
Fターム[5E313FF11]の内容
電気部品の供給、取付け (45,778) | 位置決め (5,482) | プリント板の位置決め (748)
Fターム[5E313FF11]の下位に属するFターム
組立テーブル、キャリヤへの位置決め固定 (261)
プリント板の本体外形を利用するもの (135)
プリント板に設けた孔、溝などを用いるもの (40)
Fターム[5E313FF11]に分類される特許
41 - 60 / 312
部品実装システム、部品実装方法、プログラム、記録媒体
【課題】、実装処理位置MPa〜MPcが有する実装位置誤差の経時変化によらず、各実装処理位置MPa〜MPcへの実装部品の分配を適切な状態に維持することを可能とする。
【解決手段】実際に基板Bに実装された部品の位置が測定され、この測定結果に基づいて、実装処理位置MPa〜MPcで実装された部品の実装目標位置に対する実装位置誤差が、部品毎に各実装処理位置MPa〜MPcと対応付けて求められる。実装位置誤差と実装目標位置に対する実装位置精度とを部品毎に比較した結果に基づいて、実装処理位置MPa〜MPcのうちから実装を行なう実装処理位置が部品毎に決定される。よって、実装処理位置MPa〜MPcが有する実装位置誤差の経時変化によらず、各実装処理位置MPa〜MPcへの実装部品の分配を適切な状態に維持することが可能となる。
(もっと読む)
電子部品実装機

【課題】ワークと電子部品との平行度を高くすることができる電子部品実装機を提供することを課題とする。
【解決手段】電子部品実装機1は、ワークBf、Brのうち電子部品Pが装着される装着領域Aを下側から支持するバックアップ部351fと、装着領域Aの上方に配置され電子部品Pを装着領域Aに装着する吸着ノズル37と、電子部品Pを装着領域Aに装着する際に装着領域Aの上面と電子部品Pの下面とが略平行に揃うように、バックアップ部351fおよび吸着ノズル37のうち少なくとも一方を傾動させる傾動部352fと、を備える。
(もっと読む)
基準マークモデルテンプレート作成方法
【課題】回路基材の基準マークのモデルテンプレートを誤りなく作成し得る方法を得る。
【解決手段】回路基材の基準マーク形成予定位置周辺を撮像装置により撮像し、それにより得られた画像の中から基準マークの像である可能性の高い像である基準マーク候補を抽出する基準マーク候補抽出工程(S2,S8〜S11)と、抽出された基準マーク候補が複数種類予定されている基準マークのいずれであるかを判別するマーク種判別工程(S3)と、そのマーク種判別工程の実施により種類が判明した基準マークのモデルテンプレートを作成するテンプレート作成工程(S5,S7)との実行により、モデルテンプレートの作成を行う。基準マーク候補抽出工程を、ハールライク特徴を用いた階層型アダブースト検出器を利用して基準マーク候補を抽出する工程とし、マーク種判別工程をニューラルネットワークを利用してマーク種を判別する工程とする。
(もっと読む)
電子部品実装装置
【課題】2列の搬送コンベアを備えた基板搬送機構を有する構成において、基板種の切替に伴う段取り替え作業を作業性よく効率的に実行することができる電子部品実装装置を提供することを目的とする。
【解決手段】電子部品実装装置の基板搬送機構を構成する搬送コンベア2A,2Bの基板下受け機構20において、下受けピン25を下受け位置変更可能に保持する矩形平板状の下受けプレート23に、枢支軸31廻りに回動する回動把持部材32を備え、通常時において上面より上に突出せず作業者による取り出し作業時には突出して把持可能となる取り出し用把持部30を、下受けプレート23の基板搬送方向における上流側および下流側の両側端面に備え、回動把持部材32を作業者が把持して下受けプレート23を取り外す構成とする。
(もっと読む)
部品実装ラインの部品実装方法
【課題】生産中の基板種に関わる部品補給作業および次に生産する基板種に関わる部品準備作業を行うそれぞれの作業者の動線が重ならずに作業効率が良好であり、マルチジョブの生産形態で生産中断を極力回避できる部品実装ラインの部品実装方法を提供する。
【解決手段】部品実装機1が複数段直列に配置された部品実装ライン8の部品実装方法であって、生産順序に従って生産する基板の基板種を第1および第2部品供給装置側基板種に交互に振り分け、部品移載装置が第1および第2部品供給装置3、4のうちの一方3から部品(部品種PA、PB)を採取して一方側基板種の基板に装着しているときに、当該生産中の一方側基板種に続いて生産する他方側基板種の基板に装着される部品種PC〜PFの部品をそれぞれ収容する部品収容装置を第1および第2部品供給装置のうちの他方4にセットすることを各段の部品実装機1において行うようにした。
(もっと読む)
部品供給装置
【課題】簡易な機構により、カバーテープをキャリアテープから引き剥がし、カバーテープの送り作業を自動化することが可能な部品供給装置を提供する。
【解決手段】キャリアテープ10とカバーテープ6とからなる部品収納テープ1を、収納テープリールに巻き付けられた状態から順次繰り出して部品取出し位置まで間欠送りするテープ送り装置と、部品収納部にある電子部品を露出させて電子部品を取出し可能にする電子部品露出装置20を備える部品供給装置であって、前記電子部品露出装置20は、部品収納テープ1に上方から接触する上面テープ押さえ機構27、及び部品収納テープ1を下方から前記上面テープ押さえ機構27に向かって押圧する押圧機構28からなる位置決め装置21と、位置決めされた部品収納テープ1のカバーテープ6を剥離する剥離装置22と、該剥離装置22により露出させられた電子部品を取出すための部品取出し孔26とを備えた。
(もっと読む)
回転角度検出装置、、回転角度検出方法、部品実装装置
【課題】回転軸VAを中心とする回転動作の他に回転軸VA方向への移動も移動部材85が行なう構成において、移動部材85の回転角度θeを磁気センサにより高精度に検出することを可能とする。
【解決手段】磁石91とホールIC921、922との回転軸VA方向への距離hが所定の検出距離となる検出位置Pdに移動部材85がある状態でのホールIC921、922の出力信号Ss、Scに基づいて、アーム61bに対する移動部材85の回転角度θeを検出する。したがって、ホールIC921,922と磁石91との距離の変化による影響を排して、ホールIC921,922の出力信号Ss、Scから、アーム61bに対する移動部材95の回転角度θeを高精度に検出することが可能となる。
(もっと読む)
部品実装装置
【課題】多数の基板に部品実装する場合の生産性を向上できる小型で簡易な機構の部品実装装置を提供すること。
【解決手段】部品供給装置3は、第1基板搬送装置21と第2基板搬送装置22との間の下方に配置され、部品移載装置4の昇降旋回部材43は、第1基板保持装置23および第2基板保持装置26の間において旋回可能に構成されている。そして、昇降旋回部材43の旋回により、割出ヘッド44の採取装着部材45は、第1基板保持装置23の第1基板P1および第2基板保持装置26の第2基板P2に向くことが可能なように構成されている。これにより、部品供給装置3から第2部品実装位置M2に搬送された第2基板P2までの部品移載装置4による部品移動距離は、従来の部品実装装置の該部品移動距離よりも短縮されることになる。よって、第1基板P1および第2基板P2に対する部品実装時間のばらつきを少なくでき、基板生産効率を向上できる。
(もっと読む)
ワーク位置決め装置
【課題】ワーク全体へ加工することができ、かつワークへの加工の作業効率を低下させることなくワークの形状矯正を行うことができるワーク位置決め装置を提供する。
【解決手段】ワーク位置決め装置1は、テーブル3と、一対の突出部材6a,6bと、エア噴出孔7と、を備える。テーブル3は、ワーク2を載置するための載置面3aを有する。一対の突出部材6a,6bは、載置面3aから突出するようにテーブル3に設けられている。エア噴出孔7は、一対の突出部材6a,6bに設けられ、載置面3aへ向かってエア4を噴出するように形成されている。
(もっと読む)
部品実装装置、情報処理装置、位置検出方法及び基板製造方法
【課題】正確に基板の停止位置を検出することができる部品実装装置、情報処理装置、基板の位置検出方法及び基板の製造方法を提供すること。
【解決手段】本技術に係る部品実装装置は、搬送ユニットと、実装ユニット、検出ユニットと、制御ユニットとを具備する。前記搬送ユニットは、基板を搬送する。前記実装ユニットは、部品を前記基板に実装する。前記検出ユニットは、前記基板に設けられた第1及び第2の検出対象を検出可能である。前記第2の検出対象は、少なくとも搬送方向において前記第1の検出対象から前記基板上で所定の距離離れて設けられ、前記実装ユニットによる実装動作の基準位置となる。前記制御ユニットは、前記検出ユニットによる前記第1の検出対象の検出に基づいて、前記基板の搬送を停止するための停止信号を前記搬送ユニットに出力し、停止した前記基板の前記第2の検出対象を前記検出ユニットにより検出させる。
(もっと読む)
電子部品の装着方法
【課題】電子備品の基板への装着時に、マーク認識用カメラの作業効率を向上させてタクトタイムの短縮を図ることができる電子部品装着方法を提供する。
【解決手段】マークからの情報の読取りが許容されるカメラ視野内の許容エリアを記憶する許容エリア記憶工程と、現在のカメラ位置に対し、次に撮像する撮像対象マークの周縁部のX方向両端縁及びY方向両端縁のうち、現在のカメラ位置より遠い側のX方向端縁及びY方向端縁を演算する遠方端縁演算工程と、遠い側のX方向端縁及びY方向端縁を、撮像対象マークに対する許容エリアのX方向両端縁及びY方向両端縁のうち、前記カメラ位置における前記撮像対象マークに近い側のX方向端縁及びY方向端縁が、前記現在のカメラ位置に対して遠方側に少なくとも越えるようマーク認識用カメラを移動させるカメラ移動工程と、を備えていること。
(もっと読む)
接着剤塗布装置
【課題】制御データ上の目標塗布位置からずれた位置に接着剤が塗布された場合であっても、下流側に設けられた部品実装装置により部品を安定した状態で基板に装着することができるようにした接着剤塗布装置を提供する。
【解決手段】基板上に形成された接着剤塗布体BDTを含む基板上の領域Rgを上方から撮像する撮像手段としての撮像カメラ24を備え、撮像カメラ24により撮像した基板上の領域Rgの画像認識を行って、基板上に形成された接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量を算出する。そして、その算出した接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量のデータを、下流工程側に配置された部品実装装置に送信する。
(もっと読む)
トレイフィーダ
【課題】電子部品を収容したトレイを装着のために供給するトレイフィーダで、トレイに対する収納効率をよく、簡易な構造でコストを抑えて、能率よくトレイを供給する。
【解決手段】ベース上のガイドに上に、トレイをパレットに搭載して移動する左側(作業者側から見て)の移動ユニットおよび右側の移動ユニットを有しており、ガイド上を駆動機構により駆動されて移動し、左側の移動ユニットと右側の移動ユニットは、電子部品装着装置側と作業者側を交互に往復運動する。左側の移動ユニットと右側の移動ユニットは、往復運動する際に、左側の移動ユニットのパレットと右側の移動ユニットのパレットは、衝突しない異なった高さになっており、左側の移動ユニットの昇降機構は、トレイに収容した電子部品を取出す位置に来たときに、パレットの位置を右側の移動ユニットのパレットの高さになるように上昇させる。
(もっと読む)
部品実装システム
【課題】制御データ上の目標塗布位置からずれた位置に接着剤が塗布された場合であっても、部品を安定した状態で基板に装着することができるようにした部品実装システムを提供することを目的とする。
【解決手段】基板2上に形成された接着剤塗布体BDTを含む基板2上の領域Rgを上方から撮像する撮像手段としての撮像カメラ24を備え、撮像カメラ24により撮像した基板2上の領域Rgの画像認識を行って、基板2上に形成された接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量を算出する。そして、その算出した接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量のデータを、下流工程側に配置された部品実装装置13に送信し、部品実装装置13はその位置ずれ量のデータを受け取り、その受け取った位置ずれ量のデータに基づいて補正を行ったうえで補正後の目標装着位置MSHに部品4を装着する。
(もっと読む)
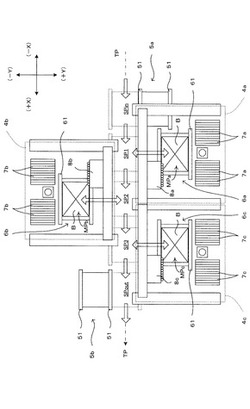
電子部品装着機および電子部品装着システム
【課題】対向ツインヘッドタイプの電子部品装着機において、1つの基板に対して2台の装着ヘッドによって電子部品を装着する場合に、電子部品の装着時間を短縮する。
【解決手段】基板Sa上における電子部品Pの装着領域Aに基づいて、装着領域AにおけるY軸方向の中心位置OYを算出する。装着領域AにおけるY軸方向の中心位置OYを電子部品装着可能領域におけるY軸方向の中心位置(搬送基準中心)Y0に一致させるために、コンベア20aのY軸方向の移動距離LYa1を算出する。移動距離LYa1に基づいてコンベア20aを移動させた後に、一対の装着ヘッド51a,56aにより電子部品を基板Saに装着させる。
(もっと読む)
テープフィーダおよび部品実装装置
【課題】キャリアテープの振動を防止して部品姿勢を安定させ、正常な部品供給を確保することができるテープフィーダおよびこのテープフィーダが装着された部品実装装置を提供することを目的とする。
【解決手段】キャリアテープ15を上面側から押さえつけてガイドする押さえ部材21に設けられたガイド面21eに、ベーステープ15aからトップテープが剥離されるテープ剥離位置よりも下流側であって、ベーステープ15aにおける送り穴15dよりも外側の外縁位置に対応して、テープ送り方向に沿って所定範囲で下方に突出して設けられた凸部27を設ける。これにより、押さえ部材21がキャリアテープ15を上面側から押さえつけた状態において、凸部27がベーステープ15aにおける外縁位置に上面側から当接してこのベーステープ15aの振動を規制する。
(もっと読む)
電気回路製造システム用製造数管理装置
【課題】 それぞれが基板に電気部品を実装して電気回路を製造する複数の製造ラインを備えた電気回路製造システムにおいて電気回路の製造数を管理するための製造数管理装置を、実用性の高いものにする。
【解決手段】 (a)製造される電気回路の製造予定数と、現時点までの製造完了数とを記憶する製造数記憶部42、および、(b)電気回路製造システムから随時送られてくる製造完了情報に基づいて、随時、その製造数記憶部に記憶されている製造完了数を更新する製造完了数更新部46に加え、(c)製造完了数が製造予定数に達しない電気回路を製造している複数の製造ラインのうちのいずれかにおいてその電気回路に代えて別の種類の電気回路を製造する割込製造に対処する割込製造対処部48を、製造数管理装置38に備えさせる。
(もっと読む)
部品実装システム及び部品実装方法
【課題】基板への装着状態が不良と判定された部品についての十分な原因追究を行うことができる部品実装システム及び部品実装方法を提供することを目的とする。
【解決手段】部品供給部23より供給される複数の部品3をそれぞれ異なる受け取りノズル57によって受け取ってその受け取った各部品3を所定のピックアップ位置に移送する部品移送工程(ステップST2〜ST5)及びピックアップ位置に移送した部品3をピックアップして基板2に装着する部品装着工程(ステップST6〜ST8)を行った後、基板2に装着した各部品3について、その部品3とその部品3をピックアップ位置に移送した受け取りノズル57との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板2に装着した各部品3が供給されてから基板2に装着されるまでの間に移動した移動経路を特定する追跡データを作成する(ステップST9)。
(もっと読む)
対基板作業システム
【課題】 対基板作業システムの利便性を向上させる。
【解決手段】 回路部品を支持して電子回路を構成する回路基板に対して予定された対回路基板作業を行う複数の対基板作業装置12を備えた対基板作業システムにおいて、それら複数の対基板作業装置のうちの少なくとも1つのものを、回路基板の搬送方向と交差する方向に延びる装置軌道に沿って移動可能な可動装置とする。対基板作業装置の調整,メンテナンス等の作業を、容易に行うことが可能となり、当該システムの利便性が向上する。
(もっと読む)
部品エラー表示装置
【課題】重要度およびエラー量に応じたエラー指標を算出して、エラー指標の高いものから順にソートしてエラー情報を表示できるようにした部品エラー表示装置を提供する。
【解決手段】エラーデータを取得するエラーデータ取得手段102と、取得されたエラーデータを記憶するエラーデータ記憶手段104と、エラーデータを所定の分類毎に集計したエラー量を算出するエラー量算出手段106と、分類毎に重要度係数を設定する重要度係数設定手段108と、重要度係数とエラー量を演算して分類毎のエラー指標を算出するエラー指標算出手段110と、分類毎に集計されたエラーの情報である集計エラー情報をエラー指標の高いものから順にソートして一覧表示する集計エラー情報表示手段114とを備えた。
(もっと読む)
41 - 60 / 312
[ Back to top ]