
Fターム[4F206AD07]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599)
Fターム[4F206AD07]の下位に属するFターム
シート状 (1,621)
管状体 (161)
棒状体、線状体(←電線芯材) (142)
繊維製品(編織物、不織布、長繊維物、コード) (236)
多孔体、発泡体 (121)
構造材(←芯材) (435)
複合体 (422)
層状体、積層体 (856)
異形断面、非円形断面 (30)
部分に特徴がある部材 (534)
Fターム[4F206AD07]に分類される特許
1 - 20 / 41
金型及びインサート樹脂成形方法
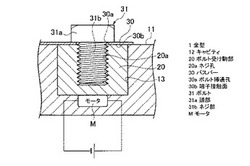
【課題】バスバーの端子接触面に樹脂漏れが発生しないインサート成形を行うことができる金型等を提供する。
【解決手段】ボルト挿通孔30aの周囲が端子接触面30bであるバスバー30をキャビティ12にセットし、バスバー30のボルト挿通孔30bにボルト31のネジ部31bを挿入し、バスバー30とボルト31をインサート部品としてキャビティ12に樹脂を注入してインサート樹脂成形を行う金型1であって、ネジ孔20aを有し、ネジ孔20aにボルト31のネジ部31bを螺入した位置がボルト31のセット位置となるボルト受け駒部20と、ボルト受け駒部20をネジ孔20aを中心として回転させるモータMとを備えた。
(もっと読む)
インサート成形体及び放熱構造体

【課題】生産性の高い方法で製造することが可能であるとともに、樹脂部材と金属部材との間の密着力が充分であり、且つ樹脂部材と金属部材との間の熱の伝達がスムーズなインサート成形体を提供する。
【解決手段】樹脂部材と金属部材とを備えるインサート成形体であって、上記金属部材は上記樹脂部材との接合面に散在するように形成された2以上の接合孔を有し、上記樹脂部材は上記接合孔に挿入した凸部を有し、少なくとも1つの接合孔の開口部分の面積が、0.44mm2以上19.63mm2以下であり、樹脂部材と金属部材との接合面の外周で囲まれる面の面積をS1とし、上記接合面における上記接合孔の開口の面積の総和をS2としたときに、割合S2/S1が、特定の不等式(I)を満たすようにする。
(もっと読む)
タイヤ側面への装飾形成方法および装飾形成装置
【課題】生産性を損なうことなくタイヤ側面に形成する装飾のデザイン自由度を向上させる。
【解決手段】加硫済みのタイヤTの側面に装飾を形成する方法であって、加流済みのタイヤTの側面にキャビティ3aを有する金型3を押し当て、該キャビティ3a内に射出装置5から熱可塑性エラストマーを射出、充てんすることによりタイヤTの側面に射出成形部Mを一体化して上記装飾とすることを特徴とするものである。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
射出成形方法
【課題】複数の発泡成形部材を異なる発泡倍率で同時に成形することのできる射出成形方法を提供する。
【解決手段】各キャビティ46,48を形成する金型56と、各キャビティ46,48に樹脂を誘導するホットランナー58と、ホットランナー58の各ゲート58b,58cをそれぞれ開閉する各ゲートバルブ60,61と、第1キャビティ46における樹脂の射出圧力を検出する樹脂圧センサ67と、両ゲートバルブ60,61の開閉を制御する制御装置70とを備える射出成形装置50を用いる。樹脂の射出充填時において、制御装置70は、樹脂圧センサ67が検出する第1キャビティ46の樹脂の射出圧力が規定圧力に達したときに、第1ゲートバルブ60を閉じて第1キャビティ46の樹脂に対する保圧の印加を制限する。
(もっと読む)
プラスチック体およびプラスチック体を製造するための製造装置
【課題】軽量で安定性が高く、寸法精度が高いプラスチック体を提供する。
【解決手段】本発明は、中央領域を管状の中空体(52)として形成されているプラスチック体に関する。本発明によれば、前記管状の中空体(52)は、両端部(55,56)をそれぞれ、閉じた第1または第2の中実体(53,63)によって閉止されている。、前記管状の中空体(52)の前記両端部のうち第1の端部(55)に排除体(16,40,41,42)が配置されている。該排除体は前記中空体(52)と前記第1の中実体(53)との移行部に位置し、前記管状の中空体(52)の第2の端部(56)に、前記管状の中空体(52)と前記第2の中実体(63)との間に延在する中空室が形成されている。
(もっと読む)
オーバーモールド容器の製造方法、およびオーバーモールド容器の製造装置
【課題】容器の形状に依存することなく、インナーボトルの変形や表面の流動を防止し、高品質で美観に優れたオーバーモールド容器を製造するための方法を提供する。
【解決手段】金型50内に配置されたインナーボトル10の外側に溶融樹脂を射出してアウター20を成形する際、ボトル内にロッド60を挿入して加圧ステップと循環ステップとを実行し、ロッド内にはボトルの外方に露出する外部口(61o〜63o)と、ボトル内にて開口する内部口(61i〜63i)とを連絡する供給管(61,62)と排気管63とに区別された複数の通気管が形成され、加圧ステップでは、供給管の外部口に供給したエアを内部口からインナーボトルの内壁に気体を吹き付けつつ、ボトル内が所定の圧力となるまで加圧し、循環ステップでは、ボトル内に供給した気体を排気管の内部口から外部口を経由してボトル外に排気してインナーボトル内の圧力を維持しつつ気体を循環させる。
(もっと読む)
ポリエステル製延伸発泡容器
【課題】不活性ガスを含浸させての加熱により形成された発泡層が非発泡のポリエステル容器本体の胴部外面に形成された構造を有していると共に、耐熱性に優れた延伸発泡ポリエステル容器を提供する。
【解決手段】口部5、胴部7、及び底部9を備えた非発泡ポリエステル容器本体1と、容器本体1の胴部外面に設けられた発泡セルを内部に有する発泡ポリエステル層3とから成り、非発泡ポリエステル容器本体1が、固有粘度が0.78以下のポリエステルを用いて形成されており、発泡ポリエステル層3が、固有粘度が0.80以上のポリエステルを用いて形成されていることを特徴とする。
(もっと読む)
電磁誘導加熱用樹脂製食器
【課題】電磁誘導加熱を繰り返しても剥離や割れが生じることがなく、且つ、成形時に封入した金属が破損して電磁誘導加熱が十分に行われなくなることを防止することが出来る電磁誘導加熱用樹脂製食器の提供。
【解決手段】第1の樹脂成形部材(1)と第2の樹脂成形部材(2)と金属製網(3)とを有し、第1の樹脂成形部材(1)と第2の樹脂成形部材(2)とは積層されており、金属製網(3)の一部(31)は第1の樹脂成形部材(1)に埋没し、金属製網(3)の残りの部分は第1の樹脂成形部材(1)と第2の樹脂成形部材(2)との間に封入されており、第2の樹脂成形部材(2)の樹脂材料(M)供給位置は、金属製網(3)が第1の樹脂成形部材(1)に埋没している位置(中央部31)に対応している。
(もっと読む)
紙製容器及びその製造方法
【課題】電子レンジ等で加熱調理しあるいは熱湯を注いで使用する場合に適した紙製容器であって、高温での取り扱いを容易にし、しかも簡単な構造で安価に製造する。
【解決手段】紙材からなるブランクを絞り加工して形成された有底筒状のカップ部2の外底部に、その外面から突出する樹脂製の足部15が射出成形により一体に固着されており、上端と足部15とにそれぞれ指をかけるようにして持つことにより、内容物の熱の影響を少なくすることができる。
(もっと読む)
成形体又は積層体への別部材の取付け方法、及びその別部材が取り付けられた別部材付き成形体又は別部材付き積層体
【課題】 成形体又は積層体に別部材を取り付ける方法、及びその別部材が取り付けられた別部材付き成形体又は別部材付き積層体を提供することである。
【解決手段】 樹脂材よりなり、対向配置される第1及び第2のシート材3、4の間に多数の凸部8がエンボス状に形成されたパネル材1の一方のシート材3、4に開口9、10を設ける。支持台14に設置したパネル材1における開口9を覆うように、底面部にキャビティ17が開放された成形型16を押圧する。成形型16のキャビティ17に射出した溶融樹脂を、開口9、10からパネル材1の第2空間部6に注入させて固化し、第2空間部6に抜止め状態で保持されるアンカー部15と一体にストライカ2を形成する。
(もっと読む)
開放装置及び同装置を製造する方法、並びに開放装置を備えたパッケージング材料
パッケージング容器用の開放装置100が提供される。パッケージング容器は、パッケージング容器の外側を構成する上面及び容器の内側を構成する下面を有するパッケージング材料から形成され、開放装置100は、2つの動作部分であって、パッケージング材料の上面の上に配置される予備成形支持部104と、容器の下面の上に配置される薄膜部102とを含み、薄膜部102は、2つの部分を機械的に結合するように支持部104の開口部111内に延び、また薄膜部102の材料と支持部104の材料とは熱的に親和性がないポリマー材料である。 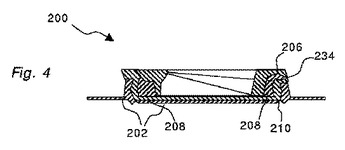 (もっと読む)
(もっと読む)
飲料ディスペンサのモータ側カップリング部材製造方法及びモータ側カップリング部材
【課題】本発明は、抜止部材の傾きを抑制でき、振動の発生を低減できる飲料ディスペンサのモータ側カップリング部材製造方法及びモータ側カップリング部材を提供することを目的とするものである。
【解決手段】本発明による飲料ディスペンサのカップリング部材製造方法及びモータ側カップリング部材は、抜止周面支持突起201aで抜止部材141の筒部151の外周部153を支持するとともに、抜止部材141を第1及び第2金型201,202で挟持することで第1及び第2金型201,202に対する抜止部材141の位置決めを行い、筒部151の本体先端部151a及び壁部154の壁先端部154aが、カップリング部材本体140のモータ側端面143及びカップリング側端面144から露出される構成である。
(もっと読む)
樹脂成形体の製造方法と成形用インサート入れ子
【課題】簡単でかつ工程を増やすことなくソリの発生を抑制でき、しかも複雑な形状の樹脂成形体の変形も防止することができる樹脂成形体の製造方法を提供する。
【解決手段】成形金型のキャビティー内に樹脂成形体とともに取り外し可能に配置されるインサート入れ子をキャビティー内に配置して樹脂を注入し、前記成形金型を開いた後、前記キャビティー形状の一部を構成するインサート入れ子によって前記樹脂成形体の形状を維持しながら冷却することを含む樹脂成形体の製造方法。
(もっと読む)
樹脂成形品及び樹脂成形品の製造方法
【課題】インサート材の露出面に文字や模様用の樹脂部を形成して、意匠性に優れた樹脂成形品を得ることを目的とする。
【解決手段】インサート材4を、その一部が露出した状態で樹脂部5に埋設してある樹脂成形品100であって、インサート材4の露出した表面のうち、内方部の少なくとも一部の領域に樹脂部5を形成する樹脂が充填された樹脂充填部4Aを備え、当該樹脂充填部4Aとインサート材4の周囲の樹脂部5とを連通する連通部4B、4Cを、樹脂充填部4Aに対してインサート材4の平面方向に沿って少なくとも二つ設けた。
(もっと読む)
複合材で包まれたエンジンマウント
複合材で包まれたエンジンマウントは、ゴムブッシュの周りに収容された金属殻を有するゴムブッシュを含む。プラスチックブラケットは、ゴムブッシュ及び殻をその中に収容する空洞を有する。関連したマウントアッセンブリを形成する方法は、ブッシュを金型に挿入する工程と、ブラケットを形成するために、成形材料をブッシュの少なくとも一部分の周りにおいて金型の中に導入する工程と、ブッシュの周りのブラケットを硬化する工程とを含む。 (もっと読む)
ゴム栓付き蓋体およびその製造方法
【課題】プラスチック製蓋体本体2に対するゴム栓3の接着強度が大きくかつインサート成形によって簡単に大量生産することができるゴム栓付き蓋体1およびその製造方法を提供する。
【解決手段】ゴム栓3をインサートとして用いてプラスチック製蓋体本体2をインサート成形することによって、蓋体本体2とこの蓋体本体2の内側面に接合されているゴム栓3とを備えているゴム栓付き蓋体1を製造する。この場合、ゴム栓3を構成しているゴム組成物のゴム用添加剤の有機成分のうちの、ゴム用鉱物系軟化剤としてのパラフィンオイル、ナフテンおよびアロマオイルの量と、ゴム用植物系軟化剤としてのパルミチン酸カルシウム、ステアリン酸カルシウム、リシノール酸カルシウムおよびラウリン酸カルシウムの量との総和が、上記ゴム組成物のうちの1.0重量%以下である。
(もっと読む)
中空成形品とその製造方法
【課題】2つの分割体を突き合わせ接合されてなる樹脂製の中空成形品の接合力を増大する。
【解決手段】下側本体2と上側本体とを突き合わせ、接合されてなる樹脂製の中空成形品において、下側本体2と上側本体は内部に複数の閉断面を形成するリブ15を備え、このリブ15同士も突き合わされており、下側本体2と上側本体の突き合わせ面5の外周に沿って配置される包囲部41と、リブ15の突き合わせ面17を貫通し下側本体2と上側本体のリブ15の肉部内に没入する芯部43とが連結されてなる接合体4によって、下側本体2と上側本体を接合する。
(もっと読む)
過給機の製造方法及び過給機
【課題】精度の高い寸法管理が行え、コンプレッサ部の圧縮効率の向上が図れ、而も生産性の高い過給機を提供する。
【解決手段】コンプレッサハウジング6のシュラウド部16に滑り部材射出用の凹部21を形成すると共に該凹部に突条22又は溝を形成し、成形型を前記シュラウド部に密着することで前記凹部が閉鎖された空間を形成し、該空間に樹脂を注入し、前記凹部を充填し、前記コンプレッサハウジングの一部を成す様前記シュラウド部に滑り部材を射出成形する。
(もっと読む)
中空部品のインサート成形用金型
【課題】中空中子を変形させずに表皮厚を均一化し、強度及び剛性に優れた中空部品のインサート成形用金型を提供する。
【解決手段】固定側金型20と可動側金型21とを有し、これら固定側金型2と可動側金型21が型締めされて形成されたキャビティー22内に中空状のベースフレーム2を配置し、該キャビティー内に溶融樹脂を充填して、該ベースフレームの表面を樹脂で鋳包して表皮を形成する中空部品のインサート成形用金型において、固定側金型及び可動側金型のそれぞれに、前記キャビティーに連通する複数のゲート30,33と、各ゲート30,33を連結させるホットランナー31,34と、該固定側金型から該可動側金型へ溶融樹脂を供給するホットノズル32,35とを設け、該固定側金型のホットノズル32と該可動側金型のホットノズル35とを連結させた。
(もっと読む)
1 - 20 / 41
[ Back to top ]