
Fターム[4K031DA03]の内容
溶射又は鋳込みによる被覆 (8,522) | 溶射法 (1,211) | 電気式ガス溶射法 (813) | アーク式 (205)
Fターム[4K031DA03]に分類される特許
61 - 80 / 205
溶射ガンの制御装置、制御方法および制御プログラム

【課題】ワークの形状に関わらず、被溶射面に対して常に均一な溶射を行うことが可能な溶射ガンの制御装置、制御方法および制御プログラムを提供する。
【解決手段】コントローラ14は、予め入力された円筒部51〜53等の基材の内周面(被溶射面)の形状を認識する。次に、内周面の形状に従って、被溶射面に対して一定の距離を維持するための溶射ガン10の移動軌跡を示すティーチング座標を作成する。次に、作成された円弧状のティーチング座標における3点を設定し、この3点の真ん中の点における円弧に対する接線に対する垂直方向を溶射方向として設定する。次に、溶射ガン10全体をティーチング座標に沿って公転移動させながら、アーク発生点35を中心としてガス噴射ノズル35を回転(自転)移動させる。
(もっと読む)
鉄系溶射被膜
【課題】高い負荷環境においても十分な耐久性(耐剥離性)に加えて、優れた耐摩耗性と耐スカッフ性を兼ね備え、例えば、高出力エンジンのライナレスシリンダーブロックのボア内面に適用するに十分な性能を発揮する鉄系溶射被膜を提供する。
【解決手段】アルミニウム合金製母材の表面を被覆するための鉄系溶射被膜に含まれる炭素量(C)を0.3〜0.4質量%、珪素量(Si)を0.2〜0.5質量%、マンガン量(Mn)を0.3〜1.5質量%、クロム量(Cr)及び/又はモリブデン量(Mo)を合計で0.5質量%以下とし、好ましくは被膜硬度をHV250〜500とする。
(もっと読む)
締結具およびその製造方法

【課題】防錆用溶射皮膜が形成された被締結体の締結において、所定の締め付けトルクで締め付けた際に要求される軸力を得ることが可能な締結具の提供。
【解決手段】防錆用溶射皮膜101b,102b,103bが形成された被締結体100の締結に使用される締結具であって、頭部1aおよびねじ部1cを含む全面に防錆用溶射皮膜10が形成されたボルト1と、被締結体100を挟んでボルト1のねじ部1cに締め付けられるナットであり、ねじ部1cと被締結体100側の接触面(座面2b)とを除く全面に防錆用溶射皮膜20が形成されたナット2と、ボルト1の頭部1aまたはナット2と被締結体100との間に配置されるワッシャであり、被締結体100側の接触面3a,4aを除く全面に防錆用溶射皮膜30,40が形成されたワッシャ3,4とを含む締結具である。
(もっと読む)
金属マトリックス複合材の製造方法
少なくとも1つの金属成分を有する金属マトリックス(201,211)と、該金属マトリックス(201,211)内に配置される少なくとも1つの補強成分(202)とを含んだ金属マトリックス複合材(200,210)の製造方法において、前記成分の少なくとも1つを熱噴射方法により基板(5)上に噴射し、その際少なくとも1つの補強成分として、ナノチューブ(202)、ナノファイバー、グラフェン、フラーレン、フレーク、またはダイヤモンドの形態の炭素を使用することを提案する。さらに、対応する材料、特に被膜の形態の材料、および、この種の材料の使用方法を提案する。 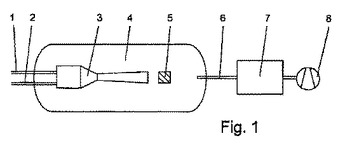 (もっと読む)
(もっと読む)
アーク溶射装置およびその制御方法
【課題】アーク溶射における粗大粒子の発生を防止する。
【解決手段】アーク溶射装置100に、第一線材1を長手方向に移動可能に支持する第一チップ112と、第二線材2を長手方向に移動可能に支持する第二チップ114と、
第一線材1を第一チップ112に供給する第一線材供給装置130と、第二線材2を第二チップ114に供給する第二線材供給装置140と、第一チップ112と第二チップ114との間に設定電圧を印加することにより第一線材1の先端部と第二線材2の先端部との間でアーク放電を発生させる電源装置150と、アーク電圧を経時的に測定する電圧測定装置160と、アーク電圧に基づいてスパイク電圧の発生の有無を判定するとともにスパイク電圧が発生していると判定した場合には第一供給速度、第二供給速度および設定電圧を変更する制御装置171と、を具備した。
(もっと読む)
ブレーキ用ディスクロータ
【課題】耐摩擦特性、耐熱性に優れ、かつ製造コストが低く経済性に優れるブレーキ用ディスクロータを提供する。
【解決手段】アルミニウム合金よりなるディスクロータ本体の表面に、高速フレーム溶射法によりCu合金の粉末をコーティングして形成した皮膜層を有し、該皮膜層のビッカース硬度が150以上300以下であり、皮膜層の厚さが50μm〜500μmであるブレーキ用ディスクロータ。
(もっと読む)
保護層の除去方法及び分離方法
【課題】電気伝導性を有さないセラミックスなどの保護層であっても容易に除去できる保護層の除去方法を提供する。
【解決手段】アルミニウムを含む消耗部材2から、この消耗部材を保護する保護層6を除去する保護層の除去方法であって、前記保護層は、多孔質な構造の溶射皮膜で形成されており、前記保護層と前記消耗部材との間に介在する、希土類元素(Sc、La、Ce、Pm及びTbを除く)の酸化物により形成された溶解層4を、前記消耗部材を腐食させない濃度に濃度調整された酸性の水溶液で溶解させることにより、前記保護層6を除去する。
(もっと読む)
溶射ガン
【課題】供給される金属性ワイヤ等のねじれを生じさせることなく、均一な溶射を行うことが可能な溶射ガンを提供する。
【解決手段】円筒部51の内径部51aに対して溶射被膜L1を形成する場合、円筒部51の内周面側に溶射ガン10の先端部分を差し込む。この状態で、サーボモータMを駆動してガン本体部20を中心にガス導管34を回転させながら、ガン本体部20において、電圧が印加された2本のワイヤW1,W2をアーク発生点P1において接触させてアークを発生させる。
(もっと読む)
羽根車およびその製造方法
【課題】表面を高耐食性の材料で被覆され、複雑な形状でかつ高耐食性を有する遠心圧縮機やポンプに用いられる新規な構成を持つ羽根車および羽根車を製造する新規な方法を提供する。
【解決手段】羽根車の構成部材として鉄を主成分とする合金を基材として用い、構成部材の表面にニッケル基合金を被覆する。被覆された羽根と付き合わされる構成部材の突き合わせ面に所定の開先を設け、羽根を開先に挿入した後に羽根と構成部材とを溶接し羽根車を製造する。
(もっと読む)
鋳鉄管の表面処理方法
【課題】鋳鉄管の外面などの表面に溶射皮膜が形成され、前記溶射皮膜に封孔処理が行われ、さらに、塗料が上塗りされる鋳鉄管の表面処理方法において、上塗りされた塗料が剥がれることを最小限に抑えることを目的とする。
【解決手段】鋳鉄管1の表面に溶射皮膜2を形成し、溶射皮膜2に封孔処理剤3を供給して溶射皮膜2の封孔処理を行い、封孔処理を行った溶射皮膜2に塗料4を上塗りする鋳鉄管の表面処理方法において、封孔処理剤3に亜鉛または亜鉛系合金を含有させる。この方法により、鋳鉄管1の表面に形成された溶射皮膜2に対して封孔処理をすると、溶射皮膜2の表面に、封孔処理剤3に含まれている亜鉛や亜鉛系合金の皮膜3aが形成され、溶射皮膜2の表面の凹凸状態が大きくなり、皮膜3aを介して、封孔処理を行った溶射皮膜2に対して塗料4が良好に付着する。
(もっと読む)
基板用クロムフリーコーティング
耐摩耗性かつ耐食性のコーティングを、例えば溶射法により、基板上に形成するためのクロムフリー混合物又は合金(好ましくは、複合ワイヤ)が開示されている。当該コーティングの物理特性は、特に、高温エロージョン・コロージョン環境に適している。形成されるコーティングは、高い硬度、強靭性及び結合特性を示す。複合ワイヤは、金属製の外部被覆と内芯とを含み、未加工の重量ベースで、少なくとも2%のアルミニウム及び/又はシリコンを含む60%から90%の卑金属と、2%から10%のチタンと、2%から10%のホウ素とを含むクロムフリーコーティングを形成する。  (もっと読む)
(もっと読む)
支承装置
【課題】適切な防錆力を付与しつつ、設置にあたっての作業コストを低減することが可能な支承装置を提供する。
【解決手段】上面側に上部取付板6が連結されるとともに、下面側に下部取付板7が連結された積層ゴム体2と、上部取付板6と上部構造物8との間に設置されるソールプレート3と、下部取付板7と下部構造物11との間に設置されるベースプレート4とを備え、上部構造物8の荷重を支持しながら、下部取付板7をベースプレート4との間で水平方向に摺動させて積層ゴム体2の据え付け位置を調整する支承装置1であって、下部取付板7及びベースプレート4の各々の摺動面側において、プレート本体41、71から摺動面に向けて、金属溶射防錆層42、72、防錆潤滑剤焼付皮膜43、73及びコート層44、74が順に積層される。
(もっと読む)
シリンダーライナーおよびその製造方法
【課題】シリンダーブロックの製造時間を大きく短縮させ、製品の不良率を最小にすることができ、エンジンの全体大きさの最小化および軽量化を図ることができるシリンダーライナーおよびその製造方法を提供する。
【解決手段】本発明のシリンダーライナーは、一体鋳造を利用してシリンダーブロックを製作する時に鋳造金属によって囲まれる外周面を備えたシリンダーライナーであって、前記シリンダーライナーの外表面には、前記鋳造金属と前記シリンダーライナー外表面との間の結合力を強化させるための複数の彫り込み溝が前記外表面全体に形成され、前記彫り込み溝の外表面を覆うように結合され熱伝導性を向上させる金属層をさらに含むことを特徴とする。
(もっと読む)
鋳包み用溶射皮膜付鋳鉄部材及びその製造方法、並びに鋳包み用溶射皮膜付シリンダライナ、鋳包み用溶射被膜付き耐摩環
【課題】アルミニウム合金製シリンダブロックとの相互の界面での密着性をより安定的に向上させ、且つ熱伝導効率を向上させるアルミニウム合金等で鋳包みに使用される鋳鉄製のシリンダライナ等に適用可能な溶射皮膜付鋳鉄部材の提供を目的とする。
【解決手段】上記課題を達成するため、当該鋳鉄部材は、炭素が3.2〜4.4wt%、ケイ素が0.8〜2.6wt%、マンガンが0.1〜2.4wt%、硫黄が0.001〜0.2wt%、リンが0.01〜0.6wt%残部が鉄及び不可避的不純物からなる組成の鋳鉄部材で構成され、この鋳鉄部材の表面に、厚さ5μm〜160μmの溶射皮膜を備え、且つ、当該溶射皮膜形成後の溶射面の表面粗さRaが4μm〜170μmとして、アルミニウム材マトリックスとの密着性及び熱伝導性を向上させたことを特徴とした鋳包み用溶射皮膜付鋳鉄部材を採用する。
(もっと読む)
プラズマエッチング装置における溶射膜の形成方法
【課題】半導体デバイスにエッチング等の処理を施す処理室の内壁からの溶射材料に起因する異物の飛散を抑制する。
【解決手段】真空処理室内部に導入された処理ガスに高周波エネルギを供給してプラズマを生成し、前記真空処理室内部に配置した試料にプラズマエッチングを施すプラズマエッチング装置における前記真空処理室のプラズマと接触する部品に溶射機を用いて溶射膜を形成する溶射膜の形成方法において、前記溶射機は、溶射フレームにより溶射材料を加熱溶融して被覆対象面に吹き付ける溶射機本体107および該本体と前記被覆対象面111間に配置した遮蔽板109を備え、該遮蔽板により溶射フレーム外周部の流れに沿って前記被覆対象面に飛来する溶射粒子を遮蔽する。
(もっと読む)
溶射用粉末、溶射皮膜の形成方法、及び溶射皮膜
【課題】半導体デバイス製造装置やフラットパネルディスプレイデバイス製造装置などのプラズマエロージョンを防止する目的において有用な溶射皮膜の形成に適した溶射用粉末を提供する。
【解決手段】本発明の溶射用粉末は酸化イットリウム粒子からなる。酸化イットリウム粒子のBET比表面積は1〜25m2/gである。溶射用粉末の50%粒子径に対する溶射用粉末の90%粒子径の比率であるD90/D50の値は4以下である。溶射用粉末の安息角は55度以下である。溶射用粉末の分散度は4%以上である。
(もっと読む)
耐久性遮熱コーティング組成物、コーティングされた物品、及びコーティング方法
【課題】厳しい熱環境での使用を意図した、超合金基板上の遮熱コーティングとして有用な組成物を提供する。
【解決手段】このコーティングは、主に正方晶相の状態において安定化したジルコニアを含む。組成物は、基本的にジルコニア(ZrO2)又はジルコニアとハフニア(HfO2)との組合せから成るセラミック成分と、YbO1.5、HoO1.5、ErO1.5、TmO1.5、LuO1.5、及びそれらの組合せより選択される第1の補助安定剤、並びにTiO2、PdO2、VO2、GeO2、及びそれらの組合せより選択される第2の補助安定剤を組み合わせて含む安定剤成分とを含む。任意で、この安定剤成分はY2O3を含む。この安定剤成分は、コーティング中で主に正方晶相の状態を実現するのに有効な量だけ存在する。
(もっと読む)
溶射用粒子
【課題】溶射中に酸化されず、しかも簡便で安価に製造可能な溶射用金属粒子を提供する。
【解決手段】金属からなる母粒子表面に、表面処理剤によって形成された被覆層を有する溶射用粒子。被覆層は、金属粒子表面全体を被覆していることが好適であり、また、ターゲットである基材表面に衝突する直前まで、被覆層の少なくとも一部が金属粒子表面に残存した状態で維持されて金属粒子の酸化を防止することが好適である。
(もっと読む)
溶射材料とその製造方法、及び溶射施工体
【課題】窯炉を補修する際に、溶射補修に適用される溶射材料とその製造方法、及び溶射施工体において、溶射材料の化学組成を従来にはない構成とすることにより、溶射材料及び溶射施工体の耐用性を従来よりもさらに向上させ、窯炉の寿命延長を図る。
【解決手段】25質量%以上40質量%以下の黒鉛原料と、60質量%以上75質量%以下の酸化物原料とを、外掛けで1質量%以上3質量%以下のフェノール樹脂を結合材として用いて混合後、当該混合物を非酸化性雰囲気において900℃以上の温度で3時間以上熱処理して得られた熱処理体を粉砕することにより得られ、10μm以上140μm以下の粒度を有する溶射材料を用いる。
(もっと読む)
耐食性部材
【課題】プラズマ環境での使用により発生するパーティクルを低減する耐食性部材を提供する。
【解決手段】耐食性部材は、基材と、基材上に形成された純度99.9%以上の酸化ガドリニウム皮膜と、を備える。酸化イットリウム(Y2O3)より高耐プラズマ材料の酸化ガドリニウム(Gd2O3)で形成された皮膜を備えていることで、プラズマ環境で使用されても、パーティクルの発生を抑制することができ、長期間の使用が可能となる。また、純度99.9%以上の酸化ガドリニウム皮膜により基材が被覆されているため、プラズマ環境で使用されたときに発生するパーティクルがさらに低減される。
(もっと読む)
61 - 80 / 205
[ Back to top ]