
Fターム[4F213AA11]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 樹脂材料等(主成形材料) (2,396) | ポリオレフィン (296) | ポリプロピレン系 (74)
Fターム[4F213AA11]に分類される特許
1 - 20 / 74
インモールドラベル容器およびその製造方法
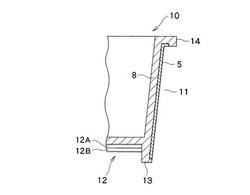
【課題】とりわけ底部のガスバリア性に優れたインモールドラベル容器を提供する。
【解決手段】インモールドラベル容器10は、胴部11と底部12とを備えている。胴部11はラベル5と、ラベル5上の射出樹脂層8とを有している。底部12は射出樹脂層8と、射出樹脂層8上に親水性処理層12Aを介して形成されたガスバリアコート層12Bとを有している。
(もっと読む)
中空構造板の製造方法

【課題】しわの発生を抑制することができ、安定して連続生産することが可能なシングルコーン型中空構造板の製造方法を提供する。
【解決手段】第1の熱可塑性樹脂シート20に中空錐台状の凸部2aを、所定の間隔を空けて複数形成した後、各凸部2aの先端部に第2の熱可塑性樹脂シート30を熱融着して、シングルコーン成形シート2の凸部2aの先端部に、中間シート3が熱融着された中間体4を得る。その後、中間体4の表面及び裏面に、中間シート3と共に表面材7を構成する表面材シート5と、それ自体が表面材8として機能する表面材シート6を熱融着して、中空構造板1とする。
(もっと読む)
皮膜を有する熱可塑性炭素繊維複合材料の製造方法
【課題】皮膜を有する熱可塑性炭素繊維複合材料を得る。
【解決手段】1)表面温度が120℃以上180℃以下である金型を用いて、熱可塑性炭素繊維複合材料からなる成形品を得る工程と、2)得られた成形品の表面に皮膜を形成する皮膜形成工程とを含む、皮膜を有する熱可塑性炭素繊維複合材料の製造方法であって、2)の皮膜形成工程において、140℃における半減期が1秒以上2000秒以下である開始剤を添加したインモールドコート用塗料を金型内に注入して硬化させる。
(もっと読む)
プラスチックダンボール製の板状部材及びその製造方法
【課題】プラスチックダンボールの端部よりも内側に円形状や矩形状など所望形状の開口部を開けたりする場合に、当該開口部や凹部の端面に隙間を生じることなく閉塞することが可能なプラスチックダンボール製の板状部材及びその製造方法を提供する。
【解決手段】プラスチックダンボールの表面に所定の断面形状に形成された加熱板22を押圧して加熱することにより溶融される前記プラスチックダンボールの少なくとも表面側に位置する前記プラスチック製平板9及びリブ11からなる溶融部と、複数に分割された構成部材が前記プラスチックダンボールの表面に沿った方向の外側に向けて拡張したときの断面形状が、挿入時の断面形状よりも拡大する拡張部材を、前記加熱板によって溶融された前記プラスチックダンボールの裏面側から挿入することにより起立される前記裏面側に位置するプラスチック製平板からなる起立部とを備えるように構成した。
(もっと読む)
自動車用ダクトの製造方法
【課題】多孔質体の目付量や厚みを増大させることなく剛性を高めて製造時の破れを生じ難くし、軽量で、通気量のコントロールが可能な自動車用ダクトの製造法の提供を目的とする。
【解決手段】多数の貫通孔22を有する合成樹脂シート21の片面に重ねて加熱し、合成樹脂シート21を凸型59へ向ける一方多孔質体31を凹型57へ向け、凹型57と凸型59で合成樹脂シート21と多孔質体31をプレスすることにより断面凹状のダクト半体とし、その後、ダクト半体同士の側部を接合することにより自動車用ダクトとする。合成樹脂シート21は多孔質体31よりも融点の低いものとし、合成樹脂シート21と多孔質体31の加熱温度を、合成樹脂シート21の融点以上で多孔質体31の融点より低くする。
(もっと読む)
発泡ポリプロピレンの成形方法
【課題】真空熱成形(vacuum Thermoform)工程と組み合わせられた発泡ポリプロピレンの一次成形方法を提供する。
【解決手段】発泡ポリプロピレンの成形方法は、真空熱成形用シート上にスクリーン印刷を行うステップと、当該真空熱成形用シートに対し真空熱成形を行なって真空熱成形製品を得るステップ、及び発泡ポリプロピレンフォームと真空熱成形製品とを一体成形させるステップとを含む。当該成形方法によって製造された発泡ポリプロピレンの真空熱成形製品は、生産プロセスがより優れているだけでなく、耐衝撃性にも優れている。
(もっと読む)
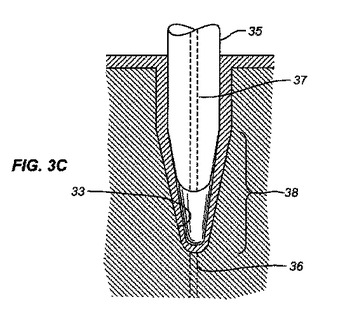
樹脂部材の製造方法
【課題】結晶性高分子樹脂を用い、部分的にその結晶化率を向上させて機械的強度を高めた樹脂部材の製造方法を提供することを課題とする
【解決手段】結晶性高分子樹脂でなるシート材に、縦壁部を構成する樹脂材が融点以下、結晶化温度以上で臨界伸張ひずみ速度以上のひずみ速度で伸張することにより配向融液状態を経て結晶化するように、該縦壁部と頂面部とを有する凸部を形成する凸部形成工程と、該凸部形成工程で形成された凸部を有する2つの中間成形品の凸部の頂面部同士を溶着し、両中間成形品を一体化して樹脂部材とする溶着工程とを備える。
(もっと読む)
プロピレン系樹脂微孔フィルム及びその製造方法、並びにリチウムイオン電池用セパレータ及びリチウムイオン電池
【課題】 本発明は、リチウムイオンの透過性に優れ、高性能のリチウムイオン電池を構成することができ且つデンドライトによる正極と負極の短絡を防止することができると共に耐衝撃性に優れたプロピレン系樹脂微孔フィルムを提供する。
【解決手段】 本発明のプロピレン系樹脂微孔フィルムは、プロピレン系樹脂フィルムを二軸延伸することによって微小孔部が形成されてなるプロピレン系樹脂微孔フィルムであって、上記プロピレン系樹脂は、重量平均分子量が35万〜50万であると共に示差走査熱量分析(DSC)によって得られる融点が160〜170℃で且つ155℃以上での融解熱量が56〜80mJ/mgであり、更に、上記プロピレン系樹脂微孔フィルムの透気度が40〜400s/100mLで且つ23℃における幅方向の引張降伏強度(MPa)を見掛け密度(g/cm3)で除した値が40以上であることを特徴とする。
(もっと読む)
マーク付き伝動ベルト、及びその製造方法
【課題】製造時の作業負担が小さく、且つ長期間マークを鮮明に維持することができるマーク付き伝動ベルト、及びその製造方法を提供すること。
【解決手段】ベルト表面積層体3は、本体ゴム部材2の外面に形成されたベルト表面部材4と、インクでマーク7が裏文字状態で印字されており、その印字面がベルト表面部材の外表面に重ね合わされた印字用熱可塑性樹脂フィルム5と、印字用熱可塑性樹脂フィルム5における印字面とは反対側の面に重ね合わされた外カバー用熱可塑性樹脂フィルム6とからなる熱可塑性樹脂フィルム積層体8とを有しており、ベルト表面部材4の外表面に、熱可塑性樹脂フィルム積層体8が溶融付着されており、マーク7は熱可塑性樹脂フィルム積層体8とベルト表面部材4との間に介在されている。
(もっと読む)
粉末焼結造形装置及び粉末焼結造形方法
【課題】薄層間の内部応力を低く維持しつつ、造形及びブレークアウトに要する時間を短縮することができる粉末焼結造形方法を提供するものである。
【解決手段】粉末材料の薄層8aを焼結し、積層して3次元造形物を作製する粉末焼結造形方法であって、一つの前記薄層8aごとに選択的に加熱して焼結し、該焼結した一層の薄層8bごとに、或いは該焼結した複数の薄層8bごとに、該焼結した薄層8bの上に新たな粉末材料の薄層8aを形成する前に、冷却する。
(もっと読む)
耐熱成形物及びその製造方法
【課題】粉末焼結積層造形法において、汎用のレーザー焼結機にて成形可能でありかつ、従来の成形体に比べて耐熱性に優れ、一度に複数成形することが可能な成形物を提供する。
【解決手段】球状カーボンと樹脂粉末を必須成分とする複合材料粉末を使用し、粉末焼結積層造形法により作製された成形体に、耐熱性樹脂を含浸した成形物であることを特徴とする。特に耐熱性樹脂として、エポキシ樹脂、シリコーン樹脂、フェノール樹脂、ポリアミドイミド、ポリイミドを使用することが好ましい。
(もっと読む)
平面状薄膜モジュールの作製
本願発明は、平面状薄膜モジュールを作製する方法、前記方法によって得られる平面状薄膜モジュール、熱交換モジュールを作製する方法、及び前記方法によって得られる熱交換モジュールに向けられる。一の態様において、本願発明の方法は、固体状態の平面状薄膜を提供するステップと、前記薄膜をサポートするための1つ又は複数の注封フレーム内に注封材料を射出するステップと、好ましくは熱圧によって、前記1つ又は複数の注封フレームを前記固体状態の平面状薄膜とともに組み立て、それによって薄膜フレームを形成するステップと、必要に応じて、前記平面状薄膜の少なくとも一方の側にスペーサーを提供するステップと、平面状薄膜モジュールを形成するために、気密方法で前記薄膜フレームの積み重ねを接合するステップと、を備え、前記接合するステップは、注封材料の溶着を備える。 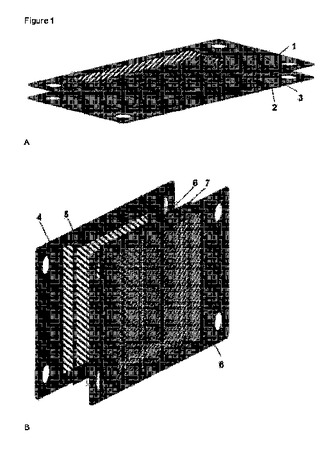 (もっと読む)
(もっと読む)
成形品及びその製造方法
【課題】外観や強度に優れた曲げ加工時の応力に耐えうるハニカム構造を持つ成形品及びその製造方法を提供する。
【解決手段】成形品Aは、塑性を有する1枚のシートが所定の形状に成形されてなるシート材を、内部に多角柱状又は円柱状をなす複数のセルSが並設されるように折り畳み成形したコア層と、コア層の上下両面に配されるスキン層とを有する構造体に曲げ加工による曲げ部Mが形成されているためコア層に存在する接合部分がスキン層が存在することにより剥がれにくくなる。
(もっと読む)
スタティックミキサの製造方法
【課題】 金型で成形できないような複雑な形状を備えていながら、内容物が詰まりにくいスタティックミキサを低コストで成形できるスタティックミキサの製造方法を提供する。
【解決手段】本発明のスタティックミキサ1の製造方法は、配管に連結可能な外筒体2と、外筒体2に挿入される撹拌子3とを備えたスタティックミキサ1を、レーザ焼結3次元積層造形法を用いて外筒体2と撹拌子3とが一体となるように成形することを特徴とするものである。このレーザ焼結3次元積層造形法は、合成樹脂の微粒子を一定の堆積厚さに堆積し、次に堆積した微粒子の層に対してレーザ16を照射することで微粒子が焼結された焼結層15を形成し、焼結層15を堆積方向に連続して形成するものである。
(もっと読む)
積層造形用樹脂粉末
【課題】従来用いられている樹脂粉末を用いながら波長の短いレーザ光に対応可能な積層造形用樹脂粉末を提供するものである。
【解決手段】樹脂粉末15の薄層15aにレーザ光を選択的に照射して薄層15aを焼結又は硬化させ、焼結又は硬化した薄層15bを繰り返し積層して3次元造形物を作製する積層造形に使用される樹脂粉末15であって、樹脂粉末15は、主粉末に、主粉末が吸収し得るレーザ光の波長よりも短い波長のレーザ光を吸収し得るレーザ吸収着色材料を含有させたものである。
(もっと読む)
発泡ポリプロピレンの成形方法
【課題】本発明は、真空熱成形工程と結合した発泡ポリプロピレンの二次成形方法を提供する。
【解決手段】本発明の発泡ポリプロピレンの成形方法は、真空熱成形に用いられる樹脂シート上にスクリーン印刷を行うステップと、当該シートを真空成形させてブリスター製品を得るステップと、発泡ポリプロピレンを発泡成形させてポリフォーム製品を製造するステップと、ポリフォーム製品の表面にインクをスプレーコートするステップと、ポリフォーム製品をブリスター製品と一体成形させるステップとを含む。当該成形方法によって製造された発泡ポリプロピレンのブリスター製品は、良好な耐衝撃性能を有するだけでなく、外観的にも優れている。
(もっと読む)
フェロエレクトレット多層複合材料および平行管状チャンネルを有するフェロエレクトレット多層複合材料の製造方法
本発明は、順に重ねられて一緒に結合された少なくとも2つのポリマーフィルムを含んでなるフェロエレクトレット多層複合材料(1)であって、ポリマーフィルムの間にボイドが形成され、ボイドが管状の特に平行なチャンネルである、フェロエレクトレット多層複合材料に関する。本発明は更に、平行な管状チャンネルを有するフェロエレクトレット多層複合材料の製造方法、および前記フェロエレクトレット多層複合材料の製造方法を実施するための装置に関する。前記フェロエレクトレット多層複合材料を含んでなる圧電素子も開示する。 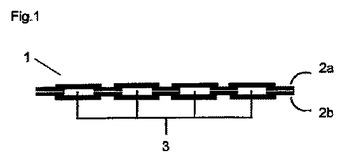 (もっと読む)
(もっと読む)
異種熱可塑性樹脂成型体の製造方法および異種熱可塑性樹脂成型体
【課題】異種の熱可塑性樹脂からなる層の層間接合強度に優れた成形体の製造方法および該製造方法により得られた成形体を提供すること。
【解決手段】本発明の異種熱可塑性樹脂成型体の製造方法は、隣接した、熱可塑性樹脂(A)からなる層(A)および熱可塑性樹脂(B)(ただし、熱可塑性樹脂(A)と、熱可塑性樹脂(B)とは異種の熱可塑性樹脂である)からなる層(B)を有する積層体に、層(A)から層(B)に向かって、または層(B)から層(A)に向かって、加速電圧が50〜300keVの範囲で電子線照射を行う。
(もっと読む)
2段階成形による極薄の壁を有するマイクロプレート
極薄の壁を有するウェルを具備し、さらに、自動化された機器においてマルチウェルプレートの信頼性の高い使用を可能にするのに十分な構造的剛性を有するマルチウェルプレートが、最初に、所望の剛性を提供する厚さのプレートブランクを射出成形によって形成すること、次に、該ブランクを真空成形に供して、ブランクの指定されたエリアを伸張してウェルを形成するか、または既に形成されているウェルを拡張することによって成形される。該伸張は、ウェルの壁部においてのみ、成形樹脂の厚さの減少をもたらす。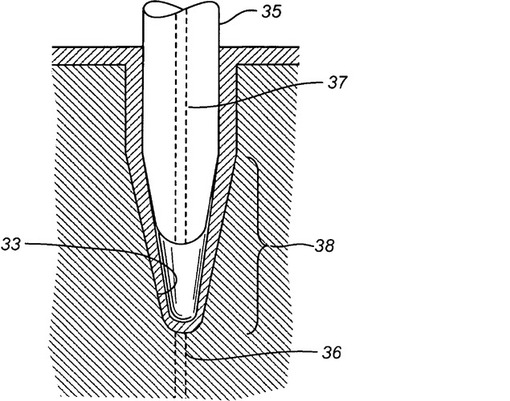
 (もっと読む)
(もっと読む)
プラスチックから複合材構成要素を製造するための方法、その方法に従って製造された複合材構成要素、およびそのような複合材構成要素の使用
本発明は、複合材構成要素(100)を製造するための方法であって、
1.1 少なくとも1層の裏当て層(114)および少なくとも1層の着色層(112)でできた装飾複合材(110)を製造するステップと、
1.2 少なくとも1層の外層(132;136)およびそれに接続された少なくとも1つのスペーサ(134)でできた構造複合材(130)を製造するステップと、
1.3 装飾複合材(110)と構造複合材(130)との間に接続層(120)を導入するステップと、
1.4 接続層(120)を硬化させながら、構造複合材(130)と装飾複合材(110)を接合するステップと
を含む方法に関する。 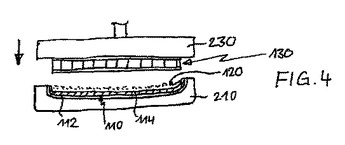 (もっと読む)
(もっと読む)
1 - 20 / 74
[ Back to top ]