
Fターム[4F202AM33]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 特有の成形不良の防止技術 (2,211) | バリ防止 (400)
Fターム[4F202AM33]に分類される特許
41 - 60 / 400
圧縮成形型及び圧縮成形方法
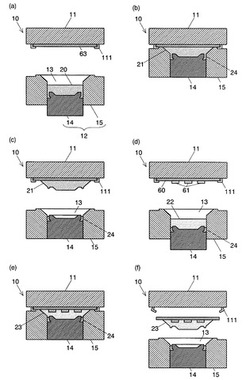
【課題】離型フィルムを用いずに圧縮成形を行うことができ、且つ、圧縮成形型の構造をシンプルにすることができる圧縮成形型及び圧縮成形方法を提供する。
【解決手段】シール用樹脂材料20でダミー成形品21と溝部充填部材24を圧縮成形する。溝部はアンダーカット部142を有し、溝部充填部材24はそのまま型抜きできないようになっているため、キャビティからダミー成形品を取り外すとき、ダミー成形品と溝部充填部材が分離する。この結果、底面部材14上面の外周縁部に形成された溝部に溝部充填部材24が残留し、底面部材14と枠部材15の間の隙間が完全に塞がれる。そのため、次にキャビティ13内に封止用樹脂材料22を供給して基板60上の電子部品61を樹脂封止する際に、その隙間に封止用樹脂材料22が入り込むことがない。
(もっと読む)
タイヤモールド

【課題】ピースの摺動を確保しながら、そのピースの傾きを抑えてカジリを防止できるタイヤモールドを提供すること。
【解決手段】ケース7の内面に周方向に延びるレール8が突設されるとともに、ピース6の各々の背面にレール8と嵌合する嵌合溝9が凹設され、その嵌合溝9の下側面9aがレール8の下側面8aと面接触可能に形成されており、ケース7に装着されたピース6の下端面6aを、ケース7の下端部の内面7aに接触させたときに、加硫成形前の非加熱状態で、嵌合溝9の下側面9aとレール8の下側面8aとの間のクリアランスC1と、ピース6の上端面6bとケース7の上端部の内面7bとの間のクリアランスC2とが設けられ、C1がC2よりも小さくなる。
(もっと読む)
基板露出面を備えた樹脂封止成形品の製造方法及び装置
【課題】ガラスエポキシ基板11の外面部を樹脂封止成形すると共に、該基板の一部を樹脂成形体の外部に露出する基板の樹脂封止成形方法とその装置を提供する。
【解決手段】基板11の外面部を熱硬化性エポキシ樹脂Rにて封止成形するための型構造21・22を備えた樹脂封止成形装置を用いてガラスエポキシ基板11の外面部を樹脂封止成形すると共に、該基板の一部を樹脂封止成形体の外部に露出させようとする型構造21・22の部位に、該基板の露出面13に対して樹脂バリ形成防止用部材23を押圧状に密接させる。また、樹脂バリ形成防止用部材23の先端部に樹脂コーティング層23aを設ける。
(もっと読む)
ナノインプリント用モールドの製造方法、ナノインプリント法による樹脂パターンの製造方法、及び、ナノインプリント用モールド
【課題】樹脂部へのパターン転写の際に生じるバリに起因する悪影響を抑制することが可能なナノインプリント用モールドの製造方法等を提供する。
【解決手段】ナノインプリント用モールドの製造方法は、パターン5Pが形成された第1面5S1と、第1面5S1とは反対側の第2面5S2とを有し、紫外線が透過可能な材料からなるモールド本体部5を準備する工程と、モールド本体部5を固定するための表面3Sを有し、紫外線が透過可能な材料からなるモールド基体部3を準備する工程と、モールド本体部5の第2面5S2をモールド基体部3の表面3Sの一部に固定する工程とを備える。モールド本体部5において、第1面5S1から第2面5S2に向かう方向と垂直方向の幅が、一定、又は、第1面5S1から第2面5S2に向かうに従って減少する。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。クリップ本体11の少なくとも貫通孔16の周囲部分の肉厚Tは、発泡成形体2の成形時にクリップ本体11の外周側から貫通孔16に侵入した該発泡成形体2の発泡成形材料が挿入穴12の内周面まで到達し得ない大きさとなっている。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。貫通孔16の周縁部に沿って、クリップ本体11の外周面から該クリップ本体11の外方へ張り出した張出部17が設けられている。
(もっと読む)
中空成形品の製造方法および製造装置
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
注形品の製造方法、金型及びガス絶縁開閉装置
【課題】熱硬化性の材料を用いた注形品の生産性を高める。
【解決手段】ポスト型の絶縁スペーサの製造方法は、熱硬化性の注形材料51を加熱された金型25内に加圧補給しながら、この金型25内における注形材料51の外周部分52を熱硬化させて半硬化物53を得る工程と、金型25内で得られた半硬化物53についての熱硬化がその中心部54側へ進行するときに生じる反応熱によって半硬化物53を中心部54から内部発熱させる工程と、金型25内で内部発熱した半硬化物53の熱膨張の発生に応じて、注形材料51の加圧補給を停止させる工程と、加圧補給を停止させた金型25内から半硬化物53を取り出し、この半硬化物53の内部発熱を継続させることによって、中心部54を含む半硬化物53全体を熱硬化させて絶縁スペーサを得る工程と、を有している。
(もっと読む)
2色成形パネルの成形金型及び該金型を用いた2色成形パネルの成形方法
【課題】2色成形パネルの外観見栄えを向上させる。
【解決手段】第1樹脂R1からなる基材3を保持するコア型103と、コア型103に対向するように配置されたパッドキャビ型107とを備え、基材3とパッドキャビ型107との間の第2キャビティ125に第2樹脂R2を充填することにより、基材3の表面に第2樹脂R2からなる第2樹脂層5が基材露出部7を有するように一体に形成されたインストルメントパネル1を成形する2色成形金型101において、パッドキャビ型107に、基材3表面の第2樹脂層5形成箇所と基材露出部7との境界に沿って基材露出部7に圧接する所定幅の圧接面119を設け、圧接面119に、基材露出部7にシボ模様を転写する微細な凹凸を形成する。
(もっと読む)
樹脂モールド装置
【課題】部品の交換が容易な樹脂モールド装置を提供する。
【解決手段】樹脂モールド装置1は、下金型80と、下金型80の外部に設けられた駆動源を有する金型駆動機構86と、下金型80内において可動に構成されたテーパプレート85と、一端が前記駆動源に接続されると共に他端がテーパプレート85に接続される駆動ロッド86aと、前記駆動源に駆動ロッド86aを接続した接続位置と、この接続位置から退避した退避位置との間で前記駆動源を回動可能に軸支する回動機構91とを備えている。
(もっと読む)
防振ゴムの成形用金型
【課題】防振ゴムの成形用金型において、既存の成形用金型の形状等を大幅に代えることなく、金型の分割面に形成されるバリに、貫通孔を確実に形成する。
【解決手段】第1パイプ部材23及び第1外筒体13と、すぐり孔が形成された第1ゴム弾性体とを備えるトルクロッドの成形用金型61である。筒軸方向と垂直な分割面61aを構成する下型71及び上型81を備えている。下型71及び上型81には、第1ゴム弾性体を成形するためのと、すぐり孔を形成するための空間形成部とが形成されている。第1及び第2下側空間形成部の先端部には、樹脂ネジ93が螺合挿入される挿入孔が形成されている。空間形成部は、型締め状態では、先端面同士が接近して樹脂ネジ93を膨張させる。
(もっと読む)
シートクッション用成形型、及びその成形型を用いたシートクッションの製造方法
【課題】裏面材の外側に発泡材料が漏れ出すことを抑制できるシートクッション用成形型を提供する。
【解決手段】裏面材10が一体化されたシートクッションを製造するためのシートクッション用成形型のキャビティを形成する型内面には、裏面材10を型内面に取り付けるための複数の取付部3が設けられている。取付部3は型内面から突出するセットピン4と、セットピン4の基端部4aを囲む環状の磁気吸着領域を型内面に形成する磁性部5、6とを備える。
(もっと読む)
型内被覆成形用金型及び型内被覆成形方法
【課題】 雄型と雌型が組み合わされた金型を使用して、樹脂成形品の成形後に、雌型を交換してから、型内で成形した樹脂成形品を塗料によって被覆する型内被覆成形において、雌型を交換した後、樹脂成形品を塗料で被覆する際に生じる塗料の漏れを防止する。
【解決手段】 本発明によれば、雄型と第1の雌型とにより形成される金型キャビティの端部に補助キャビティ部を形成することによって、樹脂成形品の端部に突起部を形成する。そして、樹脂成形品の成形後に、雌型を交換してから、第2の雌型と雄型を組み合わせる際に、該突起部に、金型開閉方向に伸びる金型キャビティ面を嵌合させることによって、塗料漏れを防止するためのシール部を形成する。
(もっと読む)
タイヤ加硫用モールドの製造方法およびタイヤ加硫用モールド
【課題】十分な排気を確保できる排気機構を必要な場所に容易に形成できるタイヤ加硫用モールドの製造方法およびこの方法で得られるタイヤ加流用モールドを提供する。
【解決手段】金属薄板をその両端部を重ね合わせて筒状に形成して重ね合わせた部分にスリット5を設けたパイプ体4の内部に、易崩壊性耐火材料Pを詰めた状態にして、スリット5に石膏鋳型10の表面10aに突設されたシム8を挿入してパイプ体4を表面10aに配置した後、その表面10aに溶融金属Mを流し込んで固化させて、パイプ体4が、そのパイプ軸方向両端開口部が固化した溶融金属Mで塞がれた状態で鋳込まれるとともにシム8が表面から突設されたモールドを鋳造し、その後、鋳込まれたパイプ体4に連通する排気孔をモールドに形成して、この排気孔を通じてパイプ体4に詰めた易崩壊性耐火材料Pを除去するとともに、シム8をスリット5から引き抜く。
(もっと読む)
半導体装置、半導体装置の保管方法、半導体装置の製造方法、及び半導体製造装置
【課題】樹脂バリを除去する作業を行わずとも、半導体パッケージの外観が損なわれることを抑制し、かつ半導体パッケージの薄型化を図る。
【解決手段】半導体パッケージ100は、半導体チップ60と、半導体チップ60をダイパッド52に搭載したリードフレーム50と、半導体チップ60、及びダイパッド52を上面及び下面から封止した樹脂10と、を備え、樹脂10は、表面に設けられた凹部30と、裏面に設けられ、平面視で凹部30の内側に位置する凹部40とを有する。
(もっと読む)
金型装置の製造方法
【課題】第一型と第二型の閉じ合せ部分を効率良く研磨することにある。
【解決手段】第一型10と第二型20を形成する第一工程と、第一型10と第二型20の少なくとも一方から、一方の型(10)の型閉じ面(13)及び空間部一部(11b)を構成する第三型30を分割する第二工程と、一方とは異なる他方の型(20)と第三型30を閉じ合せた状態で、両型の閉じ合せ部分Xをキャビティ40側から共磨きする第三工程とを有する。
(もっと読む)
硬質液状樹脂成形用金型及び硬質液状樹脂成形方法
【課題】硬質液状樹脂は非常に低粘度であるため、製品取出しのために設置するエジェクタピンと穴とのクリアランスに樹脂が入り込み、詰まりによる突き出し動作不良が発生し、量産成形が困難な状況となるため、樹脂の流れ込みを防止でき、突き出し時のクリアランスも確保できる金型の突き出し部構造が必要である。
【解決手段】本発明は、硬質液状樹脂を成形する金型において、エジェクタピンに電磁コイルを巻き、電磁誘導加熱によりエジェクタピンに温度変化を与えて、樹脂充填時と突き出し動作時のエジェクタピンと穴とのクリアランスを制御し、良好に連続成形を可能とする金型の突き出し部構造に関するものである。
(もっと読む)
レンズの製造方法及びレンズ並びに撮像装置
【課題】一般的なエネルギー硬化性の樹脂でレンズを製造するにあたって、製造プロセスの停滞を回避して効率化を図る。
【解決手段】下型52の成形面62上にエネルギー硬化性の樹脂Mを供給する供給工程と、上型51と下型52との間隔を狭め、供給された樹脂Mを上型51及び下型52の双方の成形面60,62で挟んで成形する成形工程と、成形された樹脂Mにエネルギーを供給して硬化させる硬化工程と、上型51と下型52との間隔を広げ、硬化された樹脂Mからなるレンズ20を成形型50から取り出す離型工程と、を備え、成形工程で上型51と下型52との間隔を狭めた後において、胴型53の内周面64における樹脂Mと接触する接触部64aと該接触部の上側に隣接する非接触部64bとの境界線L1が、その周上の少なくとも一部で上型51の成形面60の延長と胴型53の内周面64との交線L2よりも下側にある。
(もっと読む)
レンズの製造装置及びレンズの製造方法、レンズ、撮像装置
【課題】一般的なエネルギー硬化性の樹脂でレンズを製造するにあたって、バリの発生を防止し、レンズの離型を円滑なものとする。
【解決手段】エネルギー硬化性の樹脂からなるレンズ20の製造装置100は、上型51及び下型52並びに胴型53を含む成形型50と、下型51の成形面62上に樹脂を供給する樹脂供給手段101と、上型51を移動させて上型51及び下型52の双方の成形面60,62の間隔を拡縮させる駆動手段102と、間隔を縮小された上型51及び下型52の双方の成形面60,62で挟まれて成形された樹脂に硬化エネルギーを供給するエネルギー供給手段103と、を備え、上型51の成形面60の縁には全周にわたって凸条65が設けられ、下型52の成形面62の縁には全周にわたって凸条66がそれぞれ設けられており、上型51及び下型52の双方の成形面60,62の間隔を縮小する際に、上型51の成形面60の凸条65と下型52の成形面62の凸条66との間に隙間を残して上型51の移動を停止させる。
(もっと読む)
ゴムローラ成形金型
【課題】バリの除去が容易であり、かつ、バリが所定の位置以外の位置に残留することのない成形金型を実現する。
【解決手段】円筒状の金型本体2と、金型本体2の両端の開口をそれぞれ閉塞してキャビティ5を形成すると共に、キャビティ5に配置された軸体4を保持する一対の駒1、3とを有するゴムローラ成形金型であって、一対の駒2、3のそれぞれは、金型本体2の開口の内側に挿入される嵌合部1a、3aと、嵌合部1a、3aの後端に連設され、金型本体2の開口の外側に配置されるフランジ部1b、3bとを有し、一方の駒1の側面には、嵌合部1aとフランジ部1bとに跨る液溜り部6と、液溜り部6をキャビティ5に連通させる溝7とが形成され、溝7と液溜り部6との間には垂直な段差8が設けられている。
(もっと読む)
41 - 60 / 400
[ Back to top ]