
Fターム[3C058AA16]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(工具) (12,061) | 工具の駆動機構 (533)
Fターム[3C058AA16]に分類される特許
81 - 100 / 533
ワイヤソー
【課題】ワイヤソーにおけるワイヤの脱線を防止して断線を防止すると共に、溝ローラの磨耗を低減する。
【解決手段】溝ローラ7a、7b間にワイヤ4を多列に巻き掛けて形成されたワイヤ列に加工物25を押し付けて、前記ワイヤ4を一方向走行又は往復走行させることにより、前記加工物25を多数枚の薄板に切断するワイヤソーにおいて、少なくとも一方の溝ローラ7bを他の溝ローラ7aよりも摩擦係数が低い金属製ローラとする。また、溝ローラ7a、7bの溝形状を逆台形状にし、溝ローラ7bの回転速度を溝ローラ7aよりも僅かに速くする。
(もっと読む)
半導体ウエハの研磨方法及び半導体ウエハ研磨装置

【課題】作業負担を増加させることなく、上下の回転定盤によりキャリアに保持された半導体ウエハの両面を研磨する際の、研磨の進行状況を正確に推定できる半導体ウエハの研磨方法及び半導体ウエハ研磨装置を提供する。
【解決手段】上下の回転定盤2、3によりキャリア6aに保持されたウエハWを挟持し、該上下の回転定盤2、3を回転動作させることにより、ウエハWの両面を同時研磨する研磨装置1を用いたウエハ研磨方法であって、ウエハWの両面を同時研磨している際の、研磨装置1の定盤負荷電流値をモニタし、前記モニタした定盤負荷電流値を用いて一定時間内における定盤負荷電流値の標準偏差を基準時間毎に算出し、前記標準偏差の時間当たりの変化パターンが所定関係を満足したときに、研磨の終了時点であると推定する。
(もっと読む)
バレル研磨装置および方法
【課題】研磨対象であるワークを研磨媒体に埋没させることなく、ワークの外周部のみを規定量研磨することができるバレル研磨装置および方法を提供する。
【解決手段】研磨対象となるワーク1と、研磨媒体2と、研磨媒体収容槽3と、ワーク支持部とを備え、研磨媒体収容槽3は、その内部空間に円周面を含み、円周面の少なくとも一部の周面全体に研磨媒体2を分布させるように、研磨媒体収容槽3を円周面の円周方向に回転させる槽回転駆動機構をさらに備える。
(もっと読む)
バリ取り方法及びバリ取り用衝撃波発生装置
【課題】バリを良好に除去することができるバリ取り方法を提供する。
【解決手段】バリ取り方法は、ワーク10に形成した第1穴11に対し、第2穴12を交差して連通して形成し、第2穴12の第1穴11への開口部12Aの周囲に形成されたバリ13を除去する。ワーク10の表面に形成された第1穴11の開口端部11Aを薄膜により封鎖する封鎖工程と、薄膜20を介して封鎖した第1穴11の開口端部11Aに対向する位置に処理液30を配置する待機工程と、処理液30に衝撃波を発生させる衝撃波発生工程と、衝撃波が薄膜20を破断して処理液30が第1穴内11に充満しながら高速で流入してバリ13に衝突することにより、このバリ13を折り取り除去する除去工程とを有している。
(もっと読む)
固定砥粒ワイヤーソー装置
【課題】従来の固定砥粒ワイヤーソー装置においては、高速走行している固定砥粒ワイヤーに向けて高圧流体や超音波振動を与えた流体を噴射する噴射手段を設け、ワイヤー表面に詰まったスラッジ等を吹き飛ばす技術や、高速走行するワイヤー列に空気あるいは加工液を介して超音波振動を付加する装置があるが、いずれも十分な洗浄効果が得られないという問題がある。
【解決手段】固定砥粒ワイヤーの走行路中に超音波振動発生装置を配置し、その超音波振動発生装置に設けた印加子を、走行する固定砥粒ワイヤーに接触させて超音波振動を固定砥粒ワイヤーに直接印加させるようにしたことを特徴とする。
(もっと読む)
内径面加工方法、内径面加工用ツールおよび内径面加工装置
【課題】砥石部の径方向への拡幅振動により、ワークの被加工穴内径面についての高い加工能率化を実現することができる内径面加工技術を提供する。
【解決手段】ツール本体30と、このツール本体30の一部に設けられ、軸方向振動により径方向へ拡幅振動する構造を有する砥石加工部31と、ツール本体30に軸方向振動を与える超音波振動子32とを備えてなり、超音波振動子32によりツール本体30に軸方向振動が与えられると、この軸方向振動により砥石加工部31が径方向へ拡幅振動して、ワークの被加工穴内径面に対して径方向振動を伴った加工を行う。これにより、ホーニング加工等の内径面加工における加工効率を向上させることができる。
(もっと読む)
基板加工方法および基板加工装置
【課題】積層した多数枚のガラス基板をずれないように保持して精度良く切削加工などの加工を各ガラス基板に同時に施すことのできるガラス基板加工方法を提案すること。
【解決手段】本発明のガラス基板加工方法では、加工対象の複数枚のガラス基板3を、液体を含浸させて湿潤状態の液体吸収性シート31を挟み、厚さ方向に重ね合わせて基板積層体4を形成し、これを厚さ方向の両側からクランプ機構5によってクランプし、クランプ状態の基板積層体4に、走行状態の1本のワイヤー2を押し付けてガラス基板に対して同時に同一の切削加工を施す。湿潤状態の液体吸収性シートを挟んだ状態で多数枚のガラス基板3がクランプされるので、ガラス基板間の密着力が高く、加工時におけるガラス基板のずれを防止でき、加工精度を高めることができる。
(もっと読む)
樹脂成形品のパートライン研磨装置及びその研磨方法
【課題】パートラインが様々な形状からなる樹脂成形品の何れも研磨処理することができ、かつ迅速に研磨する。
【解決手段】樹脂成形品Wのパートライン52のばり又は段差を研磨する、略垂直方向に回転するように配置した無端ベルト状の研磨ベルト1と、研磨ベルト1の一部を裏面から押圧して、研磨ベルト1の傾斜面の傾斜角度を可変可能に形成するために、研磨ベルト1を裏面に設けた可動自在になるベルト押圧用プーリ21と、仕上研磨をするための、研磨ベルト1よりヤスリ目が細かく、かつその硬さも柔らかい、板状の研磨板2と、樹脂成形品Wを、パートライン52が略水平方向になるように着脱自在に担持するワーク保持具3と、から成る。
(もっと読む)
基板研磨方法及びその装置
【課題】円形状基板を保持回転機構により保持して回転させ、テープ移送機構により研磨テープを間欠的又は連続的に移送させ、圧接機構によりテープ研磨機構の迂回研磨部と円孔の内周端面とを圧接し、研磨部揺動機構により迂回研磨部を円孔の内周端面に対向する方向に間欠的又は連続的に揺動運動させて研磨することにより円孔の内周端面をC面又はR面に研磨することができる。
【解決手段】研磨テープTを間欠的又は連続的に移送させるテープ移送機構Cと、迂回案内部C3により側方に迂回案内された研磨テープの側方迂回部分T3を円孔Qの内周端面Mを研磨可能な迂回研磨部Kとするテープ研磨機構Dと、迂回研磨部を円孔の内周端面に対向する方向に間欠的又は連続的に揺動運動させて迂回研磨部により円孔の内周端面をC面又はR面に研磨するための研磨部揺動機構Fとを備えてなる。
(もっと読む)
超音波加工方法およびその装置
【課題】加工開始時から高い加工速度で安定した加工を行うことができる超音波加工方法を提供する。
【解決手段】超音波振動が付与された工具を前進させて工具の先端部により被加工物の加工が開始され(T1)、工具の先端部が被加工物の表面から所定の微小深さD1にまで到達すると(T2)、工具が所定の後退量D2だけ後退して工具の先端部が被加工物の表面から離れ(T3)、次に、工具が所定の前進量D3だけ前進して被加工物の加工が進行し(T4)、以降、工具の先端部が被加工物の表面から予定していた加工深さに到達するまで、所定の後退量D2の後退と所定の前進量D3の前進が繰り返される。
(もっと読む)
研削装置
【課題】コンパクト且つ経済的な構成で、突起部位を高精度に研削することを可能にする。
【解決手段】研削装置10は、ワークWの溶接ビードWbに研削用無端ベルト12を押し付けて周回走行させることにより、前記溶接ビードWbを研削する。この研削装置10は、研削用無端ベルト12の内周面に溶接ビードWbへの押し付け位置に対向して配置される押圧ブロック28を備える。押圧ブロック28は、研削用無端ベルト12の内周面を押圧する端面形状が四角形状に設定されている。
(もっと読む)
板状部材研磨装置
【課題】板状部材と研磨ベルトとの押圧面を均一に接触させて、均一平面に仕上げると共に、押圧や研磨ベルトの駆動速度の加減速度の調整を容易として最適な研磨条件で板状部材を効率的に研磨できる板状部材研磨装置を提供する。
【解決手段】圧接部材7を研磨ベルト1の駆動方向と直交する方向に揺動自在とする簡単な追従機構とすると共に圧接部材降下用電動シリンダー35の圧接力は電流比制御を行い常に均一に調整し、研磨ベルト1を安定して連続的に駆動しながら被研磨材50を上載する保持台40を往復動させることで被研磨材50表面の平滑化及び表面の仕上げを良好なものとする研磨を行うことができるオープンリール式のベルト研磨装置である。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削効率を向上させる。
【解決手段】金属リング研削装置において、加工ヘッド220に研削ブラシ410を取り付けるための一端が開放した円筒状の内壁を有する取付け部214を設け、研削ブラシの結束部材412は、取付け部への嵌合に適した径を有する円柱状の嵌合部412bを結束部材の結束部412aの端面上において結束部と同軸上に有するものとし、加工ヘッドへの研削ブラシの取付けは、その結束部材の嵌合部を加工ヘッドの取付け部に嵌合させて行うようにし、結束部材の結束部の内径を結束部材の嵌合部の外径よりも大きくする。
(もっと読む)
研磨装置
【課題】管状の研磨工具を回転させ、被加工物に圧接して研磨液を吐出しながら研磨する研磨装置において、吐出する研磨液の圧力が変化して研磨除去量が不正確となるのを防ぐ。
【解決手段】研磨液を吐出しながら被加工物20を研磨する管状の研磨工具1は、隙間9をもってハウジング10の穴に嵌挿され、回転モーター5によって回転駆動される。研磨液は、ハウジング10の穴と研磨工具1の間の隙間9に供給され、管状穴7を介して被加工部21に吐出される。ハウジング10の穴の側面に設けられた溝である研磨液調整部位11aは、研磨液調整圧力計18を有する流路を経て研磨液調整ポンプ16に接続され、隙間9に満たされた研磨液の圧力を一定に保つ。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削ブラシの偏磨耗を防止する。
【解決手段】金属リング研削装置において、加工ヘッド200により各研削ブラシ211を回転自在に保持し、各研削ブラシに、アイドルギア213aと固定ギア213bとを設け、各研削ブラシを、これらのギアの配置順が異なる第1及び第2の研削ブラシの2種類とし、第1及び第2の研削ブラシを交互に配置し、各第1研削ブラシのアイドルギアが、隣接する第2研削ブラシの固定ギアと噛み合い、各第1研削ブラシの固定ギアが、隣接する第2研削ブラシのアイドルギアと噛み合うようにする。
(もっと読む)
研磨装置、研磨パッドおよび研磨方法
【課題】効率良く基板を研磨する研磨装置を提供すること。
【解決手段】研磨装置が、研磨パッドと、ターンテーブルと、供給ノズルと、振動供給部と、壁面部と、を備えている。研磨パッドは、被加工基板の被研磨面が押し当てられて前記被研磨面の化学的機械的研磨を行う。ターンテーブルは、前記研磨パッドを載置する。供給ノズルは、前記研磨パッド上に研磨剤を滴下する。振動供給部は、前記研磨パッドに振動エネルギを与える。壁面部は、前記研磨パッドの外周部に立設され、前記研磨パッドの上面よりも高い高さの壁面で前記研磨パッドの側面を囲う。
(もっと読む)
超仕上げ装置
【課題】 砥石ホルダを高速でスムーズに上下方向に往復移動させることができる超仕上げ装置を提供する。
【解決手段】 駆動シャフト連動部材17側が第1偏心カム37に接当されると共にバランスシャフト連動部材18側が第2偏心カム38に接当されて、カム部材15の回転により砥石ホルダ43を上下方向に往復運動させるようにした超仕上げ装置であって、駆動シャフト7及び砥石ホルダ43を加算した重量とバランスシャフト8の重量とを均一化するように、駆動シャフト7が中空とされると共にバランスシャフト8が中実とされ、駆動シャフト連動部材17の第1偏心カム37への押圧力とバランスシャフト連動部材18の第2偏心カム38への押圧力が同等になるように、前記上バネ24の付勢力よりも下バネ23の付勢力が大に設定されている。
(もっと読む)
素地調整装置
【課題】高所作業となる鋼管やハンガーロープの素地調整を、人手に代わり極めて短時間で行うことができる素地調整装置を提供すること。
【解決手段】長尺体1に沿って移動自在に取り付けする移動基体2に、前記長尺体1に被嵌可能な被嵌体3を設けると共に、この被嵌体3は、長尺体1に被嵌したままこの長尺体1に沿って移動基体2に対し往復スライド移動自在に設け、この被嵌体3は、前記長尺体1が貫通する貫通被嵌部4に長尺体1の外周面に圧接する研磨体5を設け、前記移動基体2に、前記被嵌体3をこの移動基体2に対し前記長尺体1に沿って往復スライド駆動せしめる駆動装置6を設けて、この駆動装置6による被嵌体3の往復スライドにより前記研磨体5が長尺体1の外周面を往復研磨し得るように構成した素地調整装置。
(もっと読む)
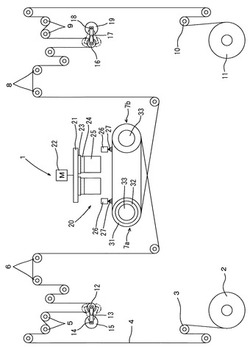
ワーク切断方法及びワイヤソー
【課題】ワイヤ駆動方向切換時の張力付与部材の急激な変位を抑制する。
【解決手段】第1リール9AからワイヤWを繰り出しながら当該ワイヤWの張力を繰出し側張力に上げる一方、このワイヤWの張力をこの張力よりも低い巻取り側張力に下げて第2リール9Bに巻取る前進駆動切断工程と、第2リール9Bからワイヤを繰り出しながら当該ワイヤWの張力を繰出し側張力まで上げる一方、このワイヤWの張力を巻取り側張力まで下げて第1リール9Aに巻取る後退駆動切断工程とを繰返し行う。その際、ワイヤ繰出し側では、第1リールをその周速度がガイドローラ24等の周速度よりも低くなる第1の回転速度で駆動し、巻取り側では、第2リールをその周速度が第1の回転速度で駆動される第1リールの周速度よりも低くなる第2の回転速度で駆動する。
(もっと読む)
研削加工装置及び研削加工方法
【課題】ハニカム構造の格子表面を破損することなく、ハニカム構造の格子内部を研削加工することが可能となる。
【解決手段】使用済みのハニカム構造型成形体10を固定ユニット30で固定し、集塵部60で気体を減圧吸引すると、混合室40で混合された研削材80を含む空気が貫通孔12の内部を高速の乱流に乗って、不規則な軌跡を描きながら貫通孔12を通過する。このとき、研削材80が貫通孔12の内壁面を研削加工し、付着物14を除去する。こうすることにより、使用済みのハニカム構造型成形体10の格子表面を破損することなく、貫通孔12の内壁面を研削加工することができる。
(もっと読む)
81 - 100 / 533
[ Back to top ]