
Fターム[4F206AC01]の内容
プラスチック等の射出成形 (77,100) | 材料の状態、形態 (345) | ペレット、粒状物、タブレット (168)
Fターム[4F206AC01]に分類される特許
101 - 120 / 168
樹脂成形品の成形方法および光学用樹脂成形品
【課題】耐熱性および吸湿特性に優れた、高温多湿下での製品のそり・変形の抑制された光学用樹脂成形品の提供。
【解決手段】(メタ)アクリル酸アルキルエステル系単量体0〜10重量%および芳香族ビニル系単量体100〜90重量%からなる(共)重合体(A)1〜90重量%とポリカーボネート樹脂(B)99〜10重量%を、各々ペレットの状態で直接射出成形機に投入して成形してなる樹脂成形品の成形方法であり、かつ共重合体(A)のメルトボリュームフローレイト(ISO 1133に準じ220℃ 10kgの条件で測定)(以下、MVRと記す)がポリカーボネート樹脂(B)のMVRに対して1〜50倍の範囲である樹脂成形品の成形方法。
(もっと読む)
繊維強化熱可塑性樹脂製歯車
【課題】機械的強度が強く、長期間の疲労にも耐え、しかも製造方法が容易で生産コストの経済的な樹脂製歯車を提供する。
【解決手段】繊維強化熱可塑性樹脂製歯車において、歯の部分に重量平均繊維長が0.5mm以上である強化繊維を配向させる。また、強化繊維がガラス繊維、玄武岩繊維又は炭素繊維から選ばれた少なくとも1つの繊維を含み、熱可塑性樹脂がポリアミド樹脂、ポリオレフィン樹脂又はポリウレタン樹脂から選ばれた少なくとも1つの樹脂を含むことを特徴とする。
(もっと読む)
射出成形又は押出成形のためのマスターバッチの製造方法
射出成形又は押出成形のためのマスターバッチを製造する方法である。本発明は、射出成形又は押出成形のための供給原料を調製する方法に関し、有機、特にポリマーバインダーで混合された無機粉末からなる。この方法は、無機粉末の構成粒子は、ポリマーバインダーとそれらの混合の前に、粒状化工程を経る。 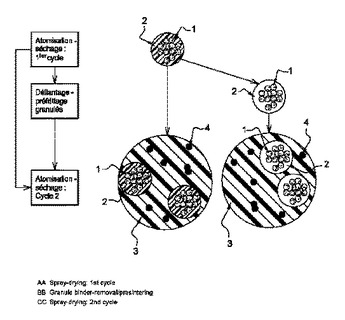 (もっと読む)
(もっと読む)
熱可塑性物品および改良されたマスターバッチを用いたその製法
本発明はプラスチック物品を製造する改善された方法およびそれから製造された物品に関する。本発明の方法は、第一の原料と第二の原料を別個の原料として供給する工程、溶融ブレンドを形成するために剪断力を加える工程、溶融ブレンドを成形する工程、および溶融ブレンドを固化する工程を含む。第一の原料はポリオレフィンを含む。第二の原料は少なくとも1種の粒子状鉱物充填剤と少なくとも1種の第二のポリオレフィンの混合物を含み、第二のポリオレフィンはISO 1133(条件D)によって測定した190℃/2.16kgにおけるメルトインデックスが約150g/10分より大きく、粒子状鉱物充填剤は混合物全体の約45〜85質量%であり、第二のポリオレフィンは混合物全体の約15〜55質量%である。 (もっと読む)
長繊維強化熱可塑性樹脂パイプ成形品及びその製造方法

【課題】
本発明の目的は長繊維強化熱可塑性樹脂成形品を、その特徴である曲げ強度、剛性等をパイプ状成形品に対しても適用させ、更にはパイプ状製品の反りやたわみなどを改善する方法を提供することにある。
【解決手段】
強化繊維がペレットの長さ方向に対して実質的に平行に配列しており、かつペレットの長さが3〜50mmの範囲にあり、強化繊維の含有量が20〜80重量%である長繊維強化熱可塑性樹脂ペレットを射出成形して得られるパイプ成形品であって、長さ方向に2つ以上のウエルドを有する長繊維強化熱可塑性樹脂パイプ成形品とその製造方法を提供することにある。
(もっと読む)
エポキシ樹脂及びポリエステル系発泡性組成物
a)1以上のエポキシ樹脂、b)1以上の硬化剤、c)1以上の発泡剤及びd)1以上のポリエステルを含む発泡性組成物。 (もっと読む)
樹脂成型品とその成型方法、および、発光装置とその製造方法
【課題】不要な不純物、ガス等の取り込み量が少なく、保管中の環境の影響(吸湿等)を受け難い波長変換用樹脂成型品及びそれを用いたトランスファーモールドによる発光素子を被覆した発光装置を提供する。
【解決手段】波長変換用樹脂のキャスティング成型品20は、熱硬化性および透光性を有する液状の成型用樹脂中に波長変換物質および/またはフィラーが分散された成型材料20´が、トランスファーモールドに使用される所定の形状にキャスティング成型され、かつ、外面が合成樹脂製のシート23およびフィルム24によりラッピングされている。
(もっと読む)
マグネットローラ
【課題】 従来の軸一体型マグネットローラおよびシャフトインサート型マグネットローラでは、導通と強度を両立させることができない場合がある。
【解決手段】 強磁性体粉末と樹脂バインダーとを含む溶融状態の混合物を磁場印加成形する工程を含む製造方法で得られうるマグネットローラにおいて、導電性樹脂磁石シャフトを金型内に設置し、前記混合物を該シャフトの外周部に射出注入することを特徴とするマグネットローラ、で解決する。また、「前記金型が、前記シャフト部への磁場印加用磁場発生源を有するスライド型を含み、該金型を用いて、下記工程A、B、Cを含む工程により製造されるマグネットローラ。A:該スライド型が金型内に挿入されている状態で前記導電性樹脂磁石シャフトを成形する工程。B:該スライド型を金型内から軸方向に引き出す工程。C:Bの後、該シャフト部の外周部に前記混合物を射出注入する工程。」。
(もっと読む)
非発泡成形体の製造方法及び非発泡成形体
【課題】微量の二酸化炭素及び/又は窒素を含浸させた非晶性熱可塑性樹脂を射出成形することにより、非発泡成形体を効率的に製造する方法、及びその非発泡成形体を提供する。
【解決手段】非晶性熱可塑性樹脂に、二酸化炭素を0.3〜3.0質量%及び/又は窒素を0.05〜1.0質量%含浸させた後、得られた二酸化炭素及び/又は窒素の含浸樹脂を、射出成形機のシリンダーの最上流部に供給して成形することを特徴とする非発泡成形体の製造方法、及びその方法により得られた非発泡成形体である。
(もっと読む)
玄武岩長繊維強化熱可塑性樹脂ペレット
【課題】廃棄処理が簡便であり、地球環境に影響が少なく、しかも機械的強度に優れた長繊維強化樹脂ペレットを提供する。
【解決手段】玄武岩繊維ロービングを引きながら溶融された熱可塑性樹脂を含浸することにより製造されるペレットであり、玄武岩繊維がペレットの長さ方向に平行に配列しており、長さ4〜50mmである玄武岩長繊維強化熱可塑性樹脂ペレット。
(もっと読む)
電子部品の樹脂封止成形装置
【課題】主に、プレス構造における樹脂封止成形時における金型と可塑化機構との接合状態を効率良く保持させることができる電子部品の樹脂封止成形装置を提供する。
【解決手段】本発明の装置100におけるプレス構造(樹脂封止成形部50)は、型51(52・53)の側面位置57と樹脂材料9用の注入機構(56・58)とが接合時に、その型51(52・53)の側面位置57側と該注入機構(56・58)側との夫々に接合固定手段78、及び/又は、注入機構(56・58)を枠形状のフレーム構造を有する該注入機構用フレーム79により保持するように構成されていることを特徴とする。
(もっと読む)
成形装置及び成形方法
【課題】成形材料によるブリッジの発生を低コストで回避し、安定的に成形材料を供給することができる成形装置及び成形方法を提供する。
【解決手段】材料供給機10と、樹脂材料1を成形する射出成形機30とを備えた射出成形装置Sであって、材料供給機10は、樹脂材料1を一時的に貯留するホッパ11と、ホッパ11とシリンダ31aとを連通するパイプ12と、樹脂材料1が貯留された材料乾燥機15とパイプ12とを連通する材料供給路18aと、材料供給路18aを遮断可能なシャッタ部16と、ホッパ11と連通されホッパ11内の気体を吸引可能なローダ13と、シャッタ部16およびローダ13の作動を制御するコントローラ40と、を備え、コントローラ40は、所定時間毎に、シャッタ部16によって材料供給路18aを遮断した状態で、ローダ13を作動させてパイプ12に溜まった樹脂材料1を気流と共にホッパ11側へ吸引する。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】基板400 に装着した電子部品を樹脂封止成形する型110 の構造を簡略化すると共に、電子部品を樹脂封止成形する際にその基板400 の厚みのバラツキを吸収し、更に、基板と樹脂封止成形体との密着性を向上させる。
【解決手段】一の型111 と二の型112 とから電子部品の樹脂封止成形用型110 を構成すると共に、この型の型合せ面(P.L 面)に段差を無くした平面形状の基板供給セット面113 を設ける。また、前記型合せ面と合致する型の側面位置110aに対してポットブロック140 を接合分離自在に配置すると共に、この型合せ面とポットブロック140 とを接合させた状態でポットブロック140 内の溶融樹脂材料をキャビティ114 内へ直接注入する。更に、型110 の型締と型の側面位置にポットブロック140 を接合させた後に、前記キャビティ114 を含む型の型合せ面及び前記ポット141 内に構成される空間部を真空減圧した状態で、電子部品の樹脂封止成形を行う。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】 本発明は、熱可塑性樹脂成形品の成形方法において、溶融状態の樹脂に含まれる補強繊維の挙動の特性を利用して、スキン層又は成形品の曲げやねじり等の荷重に対する強度を向上すると共に、外観性を向上させる。
【解決手段】 コア層Bとスキン層Aとを有する熱可塑性樹脂成形品の成形方法であって、第1の熱可塑性樹脂ペレット材xと、該ペレット材xより成形溶融温度において低粘度かつ結晶化速度が遅く、かつ補強繊維G…Gを含有する第2の熱可塑性樹脂ペレット材yとの混合材を用い、前記第1のペレット材xでコア層Bを、第2のペレット材yでスキン層Aをそれぞれ成形する。スキン層Aの結晶化が遅れる間に、スキン層Aの表面に露出する補強繊維G1〜G4が沈降する。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】繊維強化樹脂成形品において、繊維が糸玉状になることを抑制し、繊維による補強効果を効果的に得ることができる繊維強化樹脂成形品の製造方法を提供する。
【解決手段】繊維Fと、第1の熱可塑性マトリックス樹脂M1と、該第1の熱可塑性マトリックス樹脂よりも最低成形可能温度が高い第2の熱可塑性マトリックス樹脂M2とを含有する繊維強化樹脂成形品Pの製造方法は、繊維を第2の熱可塑性マトリックス樹脂によりコーティングし、第2の熱可塑性マトリックス樹脂によりコーティングされた繊維と第1の熱可塑性マトリックス樹脂とを、第2の熱可塑性マトリックス樹脂の最低成形可能温度未満、かつ第1の熱可塑性マトリックス樹脂の最低成形可能温度以上の温度で混練し成形することを特徴とする。また、上記繊維強化樹脂成形品の製造方法では、複数の繊維からなる繊維束が第2の熱可塑性マトリックス樹脂によりコーティングされる。
(もっと読む)
ポリアミド樹脂成形品
【課題】耐熱性、寸法安定性に優れ、吸水速度が低減されるポリアミド樹脂成形品を提供する。
【解決手段】JIS K6920−2に従って、98%硫酸にて測定した相対粘度が2.7以下の低分子量ポリアミド樹脂(A)100質量部に対して、少なくとも2個の重合性官能基を有する有機化合物(B)1〜10質量部、粒子径が0.1〜20μmのタルク、窒化ホウ素から選ばれる少なくとも1種類以上の充填材(C)100〜5000ppm、リン系熱安定剤(D)0.01〜10質量部からなる樹脂組成物を、所望の形状に射出成形した後、照射架橋して得られる23℃、98%硫酸に実質的に不溶解である厚み10mm以下のポリアミド樹脂成形品。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】繊維強化樹脂成形品において、繊維が糸玉状になることを抑制し、繊維による補強効果を効果的に得ることができる繊維強化樹脂成形品の製造方法を提供する。
【解決手段】繊維2と樹脂3とを組み合わせ繊維により強化された繊維強化樹脂から成形されてなる繊維強化樹脂成形品1の製造方法は、繊維と樹脂とを混練させる混練ステップと、該混練ステップの後に、繊維を延伸させる延伸ステップとを備え、延伸ステップは、成形型内において繊維を延伸させる延伸力Fを付与することにより行われることを特徴とする。また、繊維強化樹脂成形品の製造方法は、混練ステップの前に、繊維又は樹脂に発泡剤を含ませることを特徴とする。
(もっと読む)
材料供給装置ならびにこの装置を用いた材料供給方法および材料回収方法
【課題】 材料の無駄がなく、材料の回収が容易な材料供給装置ならびにこの装置を用いた材料供給方法および材料回収方法を提供する。
【解決手段】 材料通路11を介して貫通穴10に連通する材料供給口14を有するとともに材料供給部12の外面に沿って移動可能なホッパー取付部材15を設け、材料供給口14にホッパー13を取付けた状態でホッパー取付部材15を移動させる。また材料供給部12の下端位置にホッパー取付部材15の材料供給口14を位置させ、材料供給口14にホッパー13を取付け、ホッパー取付部材15を移動させ材料供給口14を材料供給部12の下端位置に位置させて材料供給口14付近の材料23をホッパー13内に落下させて回収している。
(もっと読む)
樹脂モールド装置および樹脂モールド方法
【課題】 キャビティプレートを用いる樹脂モールド装置において、異種製品を樹脂モールドする際に下型と上型を交換せずに樹脂モールド可能とする。
【解決手段】 キャビティ孔10aと、ポット15と金型カル14aとを連通する連通孔10bとが厚さ方向に貫通して設けられたキャビティプレート10を介して上型14と下型12とで被成形品20をクランプし、ポットからキャビティへ樹脂を圧送して被成形品を樹脂モールドする樹脂モールド装置において、前記金型カル14aが設けられた上型14のクランプ面に、金型カル14aと重複しない平面配置に樹脂溜り部40を凹設し、前記キャビティプレート10に、前記連通孔10bと前記樹脂溜り部40とを連絡し、樹脂モールド時に前記ポット15から前記樹脂溜り部40に樹脂30を導入してポットからキャビティに供給される樹脂量を調節する連絡流路10cを設けたことを特徴とする。
(もっと読む)
射出成形体の製造方法
【課題】
薄膜状の成形体を、バリの発生を起こさずに安定的に生産する方法を提供する。
【解決手段】
Tg100℃の、ジシクロペンタジエン85重量部とテトラシクロドデセン15重量部との開環重合体水素化物のペレット30重量部と、Tg137℃の、ジシクロペンタジエン38重量部と、テトラシクロドデセン35重量部と、メタノテトラヒドロフルオレン27重量部との開環重合体水素化物のペレットとを混合した後、金型を用いて、縦500mm、横400mm、厚さ0.4mmの成形体を、射出成形により製造する。
(もっと読む)
101 - 120 / 168
[ Back to top ]