
Fターム[2F069GG11]の内容
測定手段を特定しない測長装置 (16,435) | 測定方式 (4,762) | 直接測定 (274)
Fターム[2F069GG11]の下位に属するFターム
Fターム[2F069GG11]に分類される特許
61 - 80 / 200
水圧鉄管の厚み測定装置及びその厚み測定方法
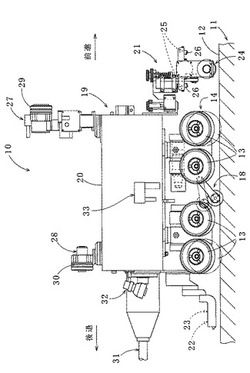
【課題】長さが長い水圧鉄管の厚み測定に適しており、その厚み測定を経済的かつ安全に行うことが可能な水圧鉄管の厚み測定装置及びその厚み測定方法を提供する。
【解決手段】水圧鉄管11の内面12に吸着する複数の車輪13及び走行距離計18を備えた台車14と、水圧鉄管11の塗膜厚み及び総厚みの測定に使用する各センサー22、23を備える計装部19とを有し、計装部19は台車14と分離可能になって、計装部19には更に、台車14の前方、後方、及び各センサー22、23を撮像するカメラ27、28、32と、水圧鉄管11の清掃手段21と、台車14の傾きを検知する角度センサーと、計装部19の送電及び信号通信を行うケーブル31と、その巻取手段42が設けられている。その測定方法は、上流側から下流側へかけて下方へ傾斜又は垂直に配置された水圧鉄管11の上流側に厚み測定装置10を配置した後、下流側へ向けて走行させる。
(もっと読む)
周長測定装置及び周長測定方法

【課題】 ローラ等に撓みが生じてもその撓みに影響されずに良好な測定精度を得られるようにした周長測定装置及び周長測定方法を提供する。
【解決手段】 周長測定装置(10)は、一方が駆動側となり他方が従動側となる一対のローラ(14、15)、前記駆動側ローラと従動側ローラとにリング状ワークを掛け渡した状態で前記駆動側ローラと従動側ローラとの間の対向距離を拡大して前記リング状ワークに所定の張力を付与する張力付与手段(27)、前記張力の付与方向への前記駆動側ローラの変位を検出する第1検出手段(18)、前記張力の付与方向への前記従動側ローラの変位を検出する第2検出手段(19)、前記第1及び第2検出手段の検出結果に基づいて前記リング状ワークの周長を演算する演算手段(22)を備える。
(もっと読む)
走査プローブ顕微鏡を用いた試料測定における測定条件設定方法
【課題】 走査プローブ顕微鏡を用いて、凹凸形状を有する試料(特に急峻なエッジを有する試料)を測定する際には、ユーザによる測定パラメータの設定により、測定形状に誤差が発生する場合がある。本発明は、ユーザの判断によって測定パラメータを設定することなく、容易に、適切な各測定パラメータを設定することができる手法を提供することを目的とする。
【解決手段】 本発明では、走査プローブ顕微鏡を用いた試料測定において、スキャン速度、フィードバックゲイン、接触力等の各測定パラメータを変化させて実際の測定対象を測定し、その測定形状から得られた特徴量を用いて適切な測定パラメータを設定する。
(もっと読む)
変位情報取得システム
【課題】対象物に異常が生じたことを確実に検出して、その異常の発生をいち早く報知することともに、一部の端末装置と本体装置との間で変位情報の送受信ができない状況が生じたときにも、他の端末装置から送信されるべき変位情報を本体装置に確実に送信できるようにする。
【解決手段】対象物Wの所定位置に配置されて、各所定位置における変位情報を取得する複数の端末装置B…と、本体装置Dとを無線通信回線網を介して接続されており、本体装置Dには、各端末装置Bから送信された変位情報に基づき、対象物Wの異常を判定する異常判定手段と、この異常判定手段により異常であると判定したときには、各端末装置B毎に異常を報知する異常報知手段とを設け、また、端末装置には、対象物Wの変位情報を取得する変位情報取得手段と、その変位情報を所定の時間間隔で本体装置に向けて送信する変位情報送信手段とを設けている。
(もっと読む)
操舵角検出装置
【課題】 フォークリフト等の荷役車両に適用されて操舵輪の操舵角を検出する際に用いられ、とりわけ芯ずれ吸収機能を有する操舵角検出装置に於て、製作が容易でコストの低減を図る事ができると共に、芯ずれを効果的に吸収でき、然も交換等が容易に行える様にする。
【解決手段】 支持部材2と、これに回転可能に設けられたキングピン3と、これに対向して支持部材2に取付けられた回転センサ4と、これの入力軸14に形成された係合部5と、キングピン3に着脱可能に取付けられて係合部5を両側から弾性挾持し得る板バネ挾持体6とで構成し、とりわけキングピン3に対して板バネ挾持体6を着脱可能に取付ける。
(もっと読む)
表面凹凸測定における異常測定値の検出方法
【課題】表面の凹凸測定における異常測定値の検出方法に関し、適正なしきい値の設定ができ、異常値のないデータに対して正常値を異常値としたり正常な測定値をゆがめたりすることがなく、異常値が密集して表れたときの検出も可能な方法を提供する。
【解決手段】測定面に多数の格子点P(i,j)と、格子点を中心とする近接領域と、判定レベルLとを設定し、各格子点P(i,j)とその近接領域内にある近接格子点P(i1,j1),P(i2,j2)・・・との間の高低差の絶対値の中央値を当該各格子点の偏倚値S(i,j)とし、当該偏倚値を全格子点について求め、ある偏倚値Sより偏倚値S(i,j)が小さい格子点の数と全格子点の数との割合がpであるときの前記ある偏倚値Sを確率偏倚値S(p)としてその確率偏倚値の変化率S(p)/S(p-a)が判定レベルLを越える偏倚値を有する格子点の測定値を異常値とする。
(もっと読む)
眼鏡枠形状測定装置の校正治具
【課題】 眼鏡枠形状測定装置の測定誤差の校正を三次元で実施できる眼鏡枠形状測定装置の校正治具を提供すること。
【解決手段】 眼鏡枠等の形状を測定する眼鏡枠形状測定装置の測定誤差を校正するために用いられる校正治具30であって、眼鏡枠形状測定装置の測定子がトレースするトレース溝が、眼鏡枠のリム2A、2Bの内周に形成されて眼鏡レンズのヤゲンを嵌合するための枠溝20であり、上記リムが、当該リムよりも剛性の高い枠体31に固定されて構成され、上記枠溝が半径方向の変位r、回転方向の変位θ及び高さ方向の変位zを有して構成されたものである。
(もっと読む)
表面形状測定機
【課題】 プローブの他端を鏡面として、鏡面の位置変化を干渉計で検出する表面形状測定機において、プローブの振れを簡単な構造で検出可能にする。
【解決手段】 ステージ7と、ステージの移動位置を検出する検出器9,11と、第3の軸方向に移動可能な移動台22と、移動台に対して第3の軸方向に移動可能に保持され、一端が被測定物の表面に接触し、他端に鏡面34を有するプローブ25と、プローブの鏡面と基準平面との距離を検出する距離検出器とを備える表面形状測定機において、鏡面に斜めに入射する平行ビームを出射するビーム源35,36と、反射ビームを分割するビーム分割手段38と、分割されたビームの一方が入射される第1のビーム位置検出器39と、他方が入射される集束手段40と、集束ビームが入射される第2のビーム位置検出器41と、第1及び第2のビーム位置検出器の検出信号から、鏡面34の傾斜を検出する演算回路とを備える。
(もっと読む)
シェル形外輪の形状測定装置およびシェル形外輪の軌道面の真直度および平行度の測定方法
【課題】 ころを安定して転動させることができるシェル形外輪の軌道面の真直度および平行度を測定する形状測定装置を提供する。
【解決手段】 シェル形外輪の形状測定装置は、内径穴35を有する基準リング32と、内径穴35に圧入されたシェル形外輪22の内径面26および基準リング32の外径面または内径面の母線形状を測定するプローブ部33と、プローブ部33を軸方向に走査して移動させるプローブ移動手段とを有する。
(もっと読む)
封緘部の糊付け検査方法及び装置
【課題】封筒におけるフラップの糊付けの良否を判定する検査方法及び装置において、封筒の種類を問わずにフラップの糊付不良部を直接検出できるようにすること
【解決手段】封筒の封緘部を内側にして円弧状に屈曲させて糊付不良部のフラップを浮き上らせ、その高さをセンサーによって検知する
【図面】図1
(もっと読む)
接触式プローブ
【課題】 接触式プローブによる形状測定において、測定物表面にゴミなどがあっても安定して走査可能なプローブを提供する。
【解決手段】 ハウジングに固定してプローブシャフトに力を加える事が可能な力発生手段を設け、ハウジングとプローブシャフトの間の変位や速度によってプローブシャフトに作用させる力を変化させる事で安定した走査を可能にする。すなわち、正常にトレースが行われている時は、弱いばね要素としての力をプローブシャフトに作用させ、ごみ等により跳ね上げられた時は、ばね要素の剛性を強める事で素早くプローブを測定面に戻すようにする。
(もっと読む)
多軸工作機械における旋回軸中心測定方法
【課題】正確な旋回軸中心を容易に測定可能であって、高精度な加工を実現させることのできる旋回軸中心測定方法を提供する。
【解決手段】まず、テーブル上の所定位置にマスター球25を設置するとともに、A軸の旋回軸中心をA(y0,z0)と仮定する。次に、テーブルをA軸周りに任意の旋回角度βだけ旋回させ、その傾斜状態(旋回角度β)においてマスター球25の中心C1(cy1,cz1)を求める。その後、さらにテーブルをA軸周りに所定角度αだけ旋回させて旋回角度γ(すなわち、γ=α+β)とし、その傾斜状態(旋回角度γ)においてマスター球25の中心C2(cy2,cz2)を求める。ここで、ベクトルAC1をα度回転させた直線がベクトルAC2となるため、旋回軸中心A(y0,z0)を演算により算出する。
(もっと読む)
集砂設備及び集砂方法
【課題】使用水量の低減が可能であって堆積物を集砂ピットにより効率的に収集できる集砂設備及び集砂方法を提供する。
【解決手段】集砂設備20による集砂方法は、沈砂槽10の底部11に配設された噴射ノズル31,41,51から噴射する圧力水によって底部11に堆積した堆積物gを集砂ピット12に収集する集砂方法である。この集砂方法は、噴射ノズル31,41,51と集砂ピット12との間の堆積物gの厚さを計測手段110Aによって計測する計測工程と、堆積物gの厚さに応じて噴射ノズル31,41,51からの圧力水の噴射を制御して集砂ピット12に堆積物gを収集する集砂工程と、を備える。
(もっと読む)
薄膜特性評価方法、薄膜特性評価装置、及び薄膜太陽電池
【課題】 薄膜の表面状態の特性を的確に評価することのできる薄膜特性評価装置及び薄膜特性評価方法を提供すること。
【解決手段】 複数の結晶を含む薄膜の表面において、前記複数の結晶の各々の頂点及び隣りの結晶との境界の位置を示す情報に基いて、前記各結晶の前記境界を前記薄膜の表面と平行であり且つ前記結晶の底面を含む平面である基準平面、に投影させて得られる図形の重心を求める重心計算部と、前記重心と前記頂点とを結ぶ重心−頂点直線が、前記重心を含み前記基準平面に垂直な直線である垂直線と成す角度である結晶傾斜角を算出する結晶傾斜角計算部と、を具備する。
(もっと読む)
キャップ付ボトル缶の測定方法及び測定装置
【課題】 測定対象を同一基準の下でより短時間で測定することができるキャップ付ボトル缶の測定方法及び測定装置を提供すること。
【解決手段】 金属製のボトル缶にキャップが被着、ネジ成形され、キャップが天面部の周縁に形成された段差部とキャップネジ部とを有するキャップ付ボトル缶2の測定方法において、缶軸Oと交差する平面内で、キャップネジ部の輪郭線を取得することで、キャップネジ部のネジ深さを測定し、段差部に脚部52の下端部内面を接触させると共に天面部に測定子53を接触させることで、段差部の天面部に対する深さを測定する。
(もっと読む)
形状測定機
【課題】 被測定物の頂点位置を高精度かつ容易に検出することができる形状測定機を提供すること。
【解決手段】 被測定物Wの表面に触針センサ13を接触させた状態で、前記被測定物Wと前記触針センサ13とを相対的に走査させ、この走査の間の前記被測定物Wの測定したい高さ方向における前記触針センサ13の変位量により前記被測定物Wの表面形状を測定する形状測定機1であって、前記触針センサ13の前記高さ方向の変位量を測定する変位量測定手段と、この変位量測定手段からの出力信号に基づいてリサージュ波形を生成するリサージュ波形生成手段と、を備えることを特徴とする。
(もっと読む)
歯車の伝達誤差測定装置
【課題】測定精度を向上することができる歯車の伝達誤差測定装置を提供する。
【解決手段】駆動歯車1Aの駆動軸2Aに当接するローラ3Aaの回転に応じて駆動側パルス信号を生成する駆動側回転検出器3Aと、従動歯車1Bの従動軸2Bに当接するローラ3Baの回転に応じて従動側パルス信号を生成する従動側回転検出器3Bと、駆動側パルス信号及び従動側パルス信号の経時データを記憶する信号バッファ7A,7Bと、駆動歯車1A及び従動歯車1Bの例えば1回転にそれぞれ対応した駆動側基準パルス信号及び従動側基準パルス信号を生成する駆動側基準回転検出器5A及び従動側基準回転検出器5Bと、駆動側パルス信号及び従動側パルス信号における1パルス当たりの回転角を演算し、これに基づいて駆動歯車1A及び従動歯車1Bの回転角の経時変化を演算し、駆動歯車1Aと従動歯車1Bの伝達誤差の経時変化を演算する演算装置10とを備える。
(もっと読む)
カンチレバーセンサを利用するターゲット物質の検出方法及び検出装置
【課題】 ターゲット物質相互間の斥力による影響を回避して、カンチレバーの表面上にターゲット物質認識物質との結合を介して、付着するターゲット物質の面密度をより高めることが可能であり、その荷重によって、カンチレバーの共振周波数の変化量をより大きくでき、高い検出感度でターゲット物質の検出を可能とする検出方法の提供。
【解決手段】 外力を加えて、予め撓んだ状態とした上で、カンチレバーとターゲット物質と接触させると、ターゲット物質同士の斥力が小さい状態で、ターゲット物質認識物質との結合を介して、ターゲット物質の付着がなされ、その後、カンチレバーを撓ませていた外力を取り除き、カンチレバーの共振周波数の変化量を測定すると、より高い検出感度、また、より簡易な手順でターゲット物質の検出が可能となる。
(もっと読む)
非接触計測データの解析システム
【課題】 物体の三次元形状に関する非接触計測データと設計データとを比較して、その誤差値を数値化するようにした非接触計測データの解析システムを提供する。
【解決手段】 管理部位としてボルト13a又はナット13bの計測の際に、計測部が、寸法管理された円柱部16a,17aを有する計測治具16,17をボルト又はナットに取り付けて、計測治具の輪郭を含めた点群データを作成し、比較部が、点群データから抽出した計測治具の外接円16c,17cに基づいて外接円の中心と面角度を算出し、算出した外接円の中心と面角度と既知の円柱部部の寸法に基づいてボルト又はナットの中心座標を算出し、さらに中心座標と対応する基準点データとを比較して誤差を計算する。
(もっと読む)
3次元測定システム
【課題】3次元測定器を用いた測定対象物の測定において、3次元測定器によって測定可能な部位とそうでない部位との判別をオペレータにではなく自動的に行わせることにより、測定に要する時間および労力を削減すること。
【解決手段】測定対象物Qの3次元形状を非接触で測定する3次元測定システム1であって、測定対象物Qの配置情報を取得する手段21と、測定対象物Qの設計形状情報を取得する手段22と、1つまたは複数の3次元測定器についての仕様情報を取得する手段24と、取得された配置情報、設計形状情報、および仕様情報に基づいて、測定対象物Qの表面形状について3次元測定器による測定可能部位を判別する判別手段26と、判別した測定可能部位を出力する出力手段27,28,12と、を有する。
(もっと読む)
61 - 80 / 200
[ Back to top ]