
Fターム[4F202CB22]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 多種材料物品の成形 (859) | 多層化成形 (464)
Fターム[4F202CB22]の下位に属するFターム
Fターム[4F202CB22]に分類される特許
41 - 60 / 324
金型内塗装用金型及び金型内塗装方法
【課題】塗装面(意匠面)側の開口部端部に塗料バリが発生せず、型開きの際、塗装面側の金型への樹脂成形品の抱き付きを防止することができ、製品押し出しの際、樹脂成形品に変形を生じさせない金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】第1金型と塗料注入機を備えた第2金型とが組み合わされて形成される金型キャビティに溶融樹脂を射出充填させて成形される樹脂成形品に、貫通する開口部を形成するための凸部が型開閉方向に突出するように形成されている金型内塗装用金型であって、前記開口部を形成するための凸部が、前記樹脂成形品の非塗装面側の前記第1金型に形成された第1凸部と、前記第1凸部と対向するように塗装面側の第2金型に形成された第2凸部との突き当てにより形成されていることを特徴とする金型内塗装用金型によって達成される。
(もっと読む)
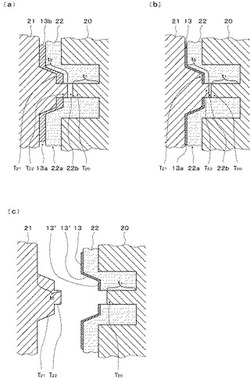
樹脂成形品及びその製造方法

【課題】注型成形にて多層の樹脂成形品を成形するに当たり、構造を簡略化した金型により成形することができ、且つ煩わしい作業を省略させることができる樹脂成形品及びその製造方法を提供する。
【解決手段】本発明の樹脂成形品は、第1の樹脂成形層1と、注型成形により成形された第2の樹脂成形層2とを備えた樹脂成形品である。前記第1の樹脂成形層1が、前記第2の樹脂組成物を前記キャビティ38内に注入する際に当該キャビティ38内のエアを抜くためのエア抜き用溝13の痕跡であるエア抜き用溝跡16を背面に有し、当該エア抜き用溝跡16が、第1の樹脂成形層1と第2の樹脂成形層2との境界部分に位置すると共に前記第1の樹脂成形層1及び前記第2の樹脂成形層2からなる成形品端面86に露出している。
(もっと読む)
オーバーモールド容器の製造方法、およびオーバーモールド容器の製造装置
【課題】容器の形状に依存することなく、インナーボトルの変形や表面の流動を防止し、高品質で美観に優れたオーバーモールド容器を製造するための方法を提供する。
【解決手段】金型50内に配置されたインナーボトル10の外側に溶融樹脂を射出してアウター20を成形する際、ボトル内にロッド60を挿入して加圧ステップと循環ステップとを実行し、ロッド内にはボトルの外方に露出する外部口(61o〜63o)と、ボトル内にて開口する内部口(61i〜63i)とを連絡する供給管(61,62)と排気管63とに区別された複数の通気管が形成され、加圧ステップでは、供給管の外部口に供給したエアを内部口からインナーボトルの内壁に気体を吹き付けつつ、ボトル内が所定の圧力となるまで加圧し、循環ステップでは、ボトル内に供給した気体を排気管の内部口から外部口を経由してボトル外に排気してインナーボトル内の圧力を維持しつつ気体を循環させる。
(もっと読む)
金型エジェクタ装置及びそれを用いる射出成形装置
【課題】生産効率及び成形品精度を向上できる金型のエジェクタ装置及びそれを用いる射出成形装置の提供。
【解決手段】対向する第一表面及び第二表面を有する本体251と、前記第一表面の第一収容凹部2521と、前記第一収容凹部を密封して第一密封キャビティ2522を形成する第一シール部材と、前記第一密封キャビティ内にスライド可能に設置された第一ピストンと、前記第一ピストンに接続し且つ前記第一シール部材を貫く第一突出しピンと、前記本体に設置され且つ前記第一密封キャビティに連通される第一通路2526、2527とを備える第一エジェクタ機構252と、前記第二表面の第二収容凹部と、第二シール部材と、第二ピストンと、第二突出しピンと、前記本体に設置された第二通路2536、2537とを備える第二エジェクタ機構253と、を備える。
(もっと読む)
型内被覆成形用金型
【課題】型内で成形した樹脂成形品を塗料によって被覆する型内被覆成形において、樹脂成形品の両面に塗装を施しても塗料漏れしない漏れ防止機構を備えた型内被覆成形用金型を提供する。
【解決手段】型内被覆用成形金型の製品キャビティ15の外周部に金型開閉方向に延びる補助キャビティ17Aを設けて、該補助キャビティ17Aの固定側面及び可動型面に溝部を形成する。そして、樹脂の成形の際に、該溝部で補助キャビティで成形した部分の両面に突起を形成することによって、例え、金型を微開して塗料を注入したとしても、塗料が漏れ出さないシールを形成する。また、前記補助キャビティの先端に、エジェクターピン8等を配して、補助キャビティ17A部分をエジェクターピン8で突き出して製品を取り出す方式とすれば、製品取り出しの際にも、樹脂成形品の塗装面を傷つけることがない。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶性高分子樹脂を用い、部分ごとに高い機械的強度と寸法精度とが要求される成形品を、形状の自由度が高く、かつ比較的簡素な工程で製造可能な樹脂成形品の成形方法を提供する。
【解決手段】可動型を型締め位置より固定型から離反させた状態にセットした成形型内に、結晶性高分子樹脂の融液をショートショット状態で射出する第1射出工程と、前記融液の温度が融点以下、結晶化温度以上の状態で、該融液が臨界伸張ひずみ速度以上のひずみ速度で伸張するように、前記可動型を高速で型締めして、前記融液を配向状態とすると共に、その状態を維持して結晶化させる結晶化工程と、該結晶化工程で形成された中間成形品の周辺部分を最終形状に成形するため、前記成形型または他の成形型で、前記中間成形品の周囲に追加樹脂の融液を射出する第2射出工程とを備える。
(もっと読む)
転写箔およびその製造方法
【課題】インモールド成形時に転写箔にかかる熱や圧力によって生じる印刷層の印刷画像の歪みや流れを抑制することができるインモールド成形用転写箔の提供。
【解決手段】本発明のインモールド成形用転写箔は、基材シートと、該基材シートの一方の面上に、少なくとも、離型層と、受容層と、印刷層とをこの順に有するものであって、該印刷層が、インク層を有するインクリボンを用いた熱転写プリンターによって形成され、該インク層が、イソシアネート基含有硬化剤と、樹脂材料と、着色剤とを含むものである。
(もっと読む)
キーキャップ及び製造方法
【課題】本来の大きさに見えるキーキャップ及び製造方法を提供する。
【解決手段】第一の外型22として、側面視で、側面下端がキーキャップの四辺の外形の側面下端と一致する金型を用いて一次成型品25を形成し、第二の外型26として、側面視で、側面下端がキーキャップの四辺の外形の側面下端と一致する金型を用いて一次成型品の上に前記二次成型品27を形成する。
(もっと読む)
内装材の製造方法および内装材
【課題】溝部における第1成形品と第2成形品の接合強度を向上させ、かつ、外観見栄えを向上させる。
【解決手段】本発明は、オーナメント基材28と、このオーナメント基材28とは異種の材質あるいは同種の材質で色が異なるものからなるドアトリム基材24とを備え、オーナメント基材28とドアトリム基材24との連結部40に沿って溝部22が形成されたドアトリム10の製造方法であって、オーナメント基材28を成形し、ドアトリム基材24を成形する成形型のうち下型52にオーナメント基材28を載置し、上型50に設けた押さえ部54をフランジ部32に押圧することで成形空間Sの内部をシールするとともに成形空間Sに延長部34を位置させて成形型を型閉じし、延長部34が第2成形品から離脱するとした場合における離脱経路上に樹脂を回り込ませて延長部34を覆い部38で覆うことにより連結部40を成形するところに特徴を有する。
(もっと読む)
多層成形用金型及び多層成形用金型の交換方法
【課題】単層成形用射出成形機を多層成形用射出成形機に転用する場合に、射出成形機への追加改造を最小にすることができ、更には、1組の金型として型締装置から容易に着脱可能な多層成形用金型及び多層成形用金型の交換方法を提供する。
【解決手段】第1金型と第2金型と中間金型とを備えた多層成形用金型において、前記中間金型が、複数のガイド手段により、前記第1金型と前記第2金型とに対向して移動可能に支持された回転金型支持部と、前記回転金型支持部に回転可能に支持され、少なくとも2つの金型分割面を有する回転金型部と、前記回転金型部を前記回転軸周りに回転させる回転手段とから構成され、前記中間金型を前記第1金型と前記第2金型とに対向して移動させる中間金型移動手段が、前記第1金型、前記第2金型及び前記中間金型の少なくとも1つに配置されることを特徴とする多層成形用金型によって達成される。
(もっと読む)
多色成形品の製造方法および多色成形品
【課題】ドアトリム基材とオーナメント基材との境界に形成された溝部の破断を防ぐ。
【解決手段】本発明は、ドアトリム基材24と、このドアトリム基材24とは異種の材質あるいは同種の材質で色が異なるものからなるオーナメント基材28とを備え、ドアトリム基材24とオーナメント基材28との境界34に溝部22が形成された二色成形品11の製造方法であって、第1成形空間S1に樹脂を射出してドアトリム基材24を成形する第1成形工程と、第2成形空間S2に樹脂を射出してオーナメント基材28を成形する第2成形工程とを備え、第2成形空間S2は、第2中子56をドアトリム基材24の内部から型抜きすることで形成された型抜き孔66を含んで構成されており、この型抜き孔66は、境界34から第2中子56の型抜き方向に沿って奥方に向かうほど内径が大きくなるあり溝状とされているところに特徴を有する。
(もっと読む)
樹脂成形装置、及び、樹脂成形方法、及び、多層成形品
【課題】製品表面層の耐熱性を維持しながら、介在加飾層のインク流れを生じ難い状態で多層成形品を成形できるようにする。
【解決手段】表裏を加飾層1で挟まれた表側樹脂層2Aと、表側樹脂層2Aの裏面側に一体化される裏側樹脂層2Bとを備えた多層成形品2を形成する樹脂成形装置であって、表側樹脂層2Aの裏側部分を成形する第1固定型T1と、第1固定型T1との間で表裏の加飾層1と表側樹脂層2Aとを一体に成形する移動型Uと、表側樹脂層2Aを成形したまま移動型Uに保持自在な保持部5と、保持部5で移動型Uに保持した表側樹脂層2Aの裏面側に一体に裏側樹脂層2Bを成形する第2固定型T2と、移動型Uを、第1固定型T1に対応した位置から、第2固定型T2に対応した位置に移動自在な移動機構Hとが設けられている。
(もっと読む)
加工用素体,その製造方法及び装置,加工用素体を利用した試作品及びその製造方法
【課題】射出成形による量産時の適正を早期に把握するのに適した試作品と、試作品製作用の加工用素体を提供する。
【解決手段】可動側型板内の可動プレートを初期位置に固定して型締めし(ステップS10,S12)、射出スペースに溶融樹脂を射出充填して硬化させ、その後型開き・ゲートカットして一層目の薄板を成形する(ステップS14〜S18)。その後、可動プレートを固後退させて新たな射出スペースを形成し(ステップS22)、所定の厚みの積層体となるまで、前記ステップS12〜18,S22を繰り返す。所望の厚みの積層体が成形されたら(ステップS24のYes),積層体を離型し(ステップS26)、該積層体を加工用素体として切削加工し(ステップS28)、試作品を得る。この試作品は、量産予定の製品に近い特性を有しているため、強度試験(ステップS30)などを行ってそのデータを利用することができる。
(もっと読む)
型内被覆用金型
【課題】 インモールドコート法を実施するための被覆材を流す空間を必要な箇所に確保することができる型内被覆用金型を提供する。
【解決手段】 縁部2およびその周辺の裏面4にも被覆材5をコーティングする樹脂製品1を成形する型内被覆用金型において、樹脂製品1の縁部2近傍の裏面4にアンダーカットリブ9を成形するためのアンダーカット形状の溝部11をコア7に設けた。
(もっと読む)
中空成形品の製造方法および製造装置
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
射出成形装置及び多層プリフォームの製造方法
【課題】減圧可能な貯留部を介して樹脂を射出する射出機構と、そのような貯留部を備えていない射出機構とを併用して、それぞれの射出機構から溶融樹脂を射出する射出成形装置にあっても、射出時のエアの巻き込みをより確実に抑止することができる射出成形装置及びそのような射出成形装置を用いた多層プリフォームの製造方法を提供する。
【解決手段】
減圧可能な貯留部を介して溶融樹脂を射出する第一の射出機構と、そのような貯留部を備えていない第三の射出機構とを有し、バルブゲート80によって開閉されるゲート部45内に、第一の射出機構のホットランナー14と、第三の射出機構のホットランナー34のそれぞれの流出口が開口するとともに、当該流出口のそれぞれに跨る連通溝85を形成することによって、ゲート部45が閉じられていても、各射出機構のホットランナー14,34が互いに連通した状態となるようにする。
(もっと読む)
複合成形品用射出成形機およびその成形方法
【課題】 第1の盤と第2の盤との間に、型開閉方向と直交する方向の軸を中心に回転される中間金型が設けられた複合成形品用射出成形機において、工場レイアウト上有利な構造とするとともに型締装置の全長を短くするか、または中間金型または回転盤の構造を簡単にする。
【解決手段】 第1の金型21が取付けられる第1の盤22と第2の金型23が取付けられる第2の盤24との間に、型開閉方向と直交する方向の軸Aを中心に回転される中間金型20,20が前記第1の金型21および第2の金型23と対応して設けられた複合成形品用射出成形機11の型締装置12において、前記第1の盤22または前記第2の盤24の少なくとも一方の盤22,24の中央には型開閉方向に沿って設けられた射出装置13,14のノズルが挿入される凹部32,38が形成され、前記凹部32,38内または前記凹部32,38の近傍には突出装置30,31が配設される。
(もっと読む)
光学レンズシート成型樹脂型用紫外線硬化型樹脂及びその硬化物
【課題】
紫外線硬化型樹脂または熱可塑性樹脂を成型するレンズシートの低コストでの量産作製に好適な、ガラス転移温度(Tg)、貯蔵弾性率が高く、硬化収縮率の低い、耐久性に優れた樹脂型用エネルギー線硬化型樹脂組成物の提供。
【解決手段】
分子中に4個以上の(メタ)アクリロイル基を有する多官能ウレタン(メタ)アクリレート(A)及び/またはビスフェノールA骨格を有する2官能エポキシ(メタ)アクリレート(B)、光重合開始剤(C)として2−メチル−1−〔4−(メチルチオ)フェニル〕−2−モルホリノプロパン−1−オンを含有し、(メタ)アクリレート成分の総量100質量%に対して成分(A)+成分(B)が50質量%以上であり、粘度が2000mP・s以下であり、硬化収縮率が8.0%以下である、樹脂型用エネルギー線硬化型樹脂組成物。
(もっと読む)
搬送容器の壁構造、搬送機器の製造方法及び成形金型
【課題】孔閉塞部材の支持強度を従来より高くすることが可能な搬送容器の壁構造と、孔閉塞部材を支持する支持壁の形状の自由度を従来より高くすることが可能な成形金型と、その成形金型を利用した搬送機器の製造方法とを提供する。
【解決手段】本発明では、孔閉塞部材25を成形するための第2キャビティ39が成形金型30内に形成される前に、支持壁20を含めむ蓋枠壁13を成形するための第1キャビティ38が成形金型30内に形成されるので、従来の成形金型のように、蓋枠壁13の開口縁部の表裏が必ず同じ形状になるという制約がなくなり、支持壁20の形状の自由度が高くなる。
(もっと読む)
成形品、電子機器及び成形品の製造方法
【課題】転写箔を確実に成形層に保持しておくことができ、転写箔の加飾層または導電層の損傷を防止することができる成形品、電子機器及び成形品の製造方法を提供すること。
【解決手段】本実施形態に係る成形品では、1次成形層10と2次成形層20との間に、インモールド箔30の一部が挟み込まれている。これにより、インモールド箔30を1次及び2次成形層10及び20との間に保持しておくことができる。そして、加飾層及び端子電極層が、1次及び2次成形層10及び20の間に配置される。これにより加飾層及び端子電極層が損傷を受けたり、粉塵等が端子電極層に付着して電気的導通が阻害されたりすることを防止することができる。
(もっと読む)
41 - 60 / 324
[ Back to top ]