塩化メチレン中で測定した固有粘度が0.03〜0.12dl/gであって、分子末端にフェノール性水酸基を1分子当たり平均1.5〜3個有するポリアリーレンエーテル共重合体(A)と、臭素含有量が25〜45%であって、トルエンに対する溶解度が25℃において10質量%以上の臭素化エポキシ樹脂(B)と、硬化促進剤(C)と、を含有することを特徴とする絶縁樹脂組成物を用いる。また、前記ポリアリーレンエーテル共重合体(A)が、2,6−キシレノールと2官能フェノール及び3官能フェノールの少なくともいずれか一方とからなることが好ましい。
(もっと読む)
不連続繊維を有するプリプレグの製造方法
【課題】一定の品質の一方向不連続繊維プリプレグが得られ、また、切断部の形成パターンを容易に変更でき、プリプレグ設計の自由度も高い、不連続繊維を有するプリプレグの製造方法を提供する。
【解決手段】連続繊維を引き揃えてなる帯状物22の一方の面に、層状の熱可塑性樹脂として熱可塑性樹脂からなるフィルム24を供給して貼り合わせ、積層体を形成する。ついで、切断装置26により、積層体にレーザ光を照射し、積層体における帯状物22中の連続繊維をその長手方向の複数箇所において切断し、連続繊維と交差する方向の切断部を形成する。その後、熱可塑性樹脂を帯状物22に含浸しプリプレグ化する。または、プリプレグ化してから、レーザ光を照射して切断部を形成する。
(もっと読む)
不連続繊維を有するプリプレグの製造方法
【課題】一定の品質の一方向不連続繊維プリプレグが得られ、また、切断線の形成パターンを容易に変更でき、プリプレグ設計の自由度も高い、不連続繊維を有するプリプレグの製造方法を提供する。
【解決手段】連続繊維を引き揃えてなる帯状物22と、半硬化の熱硬化性樹脂層を備えた樹脂担持シート24aとを貼り合せ、積層体を形成する。ついで、切断装置26により、積層体にレーザ光を照射し、積層体における帯状物22中の連続繊維をその長手方向の複数箇所において切断し、連続繊維と交差する方向の切断部を形成する。その後、熱硬化性樹脂層を帯状物22に含浸しプリプレグ化する。または、プリプレグ化してから、レーザ光を照射して切断部を形成する。
(もっと読む)
SMC及びその製造方法
【課題】主剤としてビニルエステル樹脂を用い、かつ、架橋剤としてスチレンモノマーを用いず、該スチレンモノマーより沸点の高い架橋剤を用いているから、スチレンモノマーの沸点は約149℃であり、SMCを用いた加圧加熱成形加工の成形温度は135℃〜160℃であるところ、この成形温度で成形品を加熱加圧成形したとき、架橋剤は沸騰しないので、成形品の表面が粗となることを防ぎ、低圧での成形が可能となる。
【解決手段】樹脂組成物1を65℃乃至85℃の加熱温度に加熱して混合し、混合物を冷却して常温では半固形状態であって加熱温度65℃乃至85℃で流動状態となる樹脂組成物を形成し、その後、半固形状の樹脂組成物を65℃乃至85℃の加熱温度に加熱して流動状態の樹脂組成物を繊維基材2に含浸したのち冷却してプリプレグ状に形成してなる。
(もっと読む)
樹脂硬化物、透明複合基板および表示素子基板
【課題】湿度膨張率および吸水率が小さく、かつ透明性および耐熱性に優れた樹脂硬化物、透明複合基板および表示素子基板を提供すること。
【解決手段】本発明の樹脂硬化物は、脂環式エポキシ樹脂と、カチオン系硬化剤と、を含む樹脂組成物を硬化させてなるものであり、エポキシ開環率が85〜96%であることを特徴とするものである。また、エポキシ系樹脂には、グリシジル型エポキシ樹脂と脂環式エポキシ樹脂とを併用するのが好ましい。また、本発明の樹脂硬化物は、ガラスフィラーを含んでいてもよく、ガラスフィラーとしてはガラス繊維布が好ましく用いられる。
(もっと読む)
繊維強化樹脂複合材料
【課題】 繊維強化樹脂複合材料の最大荷重までの吸収エネルギー(弾性エネルギー)と最大荷重後の吸収エネルギー(進展エネルギー)とを同時に向上させることのできる樹脂強化用繊維と、該樹脂強化用繊維を用いた繊維強化樹脂複合材料を提供する。
【解決手段】 繊維をエポキシ化ポリジエン系樹脂で表面処理した樹脂強化用繊維。前記繊維として、炭素繊維又はガラス繊維が好ましい。本発明の繊維強化樹脂複合材料は、前記樹脂強化用繊維とマトリックス樹脂とで構成される。前記マトリックス樹脂としてエポキシ系熱硬化性樹脂が好ましい。
(もっと読む)
硬化性組成物及び透明複合シート
【課題】硬化前の粘度が低く、更に透明性が良好である硬化物を与え、かつ耐熱性が高く、180℃以上の無機材料層を形成する過程に耐え得る硬化物を与える硬化性組成物を提供する。
【解決手段】硬化性組成物は、下記式(1)で表されるトリアジン骨格を有する(メタ)アクリレート化合物と、屈折率調整剤とを含む。硬化性組成物の硬化後の硬化物の589nmにおける屈折率は1.557以上、1.571以下であり、かつ該硬化物のガラス転移温度は180℃以上である。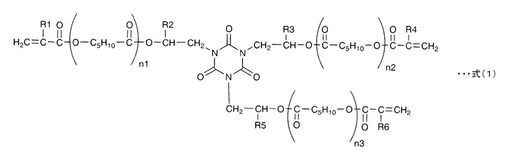 (もっと読む)
(もっと読む)
樹脂繊維複合材料
【課題】本発明の課題は、構造材などに利用可能な、軽量性と機械的強度とのバランスに優れた樹脂繊維複合材料を提供することである。
【解決手段】ガラス繊維を含有する不織布基材に熱重合性樹脂を含浸および硬化してなる樹脂繊維複合材料において、該不織布基材が、ガラス繊維のみ、または、ガラス繊維および有機繊維を主成分とし、湿式法で抄造されてなる不織布であり、該熱重合性樹脂が、ポリイソシアネートとポリビニルアルコールを主成分とすることを特徴とする樹脂繊維複合材料。
(もっと読む)
炭素繊維束の選別方法及びプリプレグの製造方法
【課題】
実質的に繊維割れのない優れたプリプレグを製造するのに有用な炭素繊維束を効率的に選別する方法、及びこの選別方法により選別された炭素繊維束を使用するプリプレグの製造方法を提供する。
【解決手段】
炭素繊維束を提供する工程(1)、及び前記炭素繊維束を繊維方向に張力5〜20Nで引張って固定し、該炭素繊維束に対し、振動数10〜15Hzで往復動する衝打手段を5〜10秒間当接させるか、又は振動数10〜15Hzで振動する振動手段を5〜10秒間接触させる工程(2)を有し、工程(2)の後、炭素繊維束において、フィラメント糸条間に幅1mm以上かつ長さ50mm以上の割れが認められない場合、該炭素繊維束をプリプレグ用強化繊維として採用する、炭素繊維束の選別方法、並びに、前記炭素繊維束の選別方法に従って炭素繊維束を選別する工程(I)、及び、工程(I)で選別した炭素繊維束を開繊し、開繊した炭素繊維に、架橋性樹脂を含有する樹脂組成物を含浸させて、プリプレグを得る工程(IIa)、又は、工程(I)で選別した炭素繊維束を開繊し、開繊した炭素繊維に、シクロオレフィンモノマー及びメタセシス重合触媒を含有する重合性組成物を含浸させ、該重合性組成物を塊状重合させることにより、プリプレグを得る工程(IIb)を有する、プリプレグの製造方法。
(もっと読む)
複合強化繊維束の製造方法およびそれを用いた成形材料
【課題】強化繊維束への含浸性が良好であり、かつボイドが少なく、成形時の揮発分が少ない複合強化繊維束を製造することを目的とする。また、複合強化繊維束を用いた成形材料であって、成形品中への繊維分散が良好である成形品を製造できる成形材料を提供することを目的とする。
【解決手段】強化繊維束(A)50〜87質量%に、特定の条件を満たすエポキシ樹脂(B)13〜50質量%を含浸させてなる複合強化繊維束の製造方法であって、成分(A)に成分(B)を供給し、成分(B)を100〜300℃の溶融状態で成分(A)と接触させる工程(I)と、成分(B)と接触している成分(A)を加熱して成分(B)の供給量の80〜100質量%を成分(A)に含浸させる工程(II)を有する複合強化繊維束の製造方法、およびその方法で製造される複合強化繊維束に、熱可塑性樹脂(C)が接着されている成形材料。
(もっと読む)
81 - 100 / 774
[ Back to top ]