
Fターム[4F211TN02]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 接合のための加熱方法 (1,761) | 加熱工具による加熱 (395)
Fターム[4F211TN02]の下位に属するFターム
加熱刃 (11)
加熱はさみ (3)
加熱針 (2)
加熱板 (142)
加熱線 (40)
加熱ロール (103)
加熱こて(アイロン) (4)
管状体の内面、外面を加熱するためのもの (2)
Fターム[4F211TN02]に分類される特許
21 - 40 / 88
水密プラスチック段ボール箱及びその製法
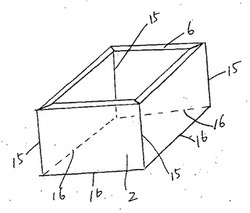
【課題】 水密性、気密性、保温性、強度、清浄化容易性及びリサイクル容易性を改善したプラスチック段ボール箱及びその製作方法を提供する。
【解決手段】
本発明のプラスチック段ボール箱は、以下のことを特徴とする。
(1)熱可塑性及び熱融合性を有するプラスチックより成る段ボールシートを素材に用いる。
(2)プラスチック段ボール箱の面と面の境界における段ボールシートの曲折部及び/又は接合部において、隣接する両面のそれぞれの端部に素材の熱可塑性を利用してライナーが斜面を覆った傾斜面を設ける。
(3)その両斜面上のライナー表面を加熱手段により融解し、熱融合性を利用して両斜面同士を融着することにより、曲折部及び/又は接合部に隙間のないプラスチック段ボール箱を形成する。
(もっと読む)
インサート金具圧入装置

【課題】成形品の埋込み用穴へインサート金具を正確に圧入し、固定するためのインサート金具圧入装置を提供する。
【解決手段】成形品ストッパープレート39のネジ孔40に調整ボルト41をねじ込み、ロックナット44により調整ボルト41を固定する。加熱コイルで加熱されたインサート金具をセラミックピンによりインサート金具受け台から突き上げ、調整ボルト41から下方に突き出した保持スティック46、46aに保持させて成形品の埋め込み用穴のところまで移動し、圧入ユニット30を下降させてインサート金具を埋め込み用穴内に圧入し、調整ボルト41でインサート金具のフランジを押えながら冷却エアーでインサート金具を冷却することにより、埋め込み穴内において溶融した樹脂を固化する。インサート金具の圧入状況は判定評価回路で評価し、適、否を判定する。
(もっと読む)
樹脂成形品の製造方法
【課題】複数の主部材を当接させ、振動溶着して一体化する際、主部材の位置関係を正確に調整して溶着できる樹脂成形品の製造方法を提供する。
【解決手段】上面開口のボウル部2の開口上縁21と該開口上縁21周上に対応するリム部1の下縁11とを当接し振動溶着することによって樹脂成形品を製造する方法であって、上記リム部1の下縁11近傍外面に上位置決めリブ片3を突出形成し、上記ボウル部2の開口上縁21近傍外面に下位置決めリブ片4を突出形成し、上記上位置決めリブ片3と下位置決めリブ片4とでリム部1とボウル部2の位置調整を行うとともに、固定用治具によって位置決めをし、上記リム部1とボウル部2とを一体的に溶着することを特徴とする樹脂成形品の製造方法。
(もっと読む)
電熱式溶着チップを用いて行う熱カシメ方法及びその装置
【課題】電圧の変動が直接溶着ボスの溶融に影響を及ぼさない熱カシメ方法とその装置を提供する。
【解決手段】溶着チップ4に対する電圧の印加を、溶着工程において中途で停止する。その後の溶融は、溶着チップ1の余熱で溶着を行う。このようにすると、少なくとも余熱での溶着段階では電圧の影響を受けないから、品質が安定し、然も電力の消費を抑えることができる。最終段階における溶着チップ及びボスの温度は残熱だけのため、冷却時の負荷が減少したことにより冷却時間の短縮化が可能となり、結果として生産性が高まる。
(もっと読む)
フィルムバリヤライナ付きの肩部/ノズルの製造方法
本方法は、可撓性のフィルムラミネートバリヤライナを製造しそれを製品チューブ容器の肩部/ノズルに挿入する自動化技術を含む。肩部/ノズルは、製造され、肩部開口がフィルムラミネートの方を向く状態に向けられる。フィルムは、ノズル穴を形成し、肩部/ノズルの肩部内に嵌合するようにフィルムラミネートを打抜き、このフィルムラミネートを肩部/ノズルに挿入するステーションに送られる。フィルムラミネートは、このステーションまたは後続のシーリングステーションで、肩部ノズルに熱接着され得る。肩部/ノズルがフィルムラミネートを形成しそれを肩部/ノズルに挿入するステーションを離れた後には、フィルムラミネートが肩部/ノズル内に適切に整合されているかどうかを判定する検出ステーションがあり得る。後続のシーリングステーションの後にも検出ステーションがあり得る。シール済みフィルムラミネートライナが付いた肩部/ノズルは、次いで、チューブ製造過程に送られる。フィルムラミネートは、重合体層、ならびにエチレンビニルアルコール共重合体類、ポリエチレンテレフタレート重合体類、ポリエチレンナフタレート重合体類およびアクリロニトリルアクリル酸メチル共重合体類を含むバリヤ層を有する。これらの肩部/ノズルを使用して製造されるチューブ容器は、歯磨き剤などの香味剤(flavorant)を含む製品に非常に有用である。 (もっと読む)
熱可塑性プラスチック材の溶着装置および溶着方法
【課題】発泡プラスチック板材や段ボールプラスチック板材のように内部に空隙を含むプラスチック板材であっても低コストで作業性良く、かつ溶着後の外観を良好に保ったまま溶着すること。
【解決手段】互いに溶着する複数の熱可塑性プラスチック材P1,P2の間に配置され、輻射熱により非接触で複数の熱可塑性プラスチック材P1,P2を加熱するヒータユニット2と、ヒータユニット2による加熱時に複数の熱可塑性プラスチック材P1,P2を向かい合わせた状態で保持するとともに、ヒータユニット2による加熱後、複数の熱可塑性プラスチック材P1,P2同士を圧接させる下吸着台30および上吸着台40を有する。
(もっと読む)
口金付樹脂管及びその製造方法
【課題】口金付樹脂管の口金と樹脂管との接合部における気密性の維持を課題とする。
【解決手段】本発明は、口金1と、一端部を口金に接合した樹脂管2とを有する口金付樹脂管であって、一端部2aの外周面が、口金内に配置され口金の内周面に被着接合している口金付樹脂管である。また、本口金付樹脂管を製造する本発明の製造方法であって、口金より熱膨張率が大きい棒材を用い、樹脂管を構成する樹脂管構成材を棒材に巻き付けて筒状にして、樹脂管構成材の筒状にされた一端部を口金内に、当該一端部内に棒材を、これら3者を略同軸にして配置した上で加熱する加熱工程を備え、本加熱工程により、樹脂管構成材を溶融させつつ、口金と棒材の熱膨張率差により前記一端部に口金からの外圧及び棒材からの内圧を生じさせて前記一端部の外周面を口金の内周面に圧着保持して前記一端部の外周面を口金の内周面に融着させ、樹脂管を成形する製造方法である。
(もっと読む)
ラミネート装置
【課題】ラミネート部が複数有するラミネート装置において、ラミネート装置を小型化すると共に、被加工物を生産する効率を向上させることを目的とする。
【解決手段】上チャンバ13a及び下チャンバ11aにより構成され、前記下チャンバ11aに設けられた熱板11b上に被加工物を配置し、前記熱板11bにより加熱した前記被加工物を、前記熱板11bと前記上チャンバ13aに設けられた押圧部材13bとで挟圧してラミネート処理するラミネート部10を上下方向に複数、有し、前記複数のラミネート部10は、相互に独立してラミネート処理を行う。
(もっと読む)
長尺体接続装置および乗客コンベア用移動手摺
【課題】 完成したループ体に発生する段差や残留応力を減少させることができる長尺体接続装置および完成したループ体である乗客コンベア用移動手摺を得る。
【解決手段】 長尺体接続装置において、長尺体の端部を挿入する開口部を有する金型の端面側と、長尺体の端部を溶融する加熱部側との間にあって、この長尺体を保持する保持部におけるキャビティの延在方向と交差する断面の面積を、端面側および加熱部側における保持部の断面と平行する断面の面積より小さくする。
(もっと読む)
プラスチック段ボール箱の溶着装置及びプラスチック段ボール箱の製造方法
【課題】 本発明は、複数のプラスチック平板から構成されるプラスチック段ボール箱を組み立てた状態で、所定の溶着箇所の全てを同時溶着してプラスチック段ボール箱を形成する為のプラスチック段ボール箱の溶着装置及びプラスチック段ボール箱の製造方法を提供する。
【解決手段】搬送手段は2台の並設するコンベアから構成され、搬送面が四方に立設されるブロックに交会するよう設置され、複数の溶着ピンを有し、鉛直範囲を可動する溶着手段は、搬送手段の上方位置に設置され、プラスチック段ボール箱の角部を構成する外側面を、溶着ピンにて加熱溶融して貫通し、外側面の内側に位置する部材の厚さの略半分を加熱溶融して、当該両者を溶着させることで、複数の角部平面を複数の溶着ピンにて同時に溶着し、幅調節手段は、溶着装置の底部を構成し、搬送手段及び溶着手段を有する夫々のブロックの間隔を調節することを特徴とするプラスチック段ボール箱の溶着装置。
(もっと読む)
熱可塑性無端ベルトの製造装置、及び、熱可塑性無端ベルトの製造方法
【課題】ベルト用基材をほぼ均一な加熱温度で加熱加圧することのできる熱可塑性無端ベルトの製造装置及び熱可塑性無端ベルトの製造方法を提供する。
【解決手段】熱可塑性無端ベルト製造装置1は、熱可塑性を有するベルト用基材のベルト長さ方向に関する両端部が突き合わされた無端ベルトを製造するための装置である。熱可塑性無端ベルト製造装置1は、相対向して配置され、ベルト用基材20Aの突き合わせ部23Aを加熱するための1対の熱盤2と、突き合わせ部23Aのベルト長さ方向に関する両側部分を冷却する冷却部4、5と、1対の熱盤2の対向面10、11にそれぞれ接するように配置され、突き合わせ部23Aを加熱しつつ挟持押圧する1対の金型3とを備えている。1対の金型3は、冷却部4、5には接していない。
(もっと読む)
管部材用被覆材熱融着具
【解決手段】内管の外表面を保温材47により被覆した保温材付き流体管において分断した両保温材47を互いに接合する際、互いに開閉することができる両加熱部材11の閉状態Qで内管を両加熱体13間の挿通孔に嵌め込むと、両加熱面が両保温材47の端面に当てがわれてその端面を溶融させることができる。両加熱体13間の挿通孔の中心線方向Yの両側向きYL,YRへ両加熱部材11の屈曲腕14を加熱体13とともに回動させて屈曲可能にしている。
【効果】融着作業時には作業者と保温材付き流体管との位置関係に応じて両加熱体13の向きを変更することができるので、融着作業が行い易くなる。
(もっと読む)
管部材用被覆材熱融着具
【解決手段】内管の外表面を保温材により被覆した保温材付き流体管において分断した両保温材を互いに接合する際、互いに開閉することができる上下両加熱部材8,5の閉状態Qで内管を固定加熱体6と可動加熱体9との間の挿通孔20に嵌め込むと、両加熱面21が両保温材の端面に当てがわれてその端面を溶融させることができる。両加熱体6,9で割縁部11の両端部11a,11b間を結ぶ外周面25側から加熱面21側へ突出するストッパ24を設けてそのストッパ24の内側に加熱面21を配設している。
【効果】両加熱体6,9の加熱面21に物を近付けてもその物がストッパ24に当接して加熱面21に接触しにくくなり、加熱面21を保護することができるとともに、加熱面21に対し不用意に触れにくくなる。
(もっと読む)
変性PTFE枠形状成形品及びその製造方法。
【課題】大型の設備を必要とせず、軽微な設備・治具を用いた、後加工での材料ロスを少なくした、接合強度の高く気密性の高い変性PTEF枠形状成形品の製造方法を提供する。
【解決手段】変性PTFE樹脂をシート状成形体に成形し、これを焼成して変性PTFE樹脂シート焼成体を作製し、この焼成シートから所望の型枠形状成形品の一部を構成する複数の細片形状物を切り出し、この細片形状物の端面同士を接合しその上下・左右を取り囲むようにして金型内にセットして拘束状態とし、さらに端面同士を接合した細片形状物の長さ方向も拘束状態とし、その後、細片形状物の取り囲む金型に装備したヒータで細片形状物の接合部近傍を加熱して細片形状物の端面同士を融着して接合し、その後接合部近傍を冷却する。
(もっと読む)
ラミネート装置、ラミネート装置用の熱板及びラミネート装置用の熱板の製造方法
【課題】ラミネート工程の際に熱板の温度を目標温度に容易かつ確実に制御できるようにする。
【解決手段】押圧部材により仕切られた上チャンバと下チャンバとを有し、その下チャンバに設けられた熱板122上に被加工物を配置し、前記熱板122により加熱した前記被加工物を、前記下チャンバを真空とし前記上チャンバに大気を導入し前記熱板122と前記押圧部材とで挟圧してラミネートするラミネート装置であって、前記熱板122は、裏面に収容溝63が設けられた熱板本体61と、前記収容溝63に埋設されたシースヒータ62とを備え、前記収容溝63及び前記シースヒータ62の少なくともいずれか一方を変形させて、前記シースヒータ62の外周面が前記収容溝63の内周面に面接触するようにしたことを特徴とする。
(もっと読む)
熱可塑性樹脂の熱かしめ方法およびその装置
【課題】 信頼性の高い熱かしめ装置と熱かしめ方法を提供する。
【解決手段】 本発明になる熱かしめ方法は、本発明になるヒータチップに電流を供給することにより一体成形されたボスを有する熱可塑性樹脂を用いた成形品と、前記ボスと嵌合する嵌合穴を有する被結合体とを熱かしめする装置であって、前記熱かしめ部を不活性ガス雰囲気とする不活性ガス噴射装置を備え、熱かしめ部周辺の酸素濃度測定部とこの酸素濃度測定部からの測定結果により、熱かしめ作業の許可/禁止を決定する制御部とを備えることを特徴とする熱かしめ装置を用い、熱かしめを行うときに熱かしめ部を不活性ガス雰囲気としてから熱かしめを行うことを特徴とするものである。
(もっと読む)
一軸延伸されたプラスチックテープからなるコーテッドファブリック、およびそのファブリックから製造される袋
コーテッドファブリック(11,11')は、一軸延伸されたポリマーテープ(12a,12b)、特に、ポリオレフィンまたはポリエステルテープ、好適には、ポリプロピレンまたはテレフタル酸ポリエチレンからなるファブリック(12)を備える。ファブリック(12)は、熱可塑性材料からなる密封層13に被覆されており、当該材料の融点は、ファブリックテープ材料の結晶子融点よりも低い。コーテッドファブリック(11,11')は、熱風溶接、超音波溶接、加熱工具による溶接、または、赤外線溶接またはレーザービーム溶接に最適である。  (もっと読む)
(もっと読む)
インパルス式ヒートシーラー用樹脂シート及びこれを備えたインパルス式ヒートシーラー
【課題】被シール物に外観上好ましくない模様が転写されるのを効果的に防止できるインパルス式ヒートシーラー用樹脂シート及びこれを備えたインパルス式ヒートシーラーを提供する。
【解決手段】それぞれ第1方向A1へ互いに平行に延びる複数本の第1繊維21と、それぞれ上記第1方向A1に対して交差する第2方向B1へ互いに平行に延びる複数本の第2繊維22とが編み込まれることにより形成された繊維構造体20に対して、フッ素樹脂23を含浸させることにより長方形状の樹脂シート16を形成し、上記第1方向A1及び上記第2方向B2を樹脂シート16の長手方向Lに対して交差させる。これにより、第1繊維21と第2繊維22とで弛みやすさにばらつきが生じるのを抑制することができるので、一部の繊維のみが弛むことに起因して、被シール物に外観上好ましくない模様が転写されるのを効果的に防止できる。
(もっと読む)
電熱モジュールを迅速に交換可能なシーリング機
【課題】電熱モジュールを迅速に交換可能なシーリング機の提供。
【解決手段】電熱モジュールを迅速に交換可能なシーリング機はベース、電熱モジュール、圧合上蓋を含む。該ベース前端に位置する前固定台体には結合孔を陥没設置する。該電熱モジュール下蓋の下表面には結合部品を突出設置し、該結合部品と該結合孔は相互に対応し嵌合し、該ベースの前収容設置室内に収容設置する。本発明が設計する電熱モジュールの結合部品と前固定台体の結合孔は、嵌合と分解が容易な機能を備える。よって、別に工具を使用する必要なく、使用者は直接さらには迅速に電熱モジュールを交換することができる。またこのシーリング機はプラスチックの厚み、或いはシーリング口を強化する効果に従い、2本線式の電熱モジュールを選択し、より良いシーリング効果を達成することができる。
(もっと読む)
貼付シートのツノ消し治具及びそれを用いた貼付シートのツノ消し方法
【課題】基材が塩化ビニル系樹脂シート及び非塩化ビニル系樹脂シートのいずれの貼付シートにおける折り込み部のツノも、効果的になくすことができる貼付シートのツノ消し治具、及びそれを用いた貼付シートのツノ消し方法を提供する。
【解決手段】先端にツノ消し用圧着部を有する棒状シャフトと、前記圧着部を高温に加熱するためのヒーターと、その温度を制御する温度コントローラーを有する貼付シートのツノ消し治具、及びこの治具を用い、該治具の所定温度に加熱された圧着部を、貼付シートのツノ部に押し当てることにより、該貼付シートのツノ部をなくす貼付シートのツノ消し方法である。
(もっと読む)
21 - 40 / 88
[ Back to top ]