
Fターム[4F202CA11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 射出成形 (6,077)
Fターム[4F202CA11]の下位に属するFターム
Fターム[4F202CA11]に分類される特許
1,921 - 1,940 / 5,678
射出成形装置
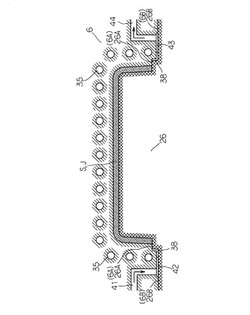
【課題】合成樹脂中にガラス等のフィラーが入っている場合に、このフィラーが成形品の表面側に浮き出てこないようにし、均一な転写を得ること。
【解決手段】キャビティS内への合成樹脂の注入前に、固定金型部6の熱媒体通路35内に熱い蒸気を供給して固定金型部6のキャビティ形成面側を合成樹脂の軟化点温度以上に昇温させるが、パーティング面に段差40を設けることにより、パーティング面に最も近い熱媒体通路35をキャビティSの下端部の近くに設けて極力パーティング面の高い面26A、6Aに近づけることができるので、キャビティSに近いパーティング面も固定金型部6のキャビティ形成面側の中央部等の温度と同等に昇温することができる。しかも、固定金型部6のキャビティ形成面側の加熱された熱が外気流通路38により温度が低い可動金型部26へと熱伝達されにくく熱を奪われにくいから、パーティング面においても昇温が十分となる。
(もっと読む)
金型装置及びその制御方法

【課題】キャビティ面またはコア面を急速加熱するか急速冷却させることができる金型装置及びその制御方法を提供する。
【解決手段】第1金型に形成されたキャビティ面及び第2金型に形成されたコア面の型合の際に成形物を形成し、第1金型及び第2金型の分離の際に前記成形物を取り出す金型装置であって、前記キャビティ面の上方に複数配列され、前記第1金型の加熱の際に電源が印加されるヒーター;及び前記ヒーターの上方に複数配列され、前記第1金型の冷却の際に冷却水が注入される冷却水孔;を含み、前記冷却水孔のそれぞれは、前記キャビティ面に対して互いに隣接した二つのヒーターの間に位置することにより、前記キャビティ面に対して前記冷却水孔及び前記ヒーターが交互に配置される。
(もっと読む)
操作ノブおよびその製造方法
【課題】安価で意匠性に優れた操作ノブを提供する。
【解決手段】第1および第2の凸部4a,4bを有する雄型4と、内面全体にシボが形成された雌型5とで構成された成形金型6を準備し、インサートフィルム3を雌型5にセットした後、両凸部4a,4bの型締め力によってインサートフィルム3の表面の一部に雌型5のシボを転写すると共に、キャビティ内に射出充填する不透明樹脂7の射出圧によってインサートフィルム3の表面の残部に雌型5のシボを転写するようにした。
(もっと読む)
サイドバルブゲート式ホットランナーシステム
【課題】製品の側面にゲートを設置する必要のある製品用のバルブゲート式ホットランナーシステムを提供する。
【解決手段】本発明は、溶融樹脂が成形機(5)より射出され、ホットランナーシステムのスプルーブッシュ(1)からマニホールドブロック(2)、ノズル(3)、サイドノズル(4)を経て製品部に充填して成形する機構に関する。成形機(5)は溶融樹脂を射出する直前に、固定側型板側面に設置したシリンダーのピストン(6)を作動させてバルブピン(7)を動かし、製品の側面に設置したゲートチップ(21)におけるゲート孔(27)を開き溶融樹脂を製品部に充填した後シリンダーのピストン(6)を作動させてバルブピン(7)を動かし、ゲート孔を閉じる構造を有する。
(もっと読む)
温度調節機
【課題】水の体積膨張による配管内圧力の上昇を利用して、昇圧ポンプを用いることなく高温の温度調節ができる温度調節機を提供する。
【解決手段】温度調節機11は、循環ポンプ13を駆動制御し、加熱装置14を通電制御し、給水弁18、排水弁19および冷却水電磁弁26を開閉制御する制御装置30を備えている。この制御装置30は、給水弁18および排水弁19を開いて循環回路15内の空気を外部へ排出する制御機能と、給水弁18を開くとともに排水弁19を閉じて加圧供給水圧(水道水圧)下で加熱装置14により循環回路15内の熱媒体を加熱制御する制御機能と、給水弁18および排水弁19を閉じて循環回路15を閉回路に制御した加圧供給水圧(水道水圧)より高圧下で加熱装置14により循環回路15内の熱媒体を加熱制御する制御機能とを備えている。排水弁19の手前には配管内圧力変化を緩和する蓄圧用のアキュームレータ23を設置する。
(もっと読む)
射出成形金型装置
【課題】構成が簡易な射出成形金型装置を提供することを目的とする。
【解決手段】射出成形金型装置1は、内部にキャビティ4を形成する開閉可能な1対の型板50と、回転ピン10と、スライド部材22とを有する。回転ピン10は、その先端部にキャビティ4内に挿入されるネジ形状の型部材10aを有するとともに、一方の型板8を貫通しつつこの型板8に対して回転可能に構成されている。また、回転ピン10には、ネジ部10cが設けられている。スライド部材22は、一方の型板8に対して、回転ピン10の軸方向に移動可能に配設されており、駆動手段によって前記軸方向に駆動される。スライド部材22には、ネジ部10cと嵌合して、スライド部材22の前記軸方向移動を回転ピン10の回転に変換する複数の歯部22aが設けられている。
(もっと読む)
成形装置
【課題】 生産性を向上させることができる成形装置を提供する。
【解決手段】 所定の部位にて金型2に支持され、金型2の内部において前記所定の部位から抜出口部211に向けて延設される回転軸3を備え、回転軸3は、金型2との間で成形された成形体100を回転させるべく、外周部32が成形体100の内周部を周方向で掛止するように形成されると共に、回転する成形体100を抜出方向に移動させるべく、径方向の断面形状が軸心方向に亘って同一又は抜出口部に向けて小さくなるように形成されることを特徴とする。
(もっと読む)
射出成形機および射出成形機の制御方法
【課題】 キャビティ形成面を構成するコアブロックを移動可能に設けたコアブロック移動機構を有する射出成形機におけるコアブロック作動時に、金型等の装置に対して上記のいずれかのような不測の事態が発生することを防止したコアブロック移動機構を有する射出成形機および射出成形機の制御方法を提供する。
【解決手段】 成形金型46のキャビティ形成面51の一部を構成するコアブロック35を移動可能に設けたコアブロック移動機構30を有する射出成形機11において、コアブロック移動機構30は、コアブロック35の前進力が変更可能に設けられている。
(もっと読む)
スタティックミキサー
【課題】本願発明の目的は、スタティックミキサー及び該スタティックミキサーの製造方法を提供する。
【解決手段】射出成型処理でスタティックミキサーを製造するための方法であって、500バール以下の射出圧力で射出口で通路に発泡剤を含有するポリマーメルトを射出するステップと、該ポリマーメルトで通路を充填するステップと、壁の厚さに対する流路の割合が少なくとも10に達する状態で、通路内に該ポリマーメルトの少なくとも部分的に発泡するステップと、を含む。管状ミキサーハウジング内に設置するための設置体を含んでいるスタティックミキサーは、射出成型工具によって製造される。設置体は、長手方向寸法及び直径を有する。直径に対する長手方向寸法の割合は、1以上であり、設置体は、発泡プラスチックから少なくとも部分的に構成される。設置体は、少なくとも10の該割合が存在する状態で、発泡プラスチックから少なくとも部分的に構成される。
(もっと読む)
車両用内装部品の製造装置および製造方法
【課題】 本発明は、複雑な構造の装置を使用しないで作業効率の向上を図る車両用内装部品の製造装置を提供する。
【解決手段】 樹脂成形金型に装着する表皮材を掛止する掛止ステージと、掛止ステージを所定位置に搬送する搬送手段と、を有する表皮材受渡し機と、樹脂成形金型へ装着する角度で掛止ステージから表皮材を受け取り、その角度に表皮材を保持する表皮保持部と、表皮保持部を支持する支持ロッドと、樹脂金型へ表皮材を装着するために、支持ロッドを所定位置から樹脂成形金型へ移動する移動機構と、を有する表皮材装着機と、を備えることを特徴とする車両用内装部品の製造装置。
(もっと読む)
射出成形方法及び射出成形装置
【課題】圧力センサの位置を厳密に選定する必要なく従来の金型の構成を殆ど変えることなく、再現性、安定性の高い射出成形方法と装置を提供する。
【解決手段】射出装置1が金型2、3内に溶融樹脂を射出する前に金型の温度を加熱昇温し、キャビティ4近傍の温度センサ28により測定された金型の温度が加熱目標温度に達した時点または加熱開始からのタイマーがタイムアップした時点で加熱媒体の供給を終了し、一方、金型の加熱途中または加熱終了後に射出装置が金型内への溶融樹脂の充填を開始し、圧力センサ17により測定した金型内の圧力が入力装置により設定された型内圧力値となるように射出圧力を制御し、充填中または充填後に金型の温度を降温し、キャビティ近傍に備えた温度センサにより測定された金型の温度が、冷却目標温度に達した時点または金型を冷却開始からのタイマーがタイムアップした時点で冷却を終了する。
(もっと読む)
複合成形品の製造方法
【課題】表皮が成形型の型面から離間することを防ぐことで表皮にシワや破れを発生させることなく複合成形品を製造する。
【解決手段】基材52(第2成形品)と表皮54(第1成形品)とが一体化された複合成形品50の製造方法であって、凹状をなす第1成形面S1と凸状をなす第2成形面S2との間で表皮54を成形する第1成形工程と、第1成形面S1に保持された表皮54と凸状をなす第3成形面S3との間で基材52を発泡成形する第2成形工程とを備え、第1成形面S1の型抜き方向に対する勾配θ1が、第2成形面S2の型抜き方向に対する勾配θ2よりも小さく設定されていることを特徴とする。
(もっと読む)
二色成形品の成形方法並びに成形装置
【課題】キャビティ内に仕切りプレートを昇降させてキャビティを区画、あるいは連通させ、各分割キャビティ内に異なる色彩の溶融樹脂を射出充填して成形する二色成形品の成形方法並びにその成形装置であって、金型構造の簡素化し、かつ一般部の厚みと縦壁部の厚みを均一に制御する。
【解決手段】成形上下型50,60間のキャビティCを区画する仕切りプレート70は、成形下型60に収容される膨張・収縮チューブ80に支持され、膨張・収縮チューブ80の膨張時、仕切りプレート70を成形上型50の型面に当接するまで上昇させるとともに、膨張・収縮チューブ80の収縮時、仕切りプレート70を下降させてキャビティ同士を連通させる。更に、見切りライン11の左右縁部において、仕切りプレート70、膨張・収縮チューブ80を一般部10aと縦壁部10bに分割し、動作方向を相違させることで、一般部10aと縦壁部10bとの厚みを均一に制御する。
(もっと読む)
高圧接点保持部材及びこれを備えた画像形成装置
【課題】ウェルドラインによる絶縁破壊を簡単な構成で確実に防ぐことができる高圧接点保持部材を提供することに。
【解決手段】樹脂による射出成形品であって、高圧接点の絶縁と保持を目的として本体フレーム(金属部材)に取り付けられる高圧接点保持部材29において、射出成形時に発生するウェルドラインに近接する本体フレーム(金属部材)との間に壁29cを立設して二重構造とするとともに、その二重構造部にウェルドラインが位置するようゲート位置aを設定する。ここで、高圧接点保持部材29は、前記高圧接点の前記本体フレーム(金属部材)を貫通する部分の周囲を覆う筒状部29Aを備え、該筒状部29Aのウェルドラインが発生する部位の外側に前記壁29cを立設する。
(もっと読む)
発泡樹脂成形品の接合構造
【課題】発泡樹脂成形品と樹脂成形品を溶着用ボスの締結加工により接合一体化する際、両者の締結位置を安定化させることで組み付け精度が向上した接合構造を提供する。
【解決手段】トリムアッパー(発泡樹脂成形品)20とトリムロア(樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。上記トリムアッパー20の取付孔23の内壁に微小凹凸面24を形成するとともに、取付孔23の周縁に環状リブ25を突設し、トリムロア30における溶着用ボス31周囲の補強リブ32面に環状リブ25を突当てることで、トリムアッパー20とトリムロア30の締結位置を安定化させることにより、トリムアッパー20とトリムロア30との組み付け精度を高める。
(もっと読む)
2色成形品とその製造方法
【課題】2次成形部を成形する際の射出圧力等によって1次成形部に変形や歪が生じないようにする。
【解決手段】1次成形において光学素子部1を成形した後、2次成形において着色外周部2を成形すると同時に、光学素子部1と着色外周部2とを一体化する2色成形品28の製造方法において、2次成形において光学素子部1に作用する応力を吸収するための薄肉部1bを光学素子部1に形成した。
(もっと読む)
射出成形金型及び射出成形方法
【課題】簡単な構成の1つの金型からそれぞれ形状または体積の異なる複数の樹脂成形品を1回の射出成形で高精度で得ることができる射出成形金型及び方法を提供する。
【解決手段】体積のより大きい方の円筒容器状の成形品転写部72に連通するランナー51の流路に一端が接する樹脂流動調整部56を配置する。樹脂流動調整部56は周辺の金型部材の熱伝導率とは異なる熱伝導率を有し、断熱部材57で覆われ、他端は発熱源に連結されている。更にランナー51の端部に連設する多孔質部58を配置する。多孔質部58は一端から他端まで連続した空洞を複数有する多孔質材からなる。また、体積のより小さい方の三角容器状の成形品転写部73に連通するオーバーフロー部74を3箇所に設け、これらオーバーフロー部74にそれぞれ連設される多孔質部75を配置する。樹脂流動調整部56、多孔質部58及び75により樹脂流動経路部の樹脂の流動性を調整する。
(もっと読む)
樹脂成形製品の取出機
【課題】 本発明は、樹脂成形製品の取出工程において、傷等の損傷を発生させない取出機を実現することを目的とする。
【解決手段】 本発明に係る樹脂成形製品の取出機は、成形金型から樹脂成形製品を取出して保持する製品保持手段と、樹脂成形製品を回収する製品回収手段と、製品保持手段が、樹脂成形製品を保持して成形金型から製品回収手段へ移動し、製品回収手段に樹脂成形製品を開放する際に、樹脂成形製品の姿勢を保持する姿勢保持手段と、を備えることを特徴とする。これにより、取出工程における樹脂成形製品の転倒を防ぎ、表面にできる擦り傷等の損傷の発生を防ぐことができる。
(もっと読む)
複合成形用の型締装置と金型装置、及び複合成形品の成形方法。
【課題】大型の射出成形機を要せずに圧縮成形が実施可能な複合成形品の成形方法とそれに用いる型締装置及び金型装置を提供することを目的とする。
【解決手段】第1型部13が取付けられる固定盤21と、第2型部15が取付けられる可動盤22の間に、可動型部14が回転かつ型開閉方向に移動可能に設けられ、可動型部14は、第1型部13と第2型部15との間を入替え可能に型合せされるとともに、第1型部13及び第2型部15にクランパ25,26により係脱自在に設けられている。
(もっと読む)
成形方法
【課題】迅速な成形を可能にし、かつ、形状精度及び屈折率精度の高いレンズを提供することができるレンズの成形方法を提供すること。
【解決手段】第1の射出工程では、成形金型の金型温度T1を、硬化開始剤の1時間半減期に対応する1時間半減期温度Th以上であって、1時間半減期温度Thに30℃加算した温度以下とする。射出工程を以上のような温度条件下で行うことにより、熱硬化性樹脂の硬化が起きない程度の比較的低温でキャビティの充填が可能になる。第2の硬化工程では、成形金型の金型温度T2を、硬化開始剤の1分間半減期に対応する1分間半減期温度Tm及びガラス転移点Tgの少なくとも一方以上とする。
(もっと読む)
1,921 - 1,940 / 5,678
[ Back to top ]