
Fターム[4F202CA11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 射出成形 (6,077)
Fターム[4F202CA11]の下位に属するFターム
Fターム[4F202CA11]に分類される特許
1,901 - 1,920 / 5,678
インサート金具及びその製造方法
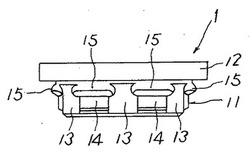
【課題】 係合溝と係合突起部とを独立して形成することにより、所望の回り止め機能と抜け止め機能とを正確に設定し得るインサート金具の提供。
【解決手段】 筒軸本体11の一端部に鍔部12を備えてなるインサート金具において、筒軸本体11の外周にその他端部からに鍔部12側に延びる係合溝13…13を筒軸本体11の中心軸と平行でかつ所定角度おいて複数本形成する一方、各係合溝13…13により区切られた筒軸本体11の各区切外周部14…14における鍔部側に半径方向外方に向かって突出する係止突起部15…15をそれぞれ設けた。
(もっと読む)
樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法

【課題】交換用のゴム型の製造に用いるゴム材料の使用量を低減させることができ、ゴム型の型開きを簡単な構造によって防止して、熱可塑性樹脂からなる安定した寸法精度の成形品を得ることができる樹脂成形用のゴム型等を提供すること。
【解決手段】樹脂成形用のゴム型2は、溶融状態の熱可塑性樹脂を加圧して充填するためのキャビティ213を形成してなる。ゴム型2は、ゴム材料からなると共にキャビティ213を形成してなる中子型21と、ゴム材料からなると共に中子型21を内部に配置する形状を有するベースモールド型22とからなる。中子型21は、キャビティ213を開放するための分割面212において一対の分割型部211を組み合わせてなる。ベースモールド型22は、下面部221と、一対の分割型部211が組み合わさる方向の両側に形成した一対の第1側面部222とを有している。
(もっと読む)
成形金型
【課題】 本発明は、金型に設けられたゲートを均一に冷却し、成形製品の表面に生じる欠陥を無くすことができる成形金型を実現する。
【解決手段】本発明に係る成形金型は、樹脂成形のために溶融樹脂を供給する射出機40が連接される固定側金型30と、固定側金型30に型締めされて溶融樹脂が充填されるキャビティCを形成する可動側金型20と、固定側金型30に設けられ、キャビティに溶融樹脂を供給するゲート51と、可動側金型30内のゲート51に対向する位置に設けられ、ゲート51の内部に充填された溶融樹脂を冷却する冷却部23と、を備えることを特徴とする。
(もっと読む)
縦型射出成形機
【課題】成形体を繰り返し成形する際に作動される各種装置の作動に影響されずに、回転移動される金型へ常に電気を通電できるようにする。
【解決手段】上側金型17が取り付けられた保持プレート11、ヒータを備えた下側金型16が複数取り付けられたターンテーブル14、及びターンテーブル14を上部に載置した固定フレーム10を備え、固定フレーム10と一体に、ターンテーブル14の上方に延設した固定部材40を設け、この固定部材40にスリップリング42を装着する。縦型射出成形機1の稼働時に動くことのない固定部材40にスリップリング42を設け、このスリップリング42の外周面42aに対し、各下側金型16のヒータに接続した接続ケーブル44の電極を摺接させる。これにより、ターンテーブル14が回転された際、スリップリング42に摺接させた電極45を介して、各下側金型16のヒータに常に通電することができる。
(もっと読む)
型締装置の制御方法
【課題】型開完了位置で安全装置を確実に係合させることができる型締装置の制御方法を提供することを目的とする。
【解決手段】複数の係合段部9を有する安全棒7と、安全扉開放時に前記係合段部9に係合可能となるように構成された係合板10からなる安全装置6を備えた型締装置13の制御方法であって、型開完了位置で前記係合板10が前記係合段部9に係合可能となるようにする調整を型開完了設定値Dに対して実施することとする。
(もっと読む)
成形品取出装置
【課題】エンコーダの防水性を高めて、耐久性及び安全性に優れた成形品取出装置を提供する。
【解決手段】成形品取出装置に、ギアードモータ52によって水平面内で回転駆動される第1リンク3と、この第1リンク3の先端部に回転自在に取り付けられ、水平面内で移動されるアーム4と、一端が本体移動部2に回転可能に取り付けられ、他端がアーム4の長手方向の適所に回転可能に連結された第2リンク7とからなるリンク機構を設ける。ギアードモータ52の回転方向及び回転量を検出するエンコーダ59を、モータ機構部(本体部)42の上面に取り付ける。モータ機構部42を貫通したエンコーダ軸59aとモータ軸57とを平歯車61,62からなる歯車機構を介して連結する。
(もっと読む)
プロペラファン、流体送り装置および成型金型
【課題】省エネルギー性や省資源設計の面で大きく貢献するとともに、保管や運搬時の積み重ねを可能とするプロペラファン、を提供する。
【解決手段】プロペラファンは、周方向に離間して設けられ、回転に伴って送風を行なう複数の翼21(21A,21B)と、回転に伴って送風を行なうための翼面36を有し、互いに隣り合う複数の翼21の間で翼21Aおよび翼21Bの根元部同士を連接する連接部31と、翼21の回転中心に配置され、連接部31の吸込側から突出し、翼21の回転軸方向の直交平面に平行な端面42を有するボスハブ部41とを備える。プロペラファンは、さらに、連接部31の吹出側に設けられ、ボスハブ部41を翼21の回転軸方向に投影した場合に、その投影したボスハブ部41の外形よりも大きい外形を有し、端面42に平行な平面44を有する平面部43を備える。
(もっと読む)
インモールドラベリング容器の製造装置
【課題】
インモールドラベリング容器の製造装置において、目視で成形品の良否を判別するが、判別作業に手間がかかるとともにオペレータの疲労により判別ミスが発生する。また、搬送経路の途中に判別装置を設ける場合、コストアップになると同時に判別装置の精度保持の都合上サイクルアップを図ることが難しい。
【解決手段】
成形品の取り出し以前に、射出成形機に成形品の良否を判別する機能をもたせので、後工程における目視による良否判別や高価な良否判別装置は不要となり、良品率の向上、コストダウンとともにサイクルアップが可能となる。
(もっと読む)
貫流ファン、送風機および羽根車の成形機
【課題】ピーク音と上記異音とを同時に抑制しつつ、翼を傾斜させても性能が劣化せず消費電力を低減することができるとともに、金型による樹脂成型を容易にする貫流ファンおよび送風機を提供し、貫流ファンを構成する羽根車を成形することができる成形機を提供することを目的とする。
【解決手段】 貫流ファン200は、複数の羽根部とを含む羽根車を、中心軸線方向に複数積層することで形成された貫流ファンであって、回転中心線Oに対して垂直な羽根部の断面は、羽根部の第1基準面300から先端部に向かうにしたがって小さくなるように形成され、回転中心線Oに対して垂直な羽根部の断面の中心点は、主表面に連設された羽根部の付根部から先端部に向かうにしたがって、回転中心線Oを中心として回転方向R前方側または回転方向R後方側に向けて変位すると共に、径方向外方に向けて変位する。
(もっと読む)
一体化部材の成形方法、上フランジの成形方法、一体化部材成形用金型、上フランジ成形用金型、一体化部材、上フランジ、テープリール、及びテープカートリッジ
【課題】上フランジの振れや反りの精度を簡単に高くする。
【解決手段】固定側金型91と、この固定側金型91と対向配置されているとともに、ハブ31の少なくとも内周面及び外周面を成形するための成形孔92aが形成された可動側金型92と、それぞれ、可動側金型92に固定側及び可動側金型91,92の対向方向に延びかつ互いに成形孔92aに対応する同一円周上に配置されるように固定側金型91とは反対側の面から挿入されているとともに成形孔92aに臨みかつハブ31の上端面の一部を成形するための成形面93bを有する12個の金型駒93とを備え、この各金型駒93の成形面93bの固定側及び可動側金型91,92の対向方向に関する位置が調整可能になっている、一体化部材33を成形するための一体化部材成形用金型9を設けておき、この一体化部材成形用金型9により一体化部材33を成形する。
(もっと読む)
車両用ミリ波レーダ用カバーの成形方法と成形用金型
【課題】
2層の樹脂層からなり第1の樹脂層にインジウムや錫等のエンブレムが埋め込まれたミリ波レーダ用カバーを安価にかつ効率よく成形する方法を提供する。
【解決手段】
予め射出成形して得られる樹脂部品(35)に金属膜(36)を蒸着してエンブレム(37)を得る。移動コア(23)にエンブレム(37)をインサートして型締する。移動コア(23)を後退して、未充填部分を残してキャビティ内に所定量の第1の溶融樹脂(42)を射出する。移動コア(23)を前方に駆動してエンブレム(37)が埋め込まれた第1の樹脂層(44)を得る。第1の樹脂層(44)を固定金型(2)に残して型開して、移動金型(7)をスライドして型締して第2の樹脂層(48)を射出成形する。
(もっと読む)
型締装置の型締力測定装置
【課題】型締装置の歪を蓄積する部分に直接取り付けるセンサを用いることなく、型締力を測定できる型締力測定装置を提供すること。
【解決手段】型締機構を駆動するモータを備えた型締装置の型締力測定装置であって、該型締機構が型閉じ工程において型盤位置が金型タッチ位置に到達してから型締完了位置に到達するまでに前記モータが発生したエネルギーUMを求める手段(SA6〜SA11)と、該手段により求められたエネルギーUMと該型締機構の弾性定数Kとから算出型締力FCを算出する型締力算出手段(SA13)と、を有することを特徴とする型締装置の型締力測定装置。ここで、エネルギーUMは、モータ駆動電流とモータの回転角度に基づいて算出する。
(もっと読む)
物品位置決め機構
【課題】高精度な位置決めが可能で且つ回転拘束が可能な物品位置決め機構を提供すること、位置決め機能と回転拘束機能の信頼性に優れる物品位置決め機構を提供すること。
【解決手段】物品位置決め機構は、金型Mに固定された第1ロケートリング21と、第1ロケートリング21に係合及び離脱可能で且つ取付盤2に固定された第2ロケートリング31とを備え、第1ロケートリング21は、その軸心に直交する断面が外側へ凸の複数の円弧状角部22aと複数の辺部分22bとを有する正多角形に形成され且つ先端側へ向かって小径化するテーパ係合雄部22を有し、第2ロケートリング31は、その軸心に直交する断面が外側へ凸の複数の円弧状角部31aと複数の辺部分31bとを有する正多角形に形成され且つ奥方に向かって小径化するテーパ係合雌部31とを有し、テーパ係合雄部と前記テーパ係合雌部とを密着状に係合可能に構成した。
(もっと読む)
成形装置
【課題】 生産性を向上させることができる成形装置を提供する。
【解決手段】 所定の部位にて金型2に支持され、金型2の内部において前記所定の部位から抜出口部211に向けて延設される回転軸3を備え、回転軸3は、金型2との間で成形された成形体100を回転させるべく、外周部32が成形体100の内周部を周方向で掛止するように形成されると共に、回転する成形体100を抜出方向に移動させるべく、径方向の断面形状が軸心方向に亘って同一又は抜出口部に向けて小さくなるように形成されることを特徴とする。
(もっと読む)
射出成形機および射出成形機の制御方法
【課題】 キャビティ形成面を構成するコアブロックを移動可能に設けたコアブロック移動機構を有する射出成形機におけるコアブロック作動時に、金型等の装置に対して上記のいずれかのような不測の事態が発生することを防止したコアブロック移動機構を有する射出成形機および射出成形機の制御方法を提供する。
【解決手段】 成形金型46のキャビティ形成面51の一部を構成するコアブロック35を移動可能に設けたコアブロック移動機構30を有する射出成形機11において、コアブロック移動機構30は、コアブロック35の前進力が変更可能に設けられている。
(もっと読む)
スタティックミキサー
【課題】本願発明の目的は、スタティックミキサー及び該スタティックミキサーの製造方法を提供する。
【解決手段】射出成型処理でスタティックミキサーを製造するための方法であって、500バール以下の射出圧力で射出口で通路に発泡剤を含有するポリマーメルトを射出するステップと、該ポリマーメルトで通路を充填するステップと、壁の厚さに対する流路の割合が少なくとも10に達する状態で、通路内に該ポリマーメルトの少なくとも部分的に発泡するステップと、を含む。管状ミキサーハウジング内に設置するための設置体を含んでいるスタティックミキサーは、射出成型工具によって製造される。設置体は、長手方向寸法及び直径を有する。直径に対する長手方向寸法の割合は、1以上であり、設置体は、発泡プラスチックから少なくとも部分的に構成される。設置体は、少なくとも10の該割合が存在する状態で、発泡プラスチックから少なくとも部分的に構成される。
(もっと読む)
樹脂発泡成形品の製造方法及び樹脂発泡成形品
【課題】発泡樹脂材料の発泡のためのキャビティ拡大に起因して樹脂発泡成形品が形状ダレを生じる問題を解決することのできる表皮付き樹脂発泡成形品の製造方法を提供する。
【解決手段】表皮16の内側に発泡層を有する樹脂発泡成形品を製造するに際し、第2分割型34の少なくとも一方の側面成形面38を突成形部44を有するものとなし、第1キャビティ36の拡大時に突成形部44にて突形状部の表皮16-2Aを保持してこれを型開き方向に相対移動させるようになすとともに、第2分割型34の第2摺動面54を側面成形面38に連続して形成し、第1キャビティ36の拡大時に第2摺動面54に沿って、型締状態で形成された表皮16-2Aに連続した新たな表皮16-2Bを形成するようになす。
(もっと読む)
射出成形用金型
【課題】油圧シリンダ及びその配管などが不要となり、金型構造を簡素化することができる射出成形用金型を提供する。
【解決手段】型締め力が解除されたとき、射出成型機の型開き力と共にスライド型駆動用バネの付勢力によりスライド型を可動型に対して移動させるとともに、可動プレート駆動用バネの付勢力により可動プレートを可動型に対して移動させて、スライド型とスライド型位置調整部材との位置調整を可能となるように構成している。
(もっと読む)
円筒状成形品の射出成形用金型、射出成形方法及び成形品
【課題】円筒状成形品を良好な寸法精度で得ることができる射出成型用金型を提供する。
【解決手段】
本願発明の射出成形用金型は、固定側金型および可動側金型を有し、固定側金型および可動側金型の少なくとも一方が、成形品の内面を形成するコアピンを有し、コアピンの全長が、上記コアピンを有する側の金型の厚みの10〜80%である。また、上記コアピンが、キャビティを形成する他の部材を構成する材料よりも10〜99%低い熱伝導率を有する材料で構成された金型も提供する。また、上記コアピンが断熱部分を有する金型も提供する。
(もっと読む)
自動車用途ハンドルの射出成形工法及び自動車用途ハンドル
【課題】製造コストの低減を図ることができると共に、意匠性を損なわず、バリやヒケの問題も解決することができ、場合によっては肉盗み部を形成しなくてもよい自動車用途ハンドルの射出成形工法及び自動車用途ハンドルを提供する。
【解決手段】金型1は、製品キャビティ2が成形されている可動金型部3と、固定金型部4とからなり、固定金型部4には、射出用シリンダー5から注入される溶融樹脂が移動する第1樹脂流路6と、第1の栓体7が進退可能に設置されている第2樹脂流路8と、第2の栓体9が進退可能に設置されている第3樹脂流路10が形成されている。第2樹脂流路8及び第3樹脂流路10の各々に溜まった溶融樹脂は、断熱構造部16a、16bと加熱構造部17a、17bとによって、合成樹脂の相転移温度近傍に保たれる。
(もっと読む)
1,901 - 1,920 / 5,678
[ Back to top ]