
Fターム[4F206AA36]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | 硬化性樹脂 (416)
Fターム[4F206AA36]の下位に属するFターム
フェノール樹脂系 (30)
アミノ樹脂系(←ユリア、メラミン樹脂) (3)
エポキシ樹脂 (70)
ポリイミド(←ポリアミドイミド) (26)
不飽和ポリエステル、アルキド樹脂 (17)
硬化性ポリウレタン (78)
硬化性アクリル樹脂 (11)
エネルギー線硬化性樹脂(光、紫外線、電子線硬化) (39)
Fターム[4F206AA36]に分類される特許
1 - 20 / 142
成形方法
【課題】ハンドリング性に困難な熱硬化性樹脂組成物からなるタブレットを用いる場合に、搬送時や成形機への供給時にトラブルを出すことなく安定した生産を継続できる成形方法を提供することである。
【解決手段】 熱硬化性樹脂組成物を打錠して得られる円柱状タブレットを、温調していないタブレット供給装置あるいは搬送装置を介してトランスファー成形用金型のポット内に投入して成形する成形方法であって、供給装置あるいは搬送装置に冷却して表面温度を−40℃から10℃とした円柱状タブレットを充填時点からトランスファー成形用金型のポット内に投入するまでの時間が2分以内でることを特徴とする成形方法。
(もっと読む)
モールディング装置
【課題】半導体装置を覆う樹脂の融解むらを低減するモールディング装置を提供する。
【解決手段】融解したモールディング材料が流し込まれる型と、型に設けられ、融解する前の固形のモールディング材料が設置されるセットポッドと、モールディング材料を融解させる温度に熱せられ、モールディング材料を型に押し込むプランジャと、プランジャの固体のモールディング材料に接する面から前記モールディング材料側に突出可能に設けられた持ち上げ部材と、を備えるモールディング装置。
(もっと読む)
金型離型回復シートおよびそれを用いた金型離型処理方法
【課題】金型成形時に使用する封止材料の種類に関わらず良好な離型性を付与することができ、洗浄後の金型表面に対する離型剤の付与を均一かつ容易に行なうことのできる金型離型回復シートを提供する。
【解決手段】加熱成形用金型に離型剤を塗布するための金型離型回復シートである。そして、上記金型離型回復シートは、未加硫ゴム生地を母材とし、これに下記の(A)および(B)成分を、下記(A)成分および(B)成分の合計含有量が、未加硫ゴム生地100重量部に対して8〜25重量部であり、かつ下記(A)成分と(B)成分の重量比が、(A):(B)=6:4〜4:6となるよう含有するとともに、下記の(C)成分を含有する。
(A)モンタン酸エステル系ワックス。
(B)ポリエチレン系ワックス。
(C)ジメチルポリシロキサン。
(もっと読む)
樹脂封止装置

【課題】簡単な構成で安価な小型の樹脂封止装置を提供する。
【解決手段】上金型21と、中間金型22と、前記上金型21とで前記中間金型22を挟持する下金型23とを備え、前記上金型21と前記中間金型22とで基板を挟持するとともに、前記中間金型22の貫通孔内に配置された電子部品を樹脂材料で樹脂封止する樹脂封止装置であり、前記下金型23を、前記上金型21に対向する成形位置と、側方に位置する非成形位置とに移送する移送手段と、前記中間金型22を保持したままの状態で上下動できるとともに、前記中間金型22を所定の高さ位置で保持できる中間金型保持手段40と、前記下金型23単体で樹脂供給位置に移送できるとともに、前記中間金型22を載置したままの状態で前記下金型23を基板供給位置に移送できる制御手段54と、を備えた構成とする。
(もっと読む)
リードフレーム、成形金型、半導体装置及びパッケージ
【課題】半導体装置のパッケージを成形するにあたり、成形金型のキャビティ内からエアーを外部に確実に送り出し、樹脂の充填不足による成形不良の発生を防止して歩留まりを向上させる。
【解決手段】端子リード13を有するリードフレーム1を成形金型に設置して樹脂成形を行うことにより樹脂成形体が一体となったパッケージ2を成形するにあたり、リードフレーム1に樹脂成形体の周辺部に連結して支持する複数の吊りリード14、14を設け、この吊りリード14、14の表面に複数のベント溝14aを形成し、キャビティ内のエアーをベント溝14aから外部へと送り出す。
(もっと読む)
成形用金型、成形装置、及び成形品の製造方法。
【課題】成形品にバリを生じにくくすることができる成形用金型、成形装置、及び成形品の成形方法を提供する。
【解決手段】成形装置100は、金型110を有する。金型110は、下型114と、下型114と接触する上型116とを有し、下型114と上型116との間に熱硬化性樹脂を保持するキャビティ120が形成される。金型110は、下型114と上型116とが接触するパーティング面144に配置され、キャビティ120に保持された光硬化性樹脂と接触して、キャビティ120に保持された光硬化性樹脂に押圧されて弾性変形する弾性体150をさらに有する。
(もっと読む)
車載用電子モジュールの樹脂モールド方法
【課題】車載用電子モジュールをモールドする際にコネクタ端子の変形や樹脂漏れなどが起こり難く成形品質を高めた樹脂モールド方法を提供する。
【解決手段】車載用電子モジュール1を型開きしたトランスファ成形用の第一のモールド金型6に搬入し、熱硬化性樹脂をポット9内に搬入し、コネクタ4を除いた基板面を第一のモールド金型6によりクランプして電子部品2が搭載された基板面を一次成形する工程と、一次成形された車載用電子モジュール1を、第二のモールド金型12に搬入し、一次成形されたパッケージ部11とコネクタ4のコネクタ成形部4aをクランプして露出する基板接続端子5aを二次モールドする工程と、を含む。
(もっと読む)
半導体発光装置用樹脂パッケージ及びその製造方法並びに該樹脂パッケージを有してなる半導体発光装置
【課題】耐熱・耐光性に優れ、広い波長範囲において薄肉でも高い反射率を有し、成形性、放熱性、量産性に優れた半導体発光装置用パッケージを提供する。
【解決手段】半導体発光素子を載置するための回路基板と、前記回路基板に形成され、前記発光素子からの光を反射させるための壁部とを有する半導体発光装置用樹脂パッケージであって、
前記壁部は液状熱硬化性シリコーン樹脂組成物を液状射出成形することによって前記回路基板に密着して形成されており、
かつ前記壁部を構成する樹脂成形体が、厚さ0.4mmの成形体試料について波長460nmの条件で測定した光反射率が80%以上となる樹脂成形体である半導体発光装置用樹脂パッケージ。
(もっと読む)
回転電機のコアの電磁誘導加熱方法及び電磁誘導加熱装置
【課題】コアの両端付近のコア板から厚さ方向の中間部付近のコア板まで均一に加熱することができる回転電機のコアの電磁誘導加熱方法及び装置を提供する。
【解決手段】複数枚のコア板Waが積層されて全体として円筒形状に形成された回転電機のコアWの内周側及び外周側に、それぞれ円筒形状をなす内周側コイル14及び外周側コイル15を配置する。この状態で、各コイル14,15に交流電流を流すことにより、コアWを電磁誘導加熱する。
(もっと読む)
繊維状フィラー入り樹脂からなる射出成形品の製造方法
【課題】板状の射出成形品の板面方向の特性の等方性を確保できると共に十分な特性を得ることのできる繊維状フィラー入り樹脂からなる射出成形品の製造方法を提案すること。
【解決手段】射出成形品1は四層の樹脂層2〜5が板厚方向に積層された断面構成となっており、各樹脂層2〜5ではそれぞれ繊維状フィラー6の配向方向2a〜5aが揃っており、各樹脂層2〜5の間ではそれぞれの配向方向2a〜5aが異なる方向となっている。各樹脂層に対応する個数のゲートから繊維状フィラー入り溶融樹脂を金型キャビティに注入して充填することで各樹脂層における繊維状フィラー入り溶融樹脂の流れ方向を制御して各樹脂層2〜5において繊維状フィラー6の配向方向2a〜5aを揃えている。
(もっと読む)
自動モールド装置におけるサブポットブロックのサブポット
【課題】出入するタブレットとの摺接によりサブポットの内壁面に生ずるランダムな摩耗によって、タブレットの出入作動に不具合を発生せしめている問題を解消せしめる点にある。
【解決手段】サブポット40の内壁の、周方向に間隔をおいて環状に並列する複数箇所に、小径の棒状乃至ピン状に成形したセラミックの棒状体8を、軸芯線が鉛直方向に沿う姿勢で、かつ、その棒状体8の周面の一部が、サブポット40内に露出して突出する状態に埋設する。
(もっと読む)
タブレット成形金型、ならびにタブレット、光半導体素子搭載用基板の製造方法および光半導体装置。
【課題】本発明は、熱硬化性光反射用樹脂組成物をタブレットに成形する際に、タブレット表面が黒く着色することを防止するのに適切なタブレット成形金型を提供することを目的とする。
【解決手段】少なくとも白色顔料と熱硬化性樹脂とを含有する熱硬化性光反射用樹脂組成物をタブレットに成形するためのタブレット成形金型であって、少なくとも上記樹脂組成物と接する成形金型の内表面がフッ素系材料から構成され、ロックウェル硬度Rスケールで50以上の硬度を有することを特徴とするタブレット成形金型。
(もっと読む)
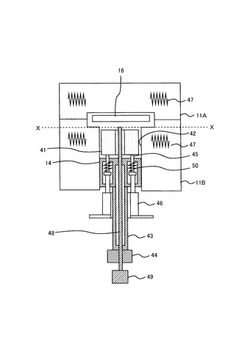
熱硬化性プラスチックの成形方法と熱硬化性プラスチックの成形装置
【課題】設備コストを低減することができる熱硬化性プラスチックの成形方法を提供する。
【解決手段】熱硬化性プラスチックの成形方法は、(1)未溶融の熱硬化性のプラスチック材料90を材料供給ブロック10のポット15内に供給し、ポット15内でプラスチック材料90を溶融する工程と、(2)ポット15に連なる材料供給口16を閉塞する工程と、(3)キャビティ45を有する可動型40を材料供給ブロック10に押圧することにより、ポット15内で溶融した溶融プラスチック91を圧縮し材料供給ブロック10の充填通路18から押し出して可動型40のキャビティ45に充填し、キャビティ45に充填された溶融プラスチック91を加熱し硬化させる工程と、(4)可動型40を材料供給ブロック10から離反させて、キャビティ45で硬化させたプラスチック製品を取り出す工程と、を備える。
(もっと読む)
射出成形装置および射出成形方法
【課題】
本発明は、ボイドとして残存する可能性が高い気泡を含んだ熱硬化樹脂がキャビティ内で加圧・硬化されることを抑制することができる、単純な構成の射出成形装置および射出成形方法を提供することを目的とする。
【解決手段】
本発明に係る射出成形装置10は、上型20および下型30と、樹脂が流入する流入口およびエアを排出する排出口を備え、上型20および下型30によって形成される所定形状の空間であるキャビティ40と、排出口から単位時間当たりに排出されたエアの排出量を計測して、計測値として出力する計測手段50と、流入口からキャビティ40内へ樹脂を流入させ、計測値が所定の値より小さくなった時、樹脂を計測値が所定の値より小さくなった時の流入速度よりも大きい所定の流入速度で流入させる樹脂流入手段60と、を備える。
(もっと読む)
トランスファー成形装置の清掃方法
【課題】トランスファー成形装置のプランジャー側面部に付着した樹脂を清掃除去できる清掃方法を提供することを目的とする。
【解決手段】清掃工程では、プランジャー(7)の先端をポット(6)からキャビティ(5)に突出させるとともに、型閉して前記キャビティ(5)が形成される直前の位置で、キャビティ(5)の少なくともポット(6)の配設位置を含む清掃対象エリアを密閉し、供給口(10)から流体を清掃対象エリアの内側に注入し、清掃対象エリアの流体を排出口(11)から外側に排出して清掃する。
(もっと読む)
液状付加硬化型シリコーンゴム組成物の射出成形方法及びその成形品
【課題】液状付加硬化型シリコーンゴム組成物の射出成形方法、及び該方法により製造されるシリコーンゴム成形品を提供する。
【解決手段】射出成形材料を加熱して可塑化させるバレルと、射出成形材料を搬送する螺旋溝が形成され、前記バレルに面接しながら回転することにより前記螺旋溝内の射出成形材料の可塑化・混練を促し、その回転中心に形成された射出シリンダー部に圧送するスクロールと、このスクロールを回転させるスクロール駆動体を備えた射出成形機を用い、前記螺旋溝内で液状付加硬化型シリコーンゴム組成物を混合し、次いで、混合した該組成物を射出シリンダー部へ圧送し、更に射出シリンダー部から金型のキャビティ内へ射出し、該組成物を加熱硬化して成形することを特徴とする液状付加硬化型シリコーンゴム組成物の射出成形方法。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】トランスファー成形法によって成形品を製造する場合において、成形品の表面を平滑にすることができるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品を提供する。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含んでなる成形材料をポット15に収容し、前記成形材料を加熱・溶融して前記ポットの底部とキャビティとの間を連通させる連通路17を介して前記キャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う方法であって、前記成形材料は、粉粒状の前記無機材料の表面に前記熱硬化性樹脂を被覆し、前記熱硬化性樹脂の前記無機材料に対する配合比が18質量%〜35質量%で被覆してなり、金型のパーティング部に前記キャビティ側のガスを吸引して排出する空気流路を設け、該空気流路から吸引しながら成形材料の溶融物を注入する。
(もっと読む)
モールド金型及び半導体実装基板の製造方法
【課題】薄い樹脂モールド製品に対して樹脂の充填性を向上させたモールド金型を提供する。
【解決手段】本発明のモールド金型は、複数の半導体チップ30を実装した半導体実装基板100の樹脂モールドを行うために用いられるモールド金型であって、半導体実装基板100を上面側から押さえるように構成された上型50と、半導体実装基板を下面側から押さえるように構成された下型60とを有し、上型50及び下型60の少なくとも一つには、樹脂モールドにより樹脂20が充填されるキャビティ57が形成されており、キャビティ57には、半導体実装基板100のカット部位に対応する位置に凹部58が形成されており、凹部58の幅は、半導体実装基板100のカット幅以下である。
(もっと読む)
熱硬化性樹脂の射出成形方法、射出成形用金型および射出成形機
【課題】低粘度の熱硬化性樹脂を用いる場合であっても、転写性を向上し、成形品のばらつき、ヒケおよび歪みを防止しつつ、効率よく成形品を成形できる熱硬化性樹脂の射出成形方法、射出成形用金型および射出成形機を提供する。
【解決手段】所定量の熱硬化性樹脂をプランジャー内に充填する工程、プランジャー内に充填された熱硬化性樹脂をプランジャーにより、金型20内のキャビティ21に充填する工程、キャビティ21内で熱硬化性樹脂を熱硬化する工程、熱硬化された熱硬化性樹脂を押し出す工程、からなる熱硬化性樹脂の射出成形方法であって、熱硬化性樹脂の30℃での粘度が、5Pa・s以下であり、熱硬化を低酸素濃度雰囲気で行うことを特徴とする。
(もっと読む)
半導体発光装置用樹脂成形体
【課題】 本発明は、シリコーン樹脂を用いて、変色しにくく高い反射率を保持して高い輝度を実現し、また封止材やリードフレームと剥離しにくく長期使用時の信頼性の高い、半導体発光装置用樹脂成形体を提供することを課題とする。
【解決手段】 (A)ポリオルガノシロキサン、(B)白色顔料、及び(C)硬化触媒を含有するシリコーン樹脂組成物から得られた半導体発光装置用樹脂成形体であって、
前記樹脂成形体は、アビエチン酸蒸気を発生している200℃に加熱されたアビエチン酸の上方3cmの距離で20分間アビエチン酸蒸気に曝した後、波長250nm以上500nm以下のUVまたは可視光(強度:1900mW/cm2(365nm受光素子で測定))を15分間照射したときの、照射前後における樹脂成形体の白色度(WI(CIE))の減少率が40%以下であることを特徴とする、半導体発光装置用樹脂成形体。
(もっと読む)
1 - 20 / 142
[ Back to top ]