
渦流計測用センサ及び渦流計測方法

【課題】外径が大きく変化したり、凹部を有したりするような高周波焼入れ部品を検査する場合であっても高い検出精度で焼入れ深さ測定試験を行うことができ、また、焼入れ深さの計測にあたってリフトオフの影響を排除することで計測精度を向上させることが可能となる、渦流計測用センサ及び渦流計測方法を提供する。
【解決手段】渦流計測用センサは、励磁コイル51が計測部位であるフィレット部Fと交差しない方向に向けた軸心を中心として巻回されており、励磁部51aは、励磁コイル51の一部において、励磁部51aの水平方向面がアームAに対向し、下側面がジャーナル部Jに対向するように、励磁コイル51をフィレット部Fに対向して配置した際に、励磁部51aの外形形状がフィレット部Fの形状と略同一となるように形成されている。
【解決手段】渦流計測用センサは、励磁コイル51が計測部位であるフィレット部Fと交差しない方向に向けた軸心を中心として巻回されており、励磁部51aは、励磁コイル51の一部において、励磁部51aの水平方向面がアームAに対向し、下側面がジャーナル部Jに対向するように、励磁コイル51をフィレット部Fに対向して配置した際に、励磁部51aの外形形状がフィレット部Fの形状と略同一となるように形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、渦流計測用センサ及び渦流計測方法に関し、より詳細には、渦流計測による計測精度を向上させる技術に関する。
【背景技術】
【0002】
例えば自動車やオートバイのエンジン部品や足回り部品等の機械部品には、金属(導電体)を高周波誘導加熱して焼入れを行う、高周波焼入れを施した鋼材(以下、鋼材とする)が使用されている。前記鋼材の高周波焼入れにおいては、表面焼入れの硬化層深さ(以下、焼入れ深さとする)及びその硬度について、有効硬化層深さ及び全硬化層深さが規格されている。このため、鋼材の品質を保証するために、焼入れ深さ及び硬度を測定して評価する必要がある。
【0003】
従来、前記鋼材の焼入れ深さ及び硬度は、サンプルとして抜き取られた鋼材を部分的に切断し、その断面強度をビッカース硬度計等の各種硬度計にて測定し、その結果から焼入れ深さ及び硬度を評価していた。
しかし、この破壊検査による手法ではサンプルとして使用した鋼材が廃棄されるため、材料コストの上昇に繋がっていた。また、検査に要する時間が長くなる上に、インラインでの全数検査が不可能であるため、単発的に発生する不良を発見できずに次工程に搬出してしまう可能性があった。
【0004】
そこで、非破壊検査である渦流式検査を用いて、鋼材の焼入れ深さ及び硬度を測定する技術が知られている(例えば、特許文献1から特許文献3を参照)。
渦流式検査は、交流電流を流した励磁コイルを前記鋼材の近くに接近させて交流磁場を発生させ、該交流磁場によって鋼材に渦電流を生じさせ、該渦電流により誘起された誘導磁場を検出コイルにより検出するものである。つまり、該渦流式検査により、鋼材を廃棄することなく、短時間で、かつ全数検査によって鋼材の焼入れ深さ及び硬度を定量的に測定することが可能となるのである。
前記渦流式検査は、上記の鋼材の焼入れ深さ及び硬度を測定するための焼入れ深さ/硬度測定試験(以下、焼入れ深さ測定試験とする)のほか、検査対象物の表面に生じた割れ等の傷を検出するための探傷試験や、検査対象物に含まれる異物を検出するための異材判別試験等にも用いられている。
【0005】
前記鋼材は、母材と硬化層に生じるマルテンサイトとの間での透磁率に差が生じる。従って、渦電流センサを用いて鋼材を測定すれば、焼入れ深さの変化に伴って検出コイルが検出する電圧(振幅)が変化する。また、検出コイルが検出する電圧は硬化層深さの増加とともに単調に減少するのである。焼入れ深さ測定試験においては、これらの現象を利用して鋼材の焼入れ深さを算定することができるのである。
【0006】
例えば、前記特許文献1に記載の技術によれば、貫通コイルを用いて軸物部品の軸部の焼入れ深さを検査する構成としている。貫通コイルは、軸線方向を鋼材に対して垂直に向けたコイルでプローブを構成して焼入れ深さを行うプローブ型のコイル(以下、単に「プローブ型コイル」とする)に比較して磁界が強く、鋼材との距離を精密に制御する必要もないため、焼入れ深さ測定試験に適しているのである。
しかし、貫通コイルの測定部分である内周の径は一定であるため、測定部位の貫通コイルに対する充填率(貫通コイルの内周横断面積に対する鋼材の測定部位における横断面積の割合)は、鋼材の測定部位における外径によって変化する。充填率が低くなると渦流式検査の検査精度は指数関数的に低下するため、前記従来技術によれば、鋼材の外径が測定部位ごとに変化することにより、検査精度に差が発生するという問題があった。
また、検査対象物である鋼材は貫通コイルに挿通する必要があるため、外径がほぼ一定である軸物部品に限られていた。つまり、例えばクランクシャフトのように外径が大きく変化するような部品を検査対象物とすることは難しかったのである。
【0007】
また、前記特許文献2の他の実施例に記載の技術によれば、プローブ型コイルを用いて鋼材の焼入れ深さを測定する構成としている。
前記焼入れ深さ測定試験については、他の探傷試験や異材判別試験と比較して、ノイズ成分に対する検出する信号成分の比率が小さいため、より高い検出精度が求められる。プローブ型コイルでは検出精度を確保するためにコイル径を大きくするなどして、強い磁界を発生させる必要がある。しかし、図11に示す如く鋼材における凹部(例えばクランクシャフトにおけるアームと、ピン部又はジャーナル部と、の間に形成されたフィレット部など)の焼入れ深さを測定する場合には、鋼材との干渉を避けるために、プローブ型コイルと測定部位との距離であるリフトオフが大きくなる。リフトオフが大きくなると測定精度が低下するため、前記のような測定部位においてプローブ型コイルを用いることは難しかったのである。
【0008】
また、前記特許文献3に記載の技術によれば、いわゆる電位差法を用いて鋼材の焼入れ深さを測定する構成としている。
電位差法とは、計測対象の焼入れ深さと電気抵抗率とに相関があることを利用したものであり、鋼材における任意の二点に探針を接触させて二点間の電位差から鋼材の焼入れ深さを算出する技術である。
しかし、本技術によれば、探針を鋼材に接触させる構成であるため、鋼材の表面性状や探針の摩耗による影響が大きくなる。また、鋼材は温度変化によって抵抗率が変化するため、温度変化を伴う環境下での計測が困難となるという問題があった。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2009−133694号公報
【特許文献2】特開2007−40865号公報
【特許文献3】特開2009−47664号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
そこで本発明は上記現状に鑑み、外径が大きく変化したり、凹部を有したりするような高周波焼入れ部品を検査する場合であっても高い検出精度で焼入れ深さ測定試験を行うことができ、また、焼入れ深さの計測にあたってリフトオフの影響を排除することで計測精度を向上させることが可能となる、渦流計測用センサ及び渦流計測方法を提供するものである。
【課題を解決するための手段】
【0011】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0012】
即ち、請求項1においては、計測対象部品の計測部位に対して所定の交流励磁信号を印加するための励磁部と、印加された前記交流励磁信号によって前記計測部位に発生する検出信号を検出するための検出部と、前記検出信号を渦流計測値として算出するための演算部と、を具備する、渦流計測用センサであって、前記励磁部は、前記計測部位と交差しない方向に向けた軸心を中心として巻回されたコイルの一部において、その外形形状が計測部位の形状と略同一となるように形成され、前記検出部が前記計測部位に対向する姿勢で前記励磁部を前記計測部位に近接配置した状態で、前記コイルに交流励磁信号として交流電圧を加え、前記計測部位に磁界を発生させるとともに、該磁界により渦電流を生じさせ、該渦電流により発生した誘起電圧を検出信号として前記検出部で検出し、前記演算部が前記検出信号を渦流計測値として算出し、該渦流計測値に基づいて計測対象部品における焼入れ深さの測定を行うものである。
【0013】
請求項2においては、前記励磁部は、前記計測部位に対向しない部分が磁性体であるケースで被覆されるものである。
【0014】
請求項3においては、計測対象部品の計測部位に対して所定の交流励磁信号を印加するための励磁部と、印加された前記交流励磁信号によって前記計測部位に発生する検出信号を検出するための検出部と、前記検出信号を渦流計測値として算出するための演算部と、を具備し、前記励磁部は、前記計測部位と交差しない方向に向けた軸心を中心として巻回されたコイルの一部において、その外形形状が計測部位の形状と略同一となるように形成された渦流計測用センサを用いた渦流計測方法であって、前記検出部が前記計測部位に対向する姿勢で前記励磁部を前記計測部位に近接配置した状態で、前記コイルに交流励磁信号として交流電圧を加え、前記計測部位に磁界を発生させるとともに、該磁界により渦電流を生じさせ、該渦電流により発生した誘起電圧を検出信号として前記検出部で検出し、前記演算部が前記検出信号を渦流計測値として算出し、該渦流計測値に基づいて計測対象部品における焼入れ深さの測定を行うものである。
【0015】
請求項4においては、前記励磁部は、前記計測部位に対向しない部分が磁性体であるケースで被覆されるものである。
【発明の効果】
【0016】
本発明の効果として、以下に示すような効果を奏する。
【0017】
本発明により、外径が大きく変化したり、凹部を有したりするような高周波焼入れ部品を検査する場合であっても高い検出精度で焼入れ深さ測定試験を行うことができ、また、焼入れ深さの計測にあたってリフトオフの影響を排除することで計測精度を向上させることが可能となる。
【図面の簡単な説明】
【0018】
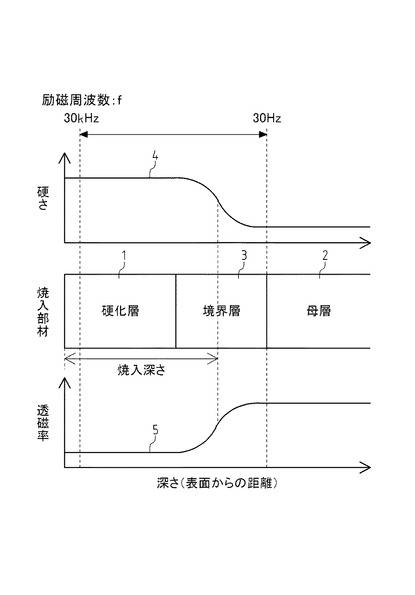
【図1】焼入部材の深さ方向の層状態、硬さ及び透磁率の関係を示す図。
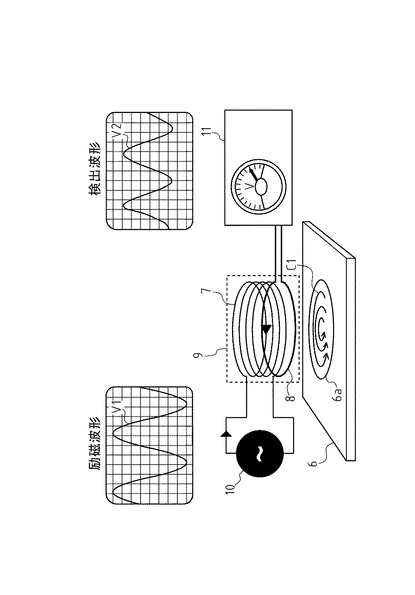
【図2】本実施形態に係る渦流計測を行うための装置構成を示す模式図。
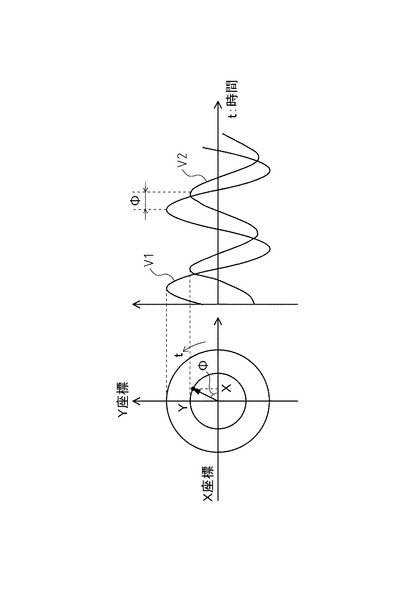
【図3】渦流計測における交流励磁信号と検出信号との関係を示す図。
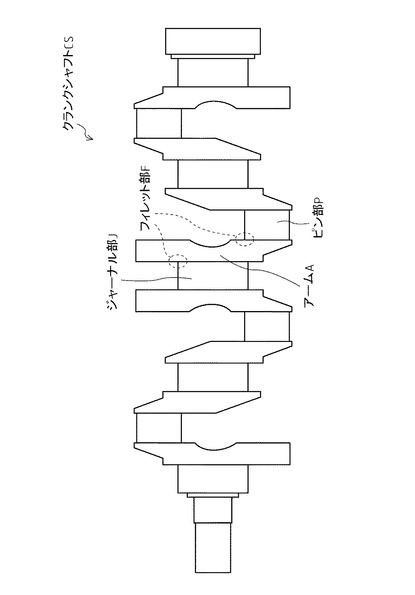
【図4】渦流計測用センサの計測対象の一例であるクランクシャフトを示した図。
【図5】(a)から(c)はそれぞれ、コイルの概略的な形状、及び、クランクシャフトのジャーナル部及びアームとコイルとの位置関係を示した図。
【図6】(a)は第一実施形態に係る渦流計測用センサにおける励磁コイルを示した正面図、(b)は(a)におけるA−A線断面図。
【図7】(a)は第一実施形態に係る渦流計測用センサを示した正面図、(b)は(a)におけるA−A線断面図。
【図8】(a)は第一実施形態に係る渦流計測用センサで渦流計測を行っている状態を示した正面図、(b)は(a)におけるA−A線断面図。
【図9】(a)は第二実施形態に係る渦流計測用センサで渦流計測を行っている状態を示した正面図、(b)は(a)におけるA−A線断面図。
【図10】第二実施形態に係る渦流計測用センサでシャフト部材の渦流計測を行っている状態を示した断面図。
【図11】従来技術に係る渦流計測用センサで検出した渦流計測値を示した図。
【発明を実施するための形態】
【0019】
次に、発明の実施の形態を説明する。
なお、本発明の技術的範囲は以下の実施例に限定されるものではなく、本明細書及び図面に記載した事項から明らかになる本発明が真に意図する技術的思想の範囲全体に、広く及ぶものである。
【0020】
本発明は渦流計測用センサが有する、励磁部である励磁コイル、及び、検出部である検出コイルの配置や連結方法等を工夫することにより、渦流計測の適用範囲の拡大を図ろうとするものである。以下、本発明の実施の形態を説明する。なお、本発明の実施の形態では、渦流計測用センサによる渦流計測が高周波焼入等による焼入部品の焼入品質(焼入深さ・焼入硬さ)の検査に用いられる場合を主な例として説明する。つまり、渦流計測用センサを用いた渦流計測が行われることにより、計測対象部品である焼入部品の焼入品質が検査される。
【0021】
図1に、焼入が施された鋼材(S45C等)である焼入部材の深さ(表面からの距離)方向の層状態、硬さ及び透磁率の関係を示す。図1に示すように、焼入部材においては、その概略的な組織構成として、表面側から、焼入が施された部分である硬化層1と、母材の部分である母層2とが、境界層3を介して形成される。硬さ変化曲線4を参照すると、硬化層1と母層2とは異なる硬さとなり、硬化層1の硬さが母層2のそれよりも大きくなる。境界層3においては、硬さは硬化層1側から母層2側にかけて漸減する。硬さの具体例としては、ビッカース硬さ(Hv)で、硬化層1ではHv=600〜700、母層2ではHv=300程度の硬さを示す。
【0022】
一方、透磁率変化曲線5を参照すると、焼入部材の表面からの距離に対する透磁率の変化は、焼入部材の表面からの距離に対する硬さの変化に対して略反比例の関係となる。つまり、透磁率については、硬化層1の透磁率が母層2のそれよりも小さくなるとともに、境界層3においては硬化層1側から母層2側にかけて漸増する。本実施形態に係る渦流計測においては、このような焼入部材における、表面からの距離に対する硬さと透磁率との関係が利用される。
【0023】
本実施形態に係る渦流計測を行うための装置構成の概略(計測原理)について、図2を用いて説明する。図2に示すように、渦流計測においては、計測対象部品であるワーク(磁性体)6の計測部位6aに対して、励磁部である励磁コイル7及び検出部である検出コイル8を有する渦流計測用センサ9が所定の位置にセットされる。このような構成において、励磁コイル7に電流が供給されると、励磁コイル7の周囲に磁界が発生する。すると、電磁誘導によって磁性体であるワーク6の計測部位6aの表面近傍に渦電流が発生する(図2中の矢印C1参照)。計測部位6aの表面における渦電流の発生にともない、検出コイル8を磁束が貫通し、検出コイル8に誘起電圧が発生する。そして、検出コイル8によって誘起電圧が計測されるのである。
【0024】
励磁コイル7は、その両端(両端子)が、交流電源10に接続される。交流電源10は、励磁コイル7に対して所定の交流励磁信号(励磁用交流電圧信号)V1を印加する。検出コイル8は、その両端(両端子)が、計測装置11に接続される。計測装置11は、励磁コイル7に交流電源10からの交流励磁信号V1が印加されたときの検出コイル8から得られる検出信号(前記誘起電圧についての電圧信号)V2の大きさと、検出信号V2の交流励磁信号V1に対する位相差(位相遅れ)Φ(図3参照)とを検出する。ここで、計測装置11には、位相差Φを検出するため、増幅された位相検波として、交流励磁信号V1(波形)が与えられる。
【0025】
検出コイル8によって検出される検出信号V2は、計測部位6a(ワーク6)の透磁率を反映する。つまり、計測部位6aの透磁率が高くなると、前述のような渦電流の発生にともなう磁束が増して検出信号V2が大きくなる。逆に、計測部位6aの透磁率が低くなると、渦電流の発生にともなう磁束が減って検出信号V2が小さくなる。この渦電流に基づく検出信号V2を定量化(数値化)するため、図3に示すように、検出信号V2の大きさの値である振幅値Yと、検出信号V2の交流励磁信号V1に対する位相差Φに起因する値である値X(=YcosΦ)とが着目され、次のような知見が得られている。
【0026】
まず、検出信号V2の振幅値Yは、焼入表面硬さ(焼入された部分の硬さ)との間に相関を有するということがある。すなわち、図1における硬さ変化曲線4と透磁率変化曲線5との比較からわかるように、焼入表面硬さが低いときには透磁率は高いという関係がある。透磁率が高いと、交流励磁信号V1が励磁コイル7に印加されたときに生じる磁束は増し、計測部位6aの表面に誘導される渦電流も増大する。これにともない、検出コイル8によって検出される検出信号V2の振幅値Yも増大する。したがって、逆に、検出コイル8によって検出される検出信号V2の振幅値Yから、渦電流が発生している計測部位6aを貫く磁束、つまり透磁率が導かれる。これにより、図1に示す硬さ変化曲線4と透磁率変化曲線5との関係から焼入表面硬さがわかる。
【0027】
次に、検出信号V2の交流励磁信号V1に対する位相差Φに起因する値Xは、焼入深さ(焼入硬化層の深さ)との間に相関を有するということがある。すなわち、焼入深さが深くなること、つまり焼入部材において焼入された硬化層1が増大することは、透磁率の低い範囲が深さ方向に増すこととなり、交流励磁信号V1に対して検出信号V2の位相遅れが増すこととなる。これにより、位相差Φに起因する値Xの大小から、焼入深さの深浅がわかる。
【0028】
以上のような計測原理によって焼入部品の焼入品質の検査を行うための渦流計測においては、前述したように励磁コイル及び検出コイルを有する渦流計測用センサが用いられる。以下、渦流計測用センサの構成を、本発明の実施形態として説明する。
【0029】
[第一実施形態]
まず、第一実施形態に係る渦流計測用センサの計測対象の一例であるクランクシャフトCSについて、図4を用いて説明する。なお、本実施形態に係る渦流計測用センサの計測対象はクランクシャフトCSに限定されるものではなく、後述するような他の鋼材を計測対象とすることも可能である。
【0030】
図4に示す如く、クランクシャフトCSは直列4気筒エンジンに用いられるものであり、鍛造加工によって一体的に形成された鋼材である。そして、クランクシャフトCSの軸心に沿って配列された五箇所のジャーナル部Jと、該ジャーナル部Jに隣接して連設されたアームAと、互いに対向して配置された一対のアームAの間にそれぞれ架設された四箇所のピン部Pと、を備えている。また、ジャーナル部JとアームAとの間、及び、ピン部PとアームAとの間のそれぞれ(ジャーナル部J及びピン部PとアームAとの境界である円周部分)には、隅肉部であるフィレット部Fが形成されている。本実施形態においては、ジャーナル部JとアームAとの間に形成されたフィレット部Fについて、渦流計測による焼入れ深さの測定を行うものとする(図8(b)を参照)。
【0031】
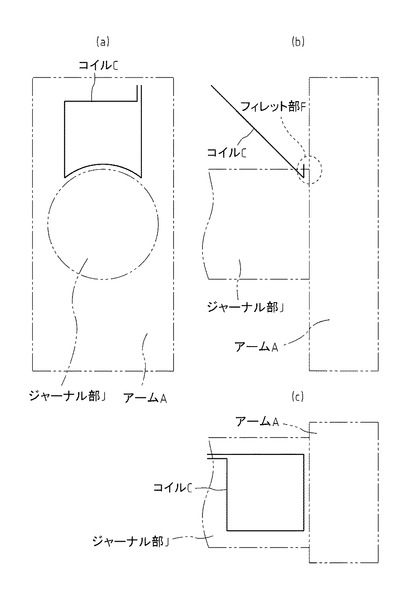
次に、本実施形態に係る渦流計測用センサの励磁部に用いられるコイルCの概略的な形状、及び、ジャーナル部J及びアームAとコイルCとの位置関係について、図5(a)から(c)を用いて説明する。
【0032】
図5に示す如く、コイルCは略矩形状に形成されている。そして、コイルCの先端側(図5(b)においてフィレット部Fに対向する側)の一辺は、他の三辺が位置する平面に対して約45度の角度をなすように、内側に弧状に突出して形成されている。詳細には、コイルCの先端側の一辺は、ジャーナル部Jの外形形状と略一致する曲率の弧状に形成されている。即ち、図5(a)及び(b)に示す如く、コイルCをアームAに対して約45度の角度でフィレット部Fに対向して配置した際に、その先端側の一辺がフィレット部Fに沿うように形成されているのである。
【0033】
上記の如く形成されたコイルCの集合体として、本実施形態に係る渦流計測用センサにおける励磁コイル51が形成される。そして、図6(a)及び(b)に示す如く、励磁コイル51の先端側に励磁部51aが形成されるのである。具体的には、コイルCが上下方向及び水平方向に並ぶような形状で導線を捲回することにより、励磁コイル51における先端部である励磁部51aの水平方向側の面は平面状に、下側の面は曲面状に形成されるのである。
【0034】
本実施形態に係る渦流計測用センサを用いてクランクシャフトCSのフィレット部Fを渦流計測する際は、励磁コイル51をアームAに対して約45度の角度でフィレット部Fに対向して配置する。換言すれば、励磁コイル51は計測部位であるフィレット部Fと交差しない、アームAに対して45度となる方向に向けた軸心を中心として巻回されており、この状態で励磁部51aは励磁コイル51の一部において、励磁部51aの水平方向側面がアームAに対向し、下側面がジャーナル部Jに対向するように形成されているのである。つまり、励磁部51aは、励磁コイル51をフィレット部Fに対向して配置した際に、励磁部51aの外形形状がフィレット部Fの形状と略同一となるように(励磁部51aの水平方向側面及び下側面がアームA及びジャーナル部Jと近接した距離で平行となるように)形成されているのである(図8(a)及び(b)を参照)。
【0035】
なお、渦流計測用センサにおいて、励磁コイル51を計測部位であるフィレット部Fと交差しない方向のうち、アームAに対して平行となるジャーナル部Jの円周方向に向けた軸心を中心として巻回する構成とすることができる。この場合でも、励磁部51aを、励磁コイル51をフィレット部Fに対向して配置した際に、励磁部51aの外形形状がフィレット部Fの形状と略同一となるように形成することができるのである。換言すれば、励磁コイル51の軸心方向がフィレット部Fに交差する方向でなければ、渦流計測用センサを構成することができる。
【0036】
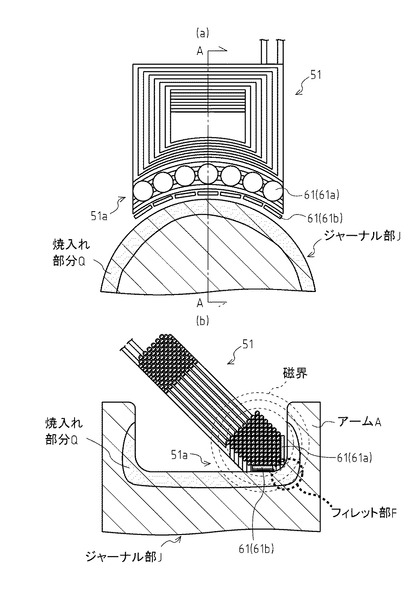
図7(a)に示す如く、本実施形態に係る渦流計測用センサは、励磁コイル51だけでなく、検出部である検出コイル61及び演算部41を備える。
励磁コイル51には前記の如く、計測対象部品であるクランクシャフトCSのフィレット部Fと対向して配置された状態で、所定の交流励磁信号(前記交流励磁信号V1参照)が印加される。検出コイル61は、交流励磁信号が印加された励磁部により計測対象部品に生じた渦電流による検出信号(前記検出信号V2参照)を検出するのである。また、演算部41は、後述する検出コイル61と電機的に接続されており、検出信号を渦流計測値として算出するのである。
【0037】
励磁コイル51の両端(両端子)は、図示しない交流電源に接続されている。つまり、励磁コイル51は計測対象部品に対して所定の交流励磁信号を印加するのである。
検出コイル61は、励磁部51aの水平方向側面に配設された複数の検出コイル61aと、励磁部51aの下側面に配設された複数の検出コイル61bと、を備える。
本実施形態においては、検出コイル61には薄膜プレーナコイルが用いられるが、パンケーキコイル等、他のコイルを用いることも可能である。
それぞれの検出コイル61の両端(両端子)は、演算部41が具備する図示しない計測装置に接続されている。つまり、検出コイル61は交流励磁信号が印加された計測対象部品から渦電流による検出信号を検出するのである。
【0038】
上記の如く構成された渦流計測用センサを用いて、計測対象部品における焼入れ深さの測定を行う場合は、図8(a)及び(b)に示す如く、検出コイル61がフィレット部Fに対向する姿勢(検出コイル61aがアームA側のフィレット部Fに対向し、検出コイル61bがジャーナル部J側のフィレット部Fに対向する姿勢)で、励磁コイル51を計測対象部品に近接配置した状態で、交流電源により励磁コイル51に電圧を印加する。
【0039】
励磁コイル51に電流が流れた瞬間には、図8(b)に示す如く右ネジの法則に従って励磁部51aの周囲及びフィレット部Fに回転磁界が発生する。また、この回転磁界により電磁誘導を起こし、電磁誘導によって磁性体であるフィレット部Fに渦電流を発生させるのである。さらに、フィレット部Fの表面における渦電流の発生にともない、検出コイル61に磁束を貫通させ、検出コイル61に誘起電圧を発生させる。そして、検出コイル61によって誘起電圧を検出信号として計測するのである。そして、演算部41が検出信号を渦流計測値として算出し、該渦流計測値に基づいてフィレット部Fにおける焼入れ深さの測定を行うのである。
【0040】
また、渦流計測用センサをフィレット部Fに近接させた状態で、ジャーナル部Jの円周方向に回転させることにより、円形状に形成されたフィレット部Fを全体的に渦流計測することができる。つまり、円周方向に発生した未焼入れ部分を検知することが可能となるのである。
【0041】
本実施形態に係る渦流計測用センサによれば上記の如く、渦流計測用センサをフィレット部Fに近接させて渦流計測することにより、外径が大きく変化したり、凹部を有したりするような高周波焼入れ部品を検査する場合であっても高い検出精度で焼入れ深さ測定試験を行うことができる。即ち、図8(a)及び(b)に示す如く、渦流計測用センサの励磁部51aをフィレット部Fの形状に沿わせて形成することにより、渦流計測用センサと計測対象であるフィレット部Fとの距離であるリフトオフを小さくすることができるため、測定精度の低下を防止することが可能となるのである。
【0042】
また、渦流計測用センサを計測対象に接触させることがないため、鋼材の表面性状や探針の摩耗による影響を受けることがなく、温度変化によって測定精度が悪くなることを防ぐことができるのである。
【0043】
上記の如く本実施形態に係る渦流計測用センサによれば、外径が大きく変化したり、凹部を有したりするような高周波焼入れ部品を検査する場合であっても高い検出精度で焼入れ深さ測定試験を行うことができ、また、焼入れ深さの計測にあたってリフトオフの影響を排除することで計測精度を向上させることが可能となるのである。
【0044】
[第二実施形態]
次に、本発明の第二実施形態に係る渦流計測用センサについて、図9(a)及び(b)を用いて説明する。なお、本実施形態で説明する渦流計測用センサについて、既出の実施形態と共通する部分に関しては詳細な説明を省略するものとする。
【0045】
本実施形態に係る渦流計測用センサは、励磁部51aのうちフィレット部Fに対向しない部分(検出コイル61が配設されない部分)が磁性体であるケース52で被覆されている。具体的には図9(a)及び(b)に示す如く、励磁部51aにおいて、計測対象であるフィレット部F(アームA及びジャーナル部J)と対向しない面に、板筒状に形成した磁性体のケース52を被せて構成するのである。
【0046】
本実施形態においては上記の如く構成することにより、渦流計測の際に励磁部51aの周囲に発生する回転磁界がケース52を透過するため、前記第一実施形態と比較して励磁部51aに対向するフィレット部Fに磁束を集中させることが可能となる。即ち、励磁コイル51に加える交流電圧が同じでも、フィレット部Fに発生する渦電流を大きくすることが可能となるため、より高い検出精度で焼入れ深さ測定試験を行うことが可能となるのである。
【0047】
なお、ケース52は磁性体であれば良いため、鉄などを用いることが可能であるが、上記の如く磁束を集中させるという観点より、ケース52をフェライト、珪素鋼板やパーライトなどの強磁性体で形成することが望ましい。
【0048】
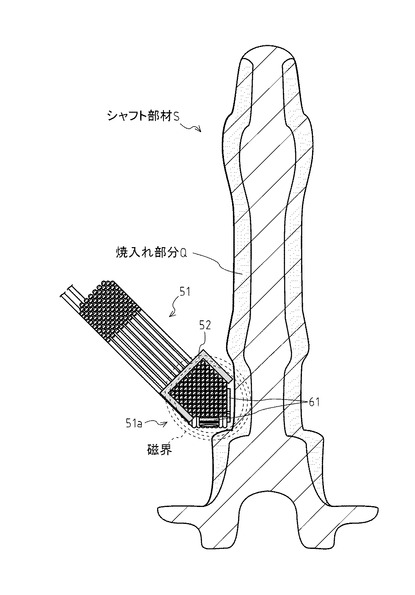
本実施形態(又は前記第一実施形態)に係る渦流計測用センサは、クランクシャフト以外の鋼材を計測対象とすることができる。具体的には例えば図10に示す如く、表面に凹凸があるために外径が大きく変化するシャフト部材Sを渦流計測することができる。この場合においても、渦流計測用センサの励磁部51aをシャフト部材Sの形状に沿わせて形成し、渦流計測用センサをシャフト部材Sの凹部に近接させて渦流計測することができる。これにより、渦流計測用センサと計測対象の距離であるリフトオフを小さくすることができるため、測定精度の低下を防止することが可能となるのである。
【符号の説明】
【0049】
41 演算部
51 励磁コイル
51a 励磁部
61 検出コイル
【技術分野】
【0001】
本発明は、渦流計測用センサ及び渦流計測方法に関し、より詳細には、渦流計測による計測精度を向上させる技術に関する。
【背景技術】
【0002】
例えば自動車やオートバイのエンジン部品や足回り部品等の機械部品には、金属(導電体)を高周波誘導加熱して焼入れを行う、高周波焼入れを施した鋼材(以下、鋼材とする)が使用されている。前記鋼材の高周波焼入れにおいては、表面焼入れの硬化層深さ(以下、焼入れ深さとする)及びその硬度について、有効硬化層深さ及び全硬化層深さが規格されている。このため、鋼材の品質を保証するために、焼入れ深さ及び硬度を測定して評価する必要がある。
【0003】
従来、前記鋼材の焼入れ深さ及び硬度は、サンプルとして抜き取られた鋼材を部分的に切断し、その断面強度をビッカース硬度計等の各種硬度計にて測定し、その結果から焼入れ深さ及び硬度を評価していた。
しかし、この破壊検査による手法ではサンプルとして使用した鋼材が廃棄されるため、材料コストの上昇に繋がっていた。また、検査に要する時間が長くなる上に、インラインでの全数検査が不可能であるため、単発的に発生する不良を発見できずに次工程に搬出してしまう可能性があった。
【0004】
そこで、非破壊検査である渦流式検査を用いて、鋼材の焼入れ深さ及び硬度を測定する技術が知られている(例えば、特許文献1から特許文献3を参照)。
渦流式検査は、交流電流を流した励磁コイルを前記鋼材の近くに接近させて交流磁場を発生させ、該交流磁場によって鋼材に渦電流を生じさせ、該渦電流により誘起された誘導磁場を検出コイルにより検出するものである。つまり、該渦流式検査により、鋼材を廃棄することなく、短時間で、かつ全数検査によって鋼材の焼入れ深さ及び硬度を定量的に測定することが可能となるのである。
前記渦流式検査は、上記の鋼材の焼入れ深さ及び硬度を測定するための焼入れ深さ/硬度測定試験(以下、焼入れ深さ測定試験とする)のほか、検査対象物の表面に生じた割れ等の傷を検出するための探傷試験や、検査対象物に含まれる異物を検出するための異材判別試験等にも用いられている。
【0005】
前記鋼材は、母材と硬化層に生じるマルテンサイトとの間での透磁率に差が生じる。従って、渦電流センサを用いて鋼材を測定すれば、焼入れ深さの変化に伴って検出コイルが検出する電圧(振幅)が変化する。また、検出コイルが検出する電圧は硬化層深さの増加とともに単調に減少するのである。焼入れ深さ測定試験においては、これらの現象を利用して鋼材の焼入れ深さを算定することができるのである。
【0006】
例えば、前記特許文献1に記載の技術によれば、貫通コイルを用いて軸物部品の軸部の焼入れ深さを検査する構成としている。貫通コイルは、軸線方向を鋼材に対して垂直に向けたコイルでプローブを構成して焼入れ深さを行うプローブ型のコイル(以下、単に「プローブ型コイル」とする)に比較して磁界が強く、鋼材との距離を精密に制御する必要もないため、焼入れ深さ測定試験に適しているのである。
しかし、貫通コイルの測定部分である内周の径は一定であるため、測定部位の貫通コイルに対する充填率(貫通コイルの内周横断面積に対する鋼材の測定部位における横断面積の割合)は、鋼材の測定部位における外径によって変化する。充填率が低くなると渦流式検査の検査精度は指数関数的に低下するため、前記従来技術によれば、鋼材の外径が測定部位ごとに変化することにより、検査精度に差が発生するという問題があった。
また、検査対象物である鋼材は貫通コイルに挿通する必要があるため、外径がほぼ一定である軸物部品に限られていた。つまり、例えばクランクシャフトのように外径が大きく変化するような部品を検査対象物とすることは難しかったのである。
【0007】
また、前記特許文献2の他の実施例に記載の技術によれば、プローブ型コイルを用いて鋼材の焼入れ深さを測定する構成としている。
前記焼入れ深さ測定試験については、他の探傷試験や異材判別試験と比較して、ノイズ成分に対する検出する信号成分の比率が小さいため、より高い検出精度が求められる。プローブ型コイルでは検出精度を確保するためにコイル径を大きくするなどして、強い磁界を発生させる必要がある。しかし、図11に示す如く鋼材における凹部(例えばクランクシャフトにおけるアームと、ピン部又はジャーナル部と、の間に形成されたフィレット部など)の焼入れ深さを測定する場合には、鋼材との干渉を避けるために、プローブ型コイルと測定部位との距離であるリフトオフが大きくなる。リフトオフが大きくなると測定精度が低下するため、前記のような測定部位においてプローブ型コイルを用いることは難しかったのである。
【0008】
また、前記特許文献3に記載の技術によれば、いわゆる電位差法を用いて鋼材の焼入れ深さを測定する構成としている。
電位差法とは、計測対象の焼入れ深さと電気抵抗率とに相関があることを利用したものであり、鋼材における任意の二点に探針を接触させて二点間の電位差から鋼材の焼入れ深さを算出する技術である。
しかし、本技術によれば、探針を鋼材に接触させる構成であるため、鋼材の表面性状や探針の摩耗による影響が大きくなる。また、鋼材は温度変化によって抵抗率が変化するため、温度変化を伴う環境下での計測が困難となるという問題があった。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2009−133694号公報
【特許文献2】特開2007−40865号公報
【特許文献3】特開2009−47664号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
そこで本発明は上記現状に鑑み、外径が大きく変化したり、凹部を有したりするような高周波焼入れ部品を検査する場合であっても高い検出精度で焼入れ深さ測定試験を行うことができ、また、焼入れ深さの計測にあたってリフトオフの影響を排除することで計測精度を向上させることが可能となる、渦流計測用センサ及び渦流計測方法を提供するものである。
【課題を解決するための手段】
【0011】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0012】
即ち、請求項1においては、計測対象部品の計測部位に対して所定の交流励磁信号を印加するための励磁部と、印加された前記交流励磁信号によって前記計測部位に発生する検出信号を検出するための検出部と、前記検出信号を渦流計測値として算出するための演算部と、を具備する、渦流計測用センサであって、前記励磁部は、前記計測部位と交差しない方向に向けた軸心を中心として巻回されたコイルの一部において、その外形形状が計測部位の形状と略同一となるように形成され、前記検出部が前記計測部位に対向する姿勢で前記励磁部を前記計測部位に近接配置した状態で、前記コイルに交流励磁信号として交流電圧を加え、前記計測部位に磁界を発生させるとともに、該磁界により渦電流を生じさせ、該渦電流により発生した誘起電圧を検出信号として前記検出部で検出し、前記演算部が前記検出信号を渦流計測値として算出し、該渦流計測値に基づいて計測対象部品における焼入れ深さの測定を行うものである。
【0013】
請求項2においては、前記励磁部は、前記計測部位に対向しない部分が磁性体であるケースで被覆されるものである。
【0014】
請求項3においては、計測対象部品の計測部位に対して所定の交流励磁信号を印加するための励磁部と、印加された前記交流励磁信号によって前記計測部位に発生する検出信号を検出するための検出部と、前記検出信号を渦流計測値として算出するための演算部と、を具備し、前記励磁部は、前記計測部位と交差しない方向に向けた軸心を中心として巻回されたコイルの一部において、その外形形状が計測部位の形状と略同一となるように形成された渦流計測用センサを用いた渦流計測方法であって、前記検出部が前記計測部位に対向する姿勢で前記励磁部を前記計測部位に近接配置した状態で、前記コイルに交流励磁信号として交流電圧を加え、前記計測部位に磁界を発生させるとともに、該磁界により渦電流を生じさせ、該渦電流により発生した誘起電圧を検出信号として前記検出部で検出し、前記演算部が前記検出信号を渦流計測値として算出し、該渦流計測値に基づいて計測対象部品における焼入れ深さの測定を行うものである。
【0015】
請求項4においては、前記励磁部は、前記計測部位に対向しない部分が磁性体であるケースで被覆されるものである。
【発明の効果】
【0016】
本発明の効果として、以下に示すような効果を奏する。
【0017】
本発明により、外径が大きく変化したり、凹部を有したりするような高周波焼入れ部品を検査する場合であっても高い検出精度で焼入れ深さ測定試験を行うことができ、また、焼入れ深さの計測にあたってリフトオフの影響を排除することで計測精度を向上させることが可能となる。
【図面の簡単な説明】
【0018】
【図1】焼入部材の深さ方向の層状態、硬さ及び透磁率の関係を示す図。
【図2】本実施形態に係る渦流計測を行うための装置構成を示す模式図。
【図3】渦流計測における交流励磁信号と検出信号との関係を示す図。
【図4】渦流計測用センサの計測対象の一例であるクランクシャフトを示した図。
【図5】(a)から(c)はそれぞれ、コイルの概略的な形状、及び、クランクシャフトのジャーナル部及びアームとコイルとの位置関係を示した図。
【図6】(a)は第一実施形態に係る渦流計測用センサにおける励磁コイルを示した正面図、(b)は(a)におけるA−A線断面図。
【図7】(a)は第一実施形態に係る渦流計測用センサを示した正面図、(b)は(a)におけるA−A線断面図。
【図8】(a)は第一実施形態に係る渦流計測用センサで渦流計測を行っている状態を示した正面図、(b)は(a)におけるA−A線断面図。
【図9】(a)は第二実施形態に係る渦流計測用センサで渦流計測を行っている状態を示した正面図、(b)は(a)におけるA−A線断面図。
【図10】第二実施形態に係る渦流計測用センサでシャフト部材の渦流計測を行っている状態を示した断面図。
【図11】従来技術に係る渦流計測用センサで検出した渦流計測値を示した図。
【発明を実施するための形態】
【0019】
次に、発明の実施の形態を説明する。
なお、本発明の技術的範囲は以下の実施例に限定されるものではなく、本明細書及び図面に記載した事項から明らかになる本発明が真に意図する技術的思想の範囲全体に、広く及ぶものである。
【0020】
本発明は渦流計測用センサが有する、励磁部である励磁コイル、及び、検出部である検出コイルの配置や連結方法等を工夫することにより、渦流計測の適用範囲の拡大を図ろうとするものである。以下、本発明の実施の形態を説明する。なお、本発明の実施の形態では、渦流計測用センサによる渦流計測が高周波焼入等による焼入部品の焼入品質(焼入深さ・焼入硬さ)の検査に用いられる場合を主な例として説明する。つまり、渦流計測用センサを用いた渦流計測が行われることにより、計測対象部品である焼入部品の焼入品質が検査される。
【0021】
図1に、焼入が施された鋼材(S45C等)である焼入部材の深さ(表面からの距離)方向の層状態、硬さ及び透磁率の関係を示す。図1に示すように、焼入部材においては、その概略的な組織構成として、表面側から、焼入が施された部分である硬化層1と、母材の部分である母層2とが、境界層3を介して形成される。硬さ変化曲線4を参照すると、硬化層1と母層2とは異なる硬さとなり、硬化層1の硬さが母層2のそれよりも大きくなる。境界層3においては、硬さは硬化層1側から母層2側にかけて漸減する。硬さの具体例としては、ビッカース硬さ(Hv)で、硬化層1ではHv=600〜700、母層2ではHv=300程度の硬さを示す。
【0022】
一方、透磁率変化曲線5を参照すると、焼入部材の表面からの距離に対する透磁率の変化は、焼入部材の表面からの距離に対する硬さの変化に対して略反比例の関係となる。つまり、透磁率については、硬化層1の透磁率が母層2のそれよりも小さくなるとともに、境界層3においては硬化層1側から母層2側にかけて漸増する。本実施形態に係る渦流計測においては、このような焼入部材における、表面からの距離に対する硬さと透磁率との関係が利用される。
【0023】
本実施形態に係る渦流計測を行うための装置構成の概略(計測原理)について、図2を用いて説明する。図2に示すように、渦流計測においては、計測対象部品であるワーク(磁性体)6の計測部位6aに対して、励磁部である励磁コイル7及び検出部である検出コイル8を有する渦流計測用センサ9が所定の位置にセットされる。このような構成において、励磁コイル7に電流が供給されると、励磁コイル7の周囲に磁界が発生する。すると、電磁誘導によって磁性体であるワーク6の計測部位6aの表面近傍に渦電流が発生する(図2中の矢印C1参照)。計測部位6aの表面における渦電流の発生にともない、検出コイル8を磁束が貫通し、検出コイル8に誘起電圧が発生する。そして、検出コイル8によって誘起電圧が計測されるのである。
【0024】
励磁コイル7は、その両端(両端子)が、交流電源10に接続される。交流電源10は、励磁コイル7に対して所定の交流励磁信号(励磁用交流電圧信号)V1を印加する。検出コイル8は、その両端(両端子)が、計測装置11に接続される。計測装置11は、励磁コイル7に交流電源10からの交流励磁信号V1が印加されたときの検出コイル8から得られる検出信号(前記誘起電圧についての電圧信号)V2の大きさと、検出信号V2の交流励磁信号V1に対する位相差(位相遅れ)Φ(図3参照)とを検出する。ここで、計測装置11には、位相差Φを検出するため、増幅された位相検波として、交流励磁信号V1(波形)が与えられる。
【0025】
検出コイル8によって検出される検出信号V2は、計測部位6a(ワーク6)の透磁率を反映する。つまり、計測部位6aの透磁率が高くなると、前述のような渦電流の発生にともなう磁束が増して検出信号V2が大きくなる。逆に、計測部位6aの透磁率が低くなると、渦電流の発生にともなう磁束が減って検出信号V2が小さくなる。この渦電流に基づく検出信号V2を定量化(数値化)するため、図3に示すように、検出信号V2の大きさの値である振幅値Yと、検出信号V2の交流励磁信号V1に対する位相差Φに起因する値である値X(=YcosΦ)とが着目され、次のような知見が得られている。
【0026】
まず、検出信号V2の振幅値Yは、焼入表面硬さ(焼入された部分の硬さ)との間に相関を有するということがある。すなわち、図1における硬さ変化曲線4と透磁率変化曲線5との比較からわかるように、焼入表面硬さが低いときには透磁率は高いという関係がある。透磁率が高いと、交流励磁信号V1が励磁コイル7に印加されたときに生じる磁束は増し、計測部位6aの表面に誘導される渦電流も増大する。これにともない、検出コイル8によって検出される検出信号V2の振幅値Yも増大する。したがって、逆に、検出コイル8によって検出される検出信号V2の振幅値Yから、渦電流が発生している計測部位6aを貫く磁束、つまり透磁率が導かれる。これにより、図1に示す硬さ変化曲線4と透磁率変化曲線5との関係から焼入表面硬さがわかる。
【0027】
次に、検出信号V2の交流励磁信号V1に対する位相差Φに起因する値Xは、焼入深さ(焼入硬化層の深さ)との間に相関を有するということがある。すなわち、焼入深さが深くなること、つまり焼入部材において焼入された硬化層1が増大することは、透磁率の低い範囲が深さ方向に増すこととなり、交流励磁信号V1に対して検出信号V2の位相遅れが増すこととなる。これにより、位相差Φに起因する値Xの大小から、焼入深さの深浅がわかる。
【0028】
以上のような計測原理によって焼入部品の焼入品質の検査を行うための渦流計測においては、前述したように励磁コイル及び検出コイルを有する渦流計測用センサが用いられる。以下、渦流計測用センサの構成を、本発明の実施形態として説明する。
【0029】
[第一実施形態]
まず、第一実施形態に係る渦流計測用センサの計測対象の一例であるクランクシャフトCSについて、図4を用いて説明する。なお、本実施形態に係る渦流計測用センサの計測対象はクランクシャフトCSに限定されるものではなく、後述するような他の鋼材を計測対象とすることも可能である。
【0030】
図4に示す如く、クランクシャフトCSは直列4気筒エンジンに用いられるものであり、鍛造加工によって一体的に形成された鋼材である。そして、クランクシャフトCSの軸心に沿って配列された五箇所のジャーナル部Jと、該ジャーナル部Jに隣接して連設されたアームAと、互いに対向して配置された一対のアームAの間にそれぞれ架設された四箇所のピン部Pと、を備えている。また、ジャーナル部JとアームAとの間、及び、ピン部PとアームAとの間のそれぞれ(ジャーナル部J及びピン部PとアームAとの境界である円周部分)には、隅肉部であるフィレット部Fが形成されている。本実施形態においては、ジャーナル部JとアームAとの間に形成されたフィレット部Fについて、渦流計測による焼入れ深さの測定を行うものとする(図8(b)を参照)。
【0031】
次に、本実施形態に係る渦流計測用センサの励磁部に用いられるコイルCの概略的な形状、及び、ジャーナル部J及びアームAとコイルCとの位置関係について、図5(a)から(c)を用いて説明する。
【0032】
図5に示す如く、コイルCは略矩形状に形成されている。そして、コイルCの先端側(図5(b)においてフィレット部Fに対向する側)の一辺は、他の三辺が位置する平面に対して約45度の角度をなすように、内側に弧状に突出して形成されている。詳細には、コイルCの先端側の一辺は、ジャーナル部Jの外形形状と略一致する曲率の弧状に形成されている。即ち、図5(a)及び(b)に示す如く、コイルCをアームAに対して約45度の角度でフィレット部Fに対向して配置した際に、その先端側の一辺がフィレット部Fに沿うように形成されているのである。
【0033】
上記の如く形成されたコイルCの集合体として、本実施形態に係る渦流計測用センサにおける励磁コイル51が形成される。そして、図6(a)及び(b)に示す如く、励磁コイル51の先端側に励磁部51aが形成されるのである。具体的には、コイルCが上下方向及び水平方向に並ぶような形状で導線を捲回することにより、励磁コイル51における先端部である励磁部51aの水平方向側の面は平面状に、下側の面は曲面状に形成されるのである。
【0034】
本実施形態に係る渦流計測用センサを用いてクランクシャフトCSのフィレット部Fを渦流計測する際は、励磁コイル51をアームAに対して約45度の角度でフィレット部Fに対向して配置する。換言すれば、励磁コイル51は計測部位であるフィレット部Fと交差しない、アームAに対して45度となる方向に向けた軸心を中心として巻回されており、この状態で励磁部51aは励磁コイル51の一部において、励磁部51aの水平方向側面がアームAに対向し、下側面がジャーナル部Jに対向するように形成されているのである。つまり、励磁部51aは、励磁コイル51をフィレット部Fに対向して配置した際に、励磁部51aの外形形状がフィレット部Fの形状と略同一となるように(励磁部51aの水平方向側面及び下側面がアームA及びジャーナル部Jと近接した距離で平行となるように)形成されているのである(図8(a)及び(b)を参照)。
【0035】
なお、渦流計測用センサにおいて、励磁コイル51を計測部位であるフィレット部Fと交差しない方向のうち、アームAに対して平行となるジャーナル部Jの円周方向に向けた軸心を中心として巻回する構成とすることができる。この場合でも、励磁部51aを、励磁コイル51をフィレット部Fに対向して配置した際に、励磁部51aの外形形状がフィレット部Fの形状と略同一となるように形成することができるのである。換言すれば、励磁コイル51の軸心方向がフィレット部Fに交差する方向でなければ、渦流計測用センサを構成することができる。
【0036】
図7(a)に示す如く、本実施形態に係る渦流計測用センサは、励磁コイル51だけでなく、検出部である検出コイル61及び演算部41を備える。
励磁コイル51には前記の如く、計測対象部品であるクランクシャフトCSのフィレット部Fと対向して配置された状態で、所定の交流励磁信号(前記交流励磁信号V1参照)が印加される。検出コイル61は、交流励磁信号が印加された励磁部により計測対象部品に生じた渦電流による検出信号(前記検出信号V2参照)を検出するのである。また、演算部41は、後述する検出コイル61と電機的に接続されており、検出信号を渦流計測値として算出するのである。
【0037】
励磁コイル51の両端(両端子)は、図示しない交流電源に接続されている。つまり、励磁コイル51は計測対象部品に対して所定の交流励磁信号を印加するのである。
検出コイル61は、励磁部51aの水平方向側面に配設された複数の検出コイル61aと、励磁部51aの下側面に配設された複数の検出コイル61bと、を備える。
本実施形態においては、検出コイル61には薄膜プレーナコイルが用いられるが、パンケーキコイル等、他のコイルを用いることも可能である。
それぞれの検出コイル61の両端(両端子)は、演算部41が具備する図示しない計測装置に接続されている。つまり、検出コイル61は交流励磁信号が印加された計測対象部品から渦電流による検出信号を検出するのである。
【0038】
上記の如く構成された渦流計測用センサを用いて、計測対象部品における焼入れ深さの測定を行う場合は、図8(a)及び(b)に示す如く、検出コイル61がフィレット部Fに対向する姿勢(検出コイル61aがアームA側のフィレット部Fに対向し、検出コイル61bがジャーナル部J側のフィレット部Fに対向する姿勢)で、励磁コイル51を計測対象部品に近接配置した状態で、交流電源により励磁コイル51に電圧を印加する。
【0039】
励磁コイル51に電流が流れた瞬間には、図8(b)に示す如く右ネジの法則に従って励磁部51aの周囲及びフィレット部Fに回転磁界が発生する。また、この回転磁界により電磁誘導を起こし、電磁誘導によって磁性体であるフィレット部Fに渦電流を発生させるのである。さらに、フィレット部Fの表面における渦電流の発生にともない、検出コイル61に磁束を貫通させ、検出コイル61に誘起電圧を発生させる。そして、検出コイル61によって誘起電圧を検出信号として計測するのである。そして、演算部41が検出信号を渦流計測値として算出し、該渦流計測値に基づいてフィレット部Fにおける焼入れ深さの測定を行うのである。
【0040】
また、渦流計測用センサをフィレット部Fに近接させた状態で、ジャーナル部Jの円周方向に回転させることにより、円形状に形成されたフィレット部Fを全体的に渦流計測することができる。つまり、円周方向に発生した未焼入れ部分を検知することが可能となるのである。
【0041】
本実施形態に係る渦流計測用センサによれば上記の如く、渦流計測用センサをフィレット部Fに近接させて渦流計測することにより、外径が大きく変化したり、凹部を有したりするような高周波焼入れ部品を検査する場合であっても高い検出精度で焼入れ深さ測定試験を行うことができる。即ち、図8(a)及び(b)に示す如く、渦流計測用センサの励磁部51aをフィレット部Fの形状に沿わせて形成することにより、渦流計測用センサと計測対象であるフィレット部Fとの距離であるリフトオフを小さくすることができるため、測定精度の低下を防止することが可能となるのである。
【0042】
また、渦流計測用センサを計測対象に接触させることがないため、鋼材の表面性状や探針の摩耗による影響を受けることがなく、温度変化によって測定精度が悪くなることを防ぐことができるのである。
【0043】
上記の如く本実施形態に係る渦流計測用センサによれば、外径が大きく変化したり、凹部を有したりするような高周波焼入れ部品を検査する場合であっても高い検出精度で焼入れ深さ測定試験を行うことができ、また、焼入れ深さの計測にあたってリフトオフの影響を排除することで計測精度を向上させることが可能となるのである。
【0044】
[第二実施形態]
次に、本発明の第二実施形態に係る渦流計測用センサについて、図9(a)及び(b)を用いて説明する。なお、本実施形態で説明する渦流計測用センサについて、既出の実施形態と共通する部分に関しては詳細な説明を省略するものとする。
【0045】
本実施形態に係る渦流計測用センサは、励磁部51aのうちフィレット部Fに対向しない部分(検出コイル61が配設されない部分)が磁性体であるケース52で被覆されている。具体的には図9(a)及び(b)に示す如く、励磁部51aにおいて、計測対象であるフィレット部F(アームA及びジャーナル部J)と対向しない面に、板筒状に形成した磁性体のケース52を被せて構成するのである。
【0046】
本実施形態においては上記の如く構成することにより、渦流計測の際に励磁部51aの周囲に発生する回転磁界がケース52を透過するため、前記第一実施形態と比較して励磁部51aに対向するフィレット部Fに磁束を集中させることが可能となる。即ち、励磁コイル51に加える交流電圧が同じでも、フィレット部Fに発生する渦電流を大きくすることが可能となるため、より高い検出精度で焼入れ深さ測定試験を行うことが可能となるのである。
【0047】
なお、ケース52は磁性体であれば良いため、鉄などを用いることが可能であるが、上記の如く磁束を集中させるという観点より、ケース52をフェライト、珪素鋼板やパーライトなどの強磁性体で形成することが望ましい。
【0048】
本実施形態(又は前記第一実施形態)に係る渦流計測用センサは、クランクシャフト以外の鋼材を計測対象とすることができる。具体的には例えば図10に示す如く、表面に凹凸があるために外径が大きく変化するシャフト部材Sを渦流計測することができる。この場合においても、渦流計測用センサの励磁部51aをシャフト部材Sの形状に沿わせて形成し、渦流計測用センサをシャフト部材Sの凹部に近接させて渦流計測することができる。これにより、渦流計測用センサと計測対象の距離であるリフトオフを小さくすることができるため、測定精度の低下を防止することが可能となるのである。
【符号の説明】
【0049】
41 演算部
51 励磁コイル
51a 励磁部
61 検出コイル
【特許請求の範囲】
【請求項1】
計測対象部品の計測部位に対して所定の交流励磁信号を印加するための励磁部と、印加された前記交流励磁信号によって前記計測部位に発生する検出信号を検出するための検出部と、前記検出信号を渦流計測値として算出するための演算部と、を具備する、渦流計測用センサであって、
前記励磁部は、前記計測部位と交差しない方向に向けた軸心を中心として巻回されたコイルの一部において、その外形形状が計測部位の形状と略同一となるように形成され、
前記検出部が前記計測部位に対向する姿勢で前記励磁部を前記計測部位に近接配置した状態で、前記コイルに交流励磁信号として交流電圧を加え、前記計測部位に磁界を発生させるとともに、該磁界により渦電流を生じさせ、該渦電流により発生した誘起電圧を検出信号として前記検出部で検出し、
前記演算部が前記検出信号を渦流計測値として算出し、該渦流計測値に基づいて計測対象部品における焼入れ深さの測定を行う、
ことを特徴とする、渦流計測用センサ。
【請求項2】
前記励磁部は、前記計測部位に対向しない部分が磁性体であるケースで被覆される、
ことを特徴とする、請求項1に記載の渦流計測用センサ。
【請求項3】
計測対象部品の計測部位に対して所定の交流励磁信号を印加するための励磁部と、印加された前記交流励磁信号によって前記計測部位に発生する検出信号を検出するための検出部と、前記検出信号を渦流計測値として算出するための演算部と、を具備し、前記励磁部は、前記計測部位と交差しない方向に向けた軸心を中心として巻回されたコイルの一部において、その外形形状が計測部位の形状と略同一となるように形成された渦流計測用センサを用いた渦流計測方法であって、
前記検出部が前記計測部位に対向する姿勢で前記励磁部を前記計測部位に近接配置した状態で、前記コイルに交流励磁信号として交流電圧を加え、前記計測部位に磁界を発生させるとともに、該磁界により渦電流を生じさせ、該渦電流により発生した誘起電圧を検出信号として前記検出部で検出し、前記演算部が前記検出信号を渦流計測値として算出し、該渦流計測値に基づいて計測対象部品における焼入れ深さの測定を行う、
ことを特徴とする、渦流計測方法。
【請求項4】
前記励磁部は、前記計測部位に対向しない部分が磁性体であるケースで被覆される、
ことを特徴とする、請求項3に記載の渦流計測方法。
【請求項1】
計測対象部品の計測部位に対して所定の交流励磁信号を印加するための励磁部と、印加された前記交流励磁信号によって前記計測部位に発生する検出信号を検出するための検出部と、前記検出信号を渦流計測値として算出するための演算部と、を具備する、渦流計測用センサであって、
前記励磁部は、前記計測部位と交差しない方向に向けた軸心を中心として巻回されたコイルの一部において、その外形形状が計測部位の形状と略同一となるように形成され、
前記検出部が前記計測部位に対向する姿勢で前記励磁部を前記計測部位に近接配置した状態で、前記コイルに交流励磁信号として交流電圧を加え、前記計測部位に磁界を発生させるとともに、該磁界により渦電流を生じさせ、該渦電流により発生した誘起電圧を検出信号として前記検出部で検出し、
前記演算部が前記検出信号を渦流計測値として算出し、該渦流計測値に基づいて計測対象部品における焼入れ深さの測定を行う、
ことを特徴とする、渦流計測用センサ。
【請求項2】
前記励磁部は、前記計測部位に対向しない部分が磁性体であるケースで被覆される、
ことを特徴とする、請求項1に記載の渦流計測用センサ。
【請求項3】
計測対象部品の計測部位に対して所定の交流励磁信号を印加するための励磁部と、印加された前記交流励磁信号によって前記計測部位に発生する検出信号を検出するための検出部と、前記検出信号を渦流計測値として算出するための演算部と、を具備し、前記励磁部は、前記計測部位と交差しない方向に向けた軸心を中心として巻回されたコイルの一部において、その外形形状が計測部位の形状と略同一となるように形成された渦流計測用センサを用いた渦流計測方法であって、
前記検出部が前記計測部位に対向する姿勢で前記励磁部を前記計測部位に近接配置した状態で、前記コイルに交流励磁信号として交流電圧を加え、前記計測部位に磁界を発生させるとともに、該磁界により渦電流を生じさせ、該渦電流により発生した誘起電圧を検出信号として前記検出部で検出し、前記演算部が前記検出信号を渦流計測値として算出し、該渦流計測値に基づいて計測対象部品における焼入れ深さの測定を行う、
ことを特徴とする、渦流計測方法。
【請求項4】
前記励磁部は、前記計測部位に対向しない部分が磁性体であるケースで被覆される、
ことを特徴とする、請求項3に記載の渦流計測方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】

【図8】
【図9】

【図10】
【図11】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−168011(P2012−168011A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−29020(P2011−29020)
【出願日】平成23年2月14日(2011.2.14)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成23年2月14日(2011.2.14)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]