
Fターム[4F205HC16]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 無機繊維(←ウィスカー) (1,016) | ガラス繊維 (325)
Fターム[4F205HC16]に分類される特許
281 - 300 / 325
繊維補強樹脂製品の製造方法
【課題】現場への輸送が困難な長尺の繊維補強樹脂製品であっても、現場で一体物として容易に得ることができる繊維補強樹脂製品の製造方法を提供する。
【解決の手段】繊維補強樹脂製品に対して長さの一部を補強繊維のみとした半製品を現場に輸送し、現場において補強繊維のみの部分に樹脂液を含浸・硬化させる。補強繊維のみの部分の可撓性のために、折り曲げ等により全体的に外郭寸法を縮小できるから容易に輸送できる。更に、輸送先で製品の本来の形態に戻し、補強繊維のみの部分に樹脂液を含浸・硬化させて完成品とすることにより、現場への輸送が制限される長尺製品でも、連続した補強繊維に基づく繊維補強樹脂製品の有利性を保持させつつ工場内での取り扱いや輸送時の取り扱いの容易性を保証して現場での使用が可能となる。
(もっと読む)
FRP成形体の成形方法及びFRP製品並びに角落しを含む水路・河川・湖沼・海岸用FRP製品またはそのFRP製部品、並びにFRP製歩道橋またはそのFRP製部品、及び管理橋または歩道橋のFRP製踏み板
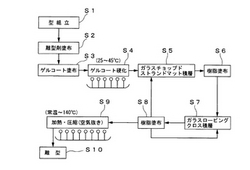
【課題】ハンドレイアップ法において、成形圧力・成形温度を高めるとともに成形速度を速めることで、FRP成形体強度の向上と成形時間の短縮を図ること。
【解決手段】型を準備して(S1〜S4)ハンドレイアップ法の工程を実施する。ガラスクロスを型内に敷いて(S5)不飽和ポリエステル樹脂・硬化剤・硬化促進剤を流し込み、作業者が塗布ロールで表面をならし(S6)、ガラスマットを積層体の上に敷いて(S7)不飽和ポリエステル樹脂及び硬化促進剤を流し込み、作業者が塗布ロールで表面をならす積層を約5分で行い(S8)、積層体が所定の厚さになるまで繰り返し約1時間で完了する。積層体の上に電気ヒータを備えたプレス機を置いて、約140℃に加熱しながらプレス機によって約0.7kgf/cm2で加圧する(S9)。積層体の内部の空気が押し出されて密な構造となり、高温で加熱されることによってより強度の高いFRP成形体となる。
(もっと読む)
プリフォームの製造方法、繊維強化複合材料の製造方法、プリフォーム及びこれを用いた繊維強化複合材料

【課題】三次元形状のプリフォームにおいて、基材の目開きや薄層化を防止し、部分的に強度が低下しない、生産効率の高い製造方法を提供する。
【解決手段】表面が平坦な二次元形状と表面に凹凸を有する三次元形状とを含む所定の立体形状に繊維基材を賦形する場合、連続繊維基材を二次元形状に賦形して凸状部プリフォーム3を得て、短繊維基材を三次元形状に賦形して平坦部プリフォーム4を得て、凸状部プリフォーム3と平坦部プリフォーム4とを接合させる。
(もっと読む)
管状体
【課題】この発明は、応力集中の軽減化を図ったうえで、クラック発生の防止を図り得ようにして、巻回作業性の向上を図ることにある。
【解決手段】少なくとも交差する一方を強化繊維で形成した強化部Sと、この強化部Sの側部の少なくとも一方側に沿って配される緩衝部Pとを備えた繊維束31a、31bを織り込んだプリプレグシートを巻回してなる補強層30を積層して管状体20を形成するように構成した。
(もっと読む)
電気特性変更可能な繊維強化プラスチック板及びその繊維強化プラスチック板の製造方法
【課題】繊維強化プラスチック板の製造後にも電気特性を任意に設定出来る電気特性変更可能な繊維強化プラスチック板及びその繊維強化プラスチック板の製造方法を提供する。【解決手段】電気特性変更可能な繊維強化プラスチック板1は、ガラス繊維,芳香族ポリアミド繊維等の補強繊維布に熱可塑性樹脂材料を含浸させた繊維強化プラスチック板1の内部に内径(0.7mm), 外径(0.85mm)から成る微細な中空ファイバー2を複数本並列に埋設して一体的に形成してある。中空ファイバー2の中空部2aには、中空ファイバー2の端末部から電気特性変更可能な繊維(例えば、アルミ繊維)や、電気特性を有する液体(例えば、磁性流体)を注入して電気特性を変更可能にするものである。このような繊維強化プラスチック板1を製造する場合には、補強繊維布に樹脂材料を含浸させた繊維強化シート1aに微細な中空ファイバー2を複数本並列に配設して複数枚形成し、この繊維強化シート1aを所定枚数積層させた後、加熱硬化することにより一体的に成形する。 (もっと読む)
エンボス加工プリプレグとその製造方法、化粧板
【課題】 従来の化粧板としての基本的特性を損なうことなく、簡易な方法で、加熱加圧成形後の化粧板の反りを低減した化粧板に用いられるエンボス加工プリプレグとその製造方法、ならびに、このエンボス加工プリプレグを用いた化粧板を提供する。
【解決手段】 化粧板を成形するために用いられるプリプレグであって、基材に熱硬化性樹脂組成物を担持させてなる樹脂担持基材の厚み方向にエンボス加工を施してなることを特徴とするエンボス加工プリプレグと、このエンボス加工プリプレグの製造方法であって、(a)基材に熱硬化性樹脂組成物を担持させ、樹脂担持基材を製造する工程と、(b)上記樹脂担持基材の厚み方向に、エンボス加工を施す工程と、を有することを特徴とする、エンボス加工プリプレグの製造方法。
(もっと読む)
FRP筒体およびその製造方法
【課題】
フィラメントワインディングにより製造されたプロペラシャフト用FRP筒体において、補強層部と本体筒部の間のテーパー形状の部分へのボイドを発生防止し、設計どおりの捩り強度を発現する層構成とその製法を提供する。
【解決手段】
構成要素(A)周方向巻層からなる少なくとも一箇所のテーパー部を有する部分補強部、構成要素(B)螺旋巻層を含み筒軸方向に全長に渡って延在する本体筒部、を含み、最表層に、構成要素(C)周方向巻層からなる筒軸方向に全長に渡って延在する表面保護部、を有するFRP筒体であって、少なくとも構成要素(A)のテーパー部の外周上では、構成要素(C)中の材料のバンド幅Lと隣り合うバンドとの幅方向の重なりPの関係が、L/P=1.5〜4.0であることを特徴とするFRP筒体。
(もっと読む)
被覆層構造体の施工方法及び被覆層構造体
【課題】 FRP防水・防食の現場施工において、作業効率を効果的に改善させることができ、且つ施工中の臭気をも低減できる施工方法を提供する。
【解決手段】 FRP層fを含む被覆層構造体である防水層1を現場施工する施工方法である。この施工方法は、樹脂が液状未硬化である間にFRP層fの表面を透明性を有するフィルム状部材2で覆うとともに加圧及び脱泡して平滑化し、前記樹脂が硬化した後にフィルム状部材2を除去する工程を含む。
(もっと読む)
FRP製グレーチングの成形方法
【課題】側面が鉛直方向に対して傾斜している構成部材を有する繊維強化合成樹脂製の格子状体の新規の製造方法の提供。
【解決手段】底板41上に2つ以上の駒5が縦方向および/または横方向に配列するように突出して形成された型4に硬化性樹脂を充填し、連続繊維を前記駒の配列方向に延在させて、前記型の端部に位置する駒で前記連続繊維をコの字状に折り返して反対方向に延在させることを繰り返すことにより、前記連続繊維を前記型上に格子形状に配置して、前記連続繊維を硬化性樹脂に含浸させて、その後、前記硬化性樹脂を硬化させて、繊維強化合成樹脂製の格子状体を製造する方法。
(もっと読む)
フィラメントワインディング装置、フィラメントワインディング方法及びボビン
【課題】ボビンとローラーとの間に張られるフィラメントの撓みを抑制し、フィラメントの張力を適切に維持する。
【解決手段】ボビン20を回転させることによってフィラメント12を連続的に供給し、被巻き付け部材を支持して回転させながら、連続供給されるフィラメント12を巻き付けるフィラメントワインディング装置において、ボビン20の形状をボビン20とローラー24との間に張られるフィラメントの長さの時間的な変化率が連続となる形状とする。
(もっと読む)
繊維強化積層体
【課題】強度のバラツキの小さい、安定した品質の繊維強化積層体を提供すること。
【解決手段】強化繊維に合成樹脂を含浸した複数の繊維強化プリプレグを巻回して形成した繊維強化積層体であって、前記複数の繊維強化プリプレグの少なくとも1つに含まれる合成樹脂に、0.1μm以下の直径を有する球殻構造物質を混入したことを特徴とする。
(もっと読む)
不均一な密度の複合構造体とそれに関連する方法
複合構造体は、繊維挿入密度が不均一となるように互いに間隔をおいて配置された複数の繊維挿入物を備える。関連する製造方法も開示する。 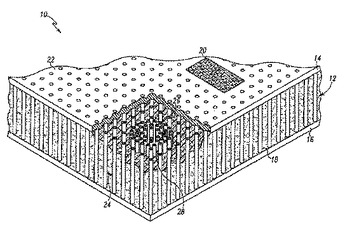 (もっと読む)
(もっと読む)
プラスティック中空体、特にプラスティックパイプ
本発明は、特にプラスティックパイプのようなプラスティック製中空体に関し、この中空体の壁部は、互いに結合された円筒状の層から構成され、少なくとも1つの層は、遠心成型工程において生産された熱硬化性材料からなる層であり、少なくとも1つの別の層は熱可塑性材料からなる層である。 (もっと読む)
大型成形品生産型
【課題】多種類の周辺型を用意しておけば、共通型に対して周辺型だけを交換着脱することによりFRPのハンドレイアップ成形による多種類の大型成形品の成形に対応でき、型にかかるコストを低減できると共に型の保管に場所を取らない大型成形品生産型を提供する。
【解決手段】主要部4aと主要部4aの周辺に設けた周辺部4bとを一体に有し、主要部4aが共通形状で周辺部4bが異形状である多品種の大型成形品1をFRPのハンドレイアップで成形する生産型1である。そして大型成形品4の主要部4aに相当する部分を成形する共通型1aと周辺部4bに相当する部分を成形する多品種の周辺型1bを有し、共通型1aに周辺型1bを交換着脱自在に取り付ける。
(もっと読む)
橋の踏み板または操作台の踏み板及びその製造方法
【課題】 FRP成形体からなる踏み板にサンドブラスト処理に使用して廃材となった研磨材等を応用して、廃材の再利用と滑り難さを有する踏み板表面の形成を図ること。
【解決手段】 予め加熱・加圧式ハンドレイアップ法によって踏み板2の寸法を有するHBRP成形体2Aを製造しておき、踏み板2の表面になる側の表層2Cを側面から切れ目を入れて剥がし、四方の側面を動かないように強く挟んで、剥がした部分2Cをクレーンやチェーンブロックの先端でクランプして機械の力で持ち上げることによって、表面層を全面に亘って剥離させる。次に、表面層が剥離されたHBRP成形体2Bの上に硬化剤・硬化促進剤入り常温硬化性樹脂20を塗布して、角が取れた砂粒21を全面に撒いて敷き詰めて、常温硬化性樹脂20を常温硬化させる。最後にエアーガンで付着しなかった砂粒21を吹き飛ばして除去する。必要に応じて、所定回数繰り返して踏み板2が完成する。
(もっと読む)
FRP成形体からなる手摺部品または手摺及びその製造方法
【課題】 加圧式ハンドレイアップ法による低コストで耐候性が高く高強度で軽く運搬・施工が容易で耐用年数も長いFRP成形体からなる手摺とその製造方法を提供すること。
【解決手段】 エルボー管2より一回り小さいPVCパイプから芯材2Aを作製し、ガラス繊維クロス2aを巻き、その上から(硬化剤及び硬化促進剤入り)熱硬化性樹脂2bを全面に塗布し、成形体2Cが所定の太さになるまで繰り返す。上型10Aと下型10Bからなる鋼鉄製の圧縮型10の内面に離型剤を塗布した後、ゲルコート剤を塗布して加熱硬化させておき、成形体2Cを下型10B内に押し込んで上型10Aを被せて、全ての突出部12A,12Bをボルト13・ナット14で止め、成形体2Cの全体を均一に圧縮して積層体2Bを硬化させた後、圧縮型10から完成したエルボー管2を取外す。チーズ管、直管も同様に製造し、これらを組み合わせてFRP成形体からなる手摺が製造される。
(もっと読む)
ガラス繊維処理用変性ポリオレフィン系樹脂、表面処理ガラス繊維及び繊維強化ポリオレフィン系樹脂
【課題】振動疲労強度が飛躍的に改善された成形品を与えるガラス繊維処理用変性ポリプロピレン系樹脂、表面処理ガラス繊維及び繊維強化ポリプロピレン系樹脂を提供する。
【解決手段】(1)沸騰メチルエチルケトン抽出量が8質量%以下であり、(2)ガスパーミエーションクロマトグラフィー(GPC)で測定した数平均分子量(Mn)が6,000〜48,000の範囲内であり、かつ、(3)フーリエ変換赤外線分光法で測定した酸付加量が0.1〜12質量%の範囲内である、ガラス繊維処理用酸変性ポリオレフィン系樹脂、及び酸変性ポリオレフィン系樹脂で処理した表面処理ガラス繊維、並びに表面処理ガラス繊維含有長繊維強化ポリオレフィン系樹脂ペレット、それを含む成形品。
(もっと読む)
繊維強化樹脂線状物及びその製造方法
【課題】光ファイバーケーブル用テンションメンバーの引張強度を維持しつつ、曲げ性能を向上する。
【構成】無機繊維と、有機繊維と、その間のマトリックス樹脂を含む繊維強化樹脂線状物。無機繊維の周囲に有機繊維が配置されていてもよい。無機繊維と有機繊維とを未硬化の熱硬化性樹脂に含浸させ、次いで、硬化させる繊維強化樹脂線状物の製造方法。
(もっと読む)
繊維強化された熱可塑性プラスチックの製造方法及び繊維強化された熱可塑性プラスチック
繊維強化された熱可塑性プラスチックの製造方法であって、未硬化の熱硬化性樹脂と強化繊維とを混合して、混合体を得る混合工程と、前記混合体中で前記熱硬化性樹脂の重合反応を生じさせて、前記熱硬化性樹脂が高分子量化してなる熱可塑性プラスチックを形成させる反応工程と、を含むことを特徴とする方法。 (もっと読む)
自動で繊維をレイアップするシステムおよび方法
装置は、樹脂を含浸させた繊維を基板に貼り付けるために、材料の層と、第1の縁部とを有する表面を含む。この表面は、基板を基準として、かつ、基板に沿うように移動する。材料の層は、樹脂と共に使用するのに適合したものである。第1の縁部は、繊維に対する装置の移動を基準として表面の前部に配設される。第1の縁部は、当該第1の縁部の中央部が当該第1の縁部の1対の側方部の相対的に前方に存在する状態で湾曲する。 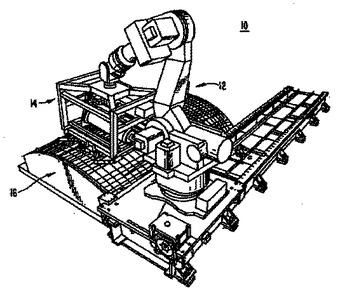 (もっと読む)
(もっと読む)
281 - 300 / 325
[ Back to top ]