
Fターム[3F081AA01]の内容
コンベア上の物品の姿勢制御 (7,432) | 物品 (965) | 定形物品 (957)
Fターム[3F081AA01]の下位に属するFターム
リング形状 (10)
円板状物品 (26)
円柱状物品 (100)
長尺物 (35)
板状物 (102)
球形 (8)
卵形 (12)
円錐形 (12)
カプセル形 (2)
コイル形(スプリング等) (1)
容器 (245)
電子部品(IC、ダイオード等) (46)
積層体 (15)
有頭物(ボルト、ビス等) (19)
ナット (6)
ボビン(管糸)
錠剤 (10)
C型鋼
原子燃料(ペレット)
たばこ (4)
自動車(ボディ、パネル等) (3)
台車、パレット (5)
瓦、タイル (1)
袋物(包装物) (61)
果実、野菜 (46)
加工食品(菓子、こんにゃく等) (48)
魚 (2)
Fターム[3F081AA01]に分類される特許
21 - 40 / 138
搬送装置
【課題】被搬送物を設定された複数の特定角度に切り換えることができる搬送装置を提供する。
【解決手段】回転自在に支承された被搬送物支持具12を設定された複数の特定ロック角度でロックするロック手段27とロック解除用被操作具29が設けられた搬送用走行体1の停止位置には、ロック解除用被操作具29に対して作用するロック解除操作手段40と被搬送物支持具12の回転駆動手段41とが併設され、回転駆動手段41は、被搬送物支持具12の回転軸心と平行な方向に出退移動自在な可動台43上に軸支された駆動用回転体44を備え、この駆動用回転体44には、その偏心位置から突設された駆動ピン45とセンサー46が設けられ、被搬送物支持具12側には、駆動ピン45が嵌合可能な駆動ピン嵌合部23と、この駆動ピン嵌合部23に駆動ピン45が嵌合する以前の駆動用回転体44の回転によりセンサー46が検出できる被検出部24が設けられた構成。
(もっと読む)
搬送体の姿勢判定装置、および姿勢判定方法

【課題】より簡単な構造で搬送体の姿勢を識別できる搬送体の姿勢判定装置を提供する。
【解決手段】搬送体1に電磁誘導方式のRFIDタグ3を装着する。搬送路に臨んで、タグリーダー4とタイミングセンサー5を配置する。タグリーダー4に、同じ周波数の通信波を送受する2個のアンテナ13・14と、アンテナ制御部を設ける。各アンテナ13・14の通信距離は大小に異ならせてある。タイミングセンサー5が搬送体1を検知したときの検知信号に基づき、通信距離が大きなアンテナから順に各アンテナ13・14を作動させる。各アンテナ13・14におけるRFIDタグ3の反射波の信号強度を信号判定部19で判定する。信号判定部19の判定結果の組み合わせを主制御部20で判定して、搬送体1の搬送姿勢が正常であるか否かを識別する。
(もっと読む)
ワークの切り出し装置
【課題】ワーク切り出し装置において、簡単な構成により、確実にワークを切り出すことができ、かつ、下流の次工程との連携を容易に実現できるものとする。
【解決手段】ワーク切り出し装置1は、コンベア2上の列状に存在する複数のワークW1〜W7(総称してワークW)からワークWを順次個別に次工程に供給するために、コンベア2上で先頭のワークを分離して切り出す装置であり、ワークWを載置すると共に駆動力によってワークWを移動させる駆動部を複数配設したコンベア2と、コンベア2の途中に配置され、コンベア2上のワークWの通過と停止とを切り替えるために開閉されるゲート4と、駆動部の駆動動作とゲート4の開閉動作とを制御する制御部5と、を備えている。制御部5は、ゲート4を開き、先頭のワークWの下の駆動部を駆動して先頭のワークWのみを前方に移動させ、ワークWがゲート4を通過した後にゲート4を閉じることによりワークWを切り出す。
(もっと読む)
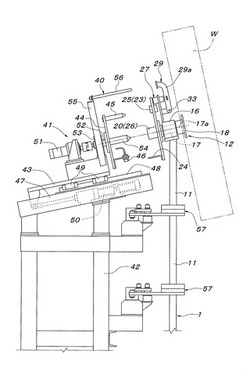
旋回装置及び搬送装置
【課題】重力の影響を利用して、ワークの進行方向を変化させるとともに、ワークの垂直方向の位置を変化させることを実現可能にする。
【解決手段】シリンダ72は、弾性体73により回転連結部材77を上方向に付勢する。シリンダ72は、飛出防止機構78により係止されたワーク61の自重により弾性体73の付勢力に抗して下動し、ワーク61の自重から解放された場合には弾性体73の付勢力により上動するように配設されている。シリンダ72には、下動又は上動時の旋回を案内するリード溝91が形成されている。ガイドピン74は、リード溝72に挿入された状態を維持することで、上動又は下動しているシリンダ72を旋回させる。
(もっと読む)
コンベア装置及び搬送装置
【課題】重力の影響を利用する複数のワークの断続的な搬送を安全かつ円滑にする。
【解決手段】コンベア装置23は、複数のコンベアロール41を連結し、傾斜して配設される連結部材42と、係止部材43と、複数の停止機構44と、を備えている。停止機構44は、係合ロール55と、ストッパロール56と、支持軸51を中心として回転するストッパロール支持アーム52及び係合ロール支持アーム53から構成されるリンク機構と、を備えている。ワーク61が係合されていない係合ロール55は、コンベアロール41の上方に配置され、ストッパロール56は、コンベアロール41の下方に配置される。そして、搬送されてきたワーク61が係合ロール55に係合された場合には、ワーク61の係合ロール55に対する押圧力によって、係合ロール55が下方に移動し、ストッパロール56は、コンベアロール41の上方に移動する。
(もっと読む)
ワークの搬送装置
【課題】ワークが相互に干渉することなく搬送順位通りに搬送でき、省電力化を図る。
【解決手段】ワークの搬送装置1は、第1のセンサ21が第1のワークW1を検知した場合に、第2の搬送コンベア12を駆動させて第2の搬送コンベア12へ第1のワークW1を搬送するとともに、その後第2のセンサ22が第1のワークW1を検知したとき、第1の搬送コンベア11および第2の搬送コンベア12を停止させるワーク投入ステップと、第1の搬送コンベア11を駆動させて第2のワークW2を搬送し、第1のセンサ21が第2のワークW2を検知した場合に、第2の搬送コンベア12を駆動させて第2の搬送コンベア12へ第2のワークW2を搬送して、第1のワークW1および第2のワークW2を所定の離隔量だけ離隔して第2の搬送コンベア12上に留置するピッチ送りステップと、を連続して実行する。
(もっと読む)
物品搬送装置
【課題】 物品にダメージを与えることなく高速搬送を行うこと
【解決手段】 複数の押送フィンガー14を備えたフィンガーコンベアである第1搬送装置11と、第1搬送装置に物品を供給する供給ベルトコンベア21と、を備える。第1搬送装置の搬送方向と、供給ベルトコンベアの搬送方向のなす角は鋭角とし、物品は、搬送面内で斜めに傾斜した姿勢で第1搬送装置へ供給される。供給ベルトコンベアの搬出側外側であって、第1搬送装置の搬送方向下流側に、第1搬送装置に向けてエアを噴射する噴射ノズル31を設け、その噴射ノズルから噴射されるエアは、押送フィンガー14で搬送途中の傾斜した姿勢の物品に当たり、搬送路13に向けて付勢することで、物品が回転して搬送路上に位置する。
(もっと読む)
ライン振り分け装置およびその方法
【課題】搬送物を搬送しつつ、これを振り分ける際に搬送物が転倒することを防止する。
【解決手段】一対の無端チェーン23の旋回駆動方向に沿って一定間隔で配され、長手方向両端部がこれら無端チェーン23に支持された複数本の案内杆25と、これら案内杆25の長手方向に沿って移動可能に案内杆25に支持され、ティシュカートン11をその搬入位置P1が設定された無端チェーン23の一方側から案内杆25の長手方向に沿って複数の搬出位置P2〜P4が設定された他方側へと移送するための複数のキャリア26と、これらキャリア26を搬入位置P1から所望の搬出位置へと導く振り分け機構とを具えた振り分け装置は、キャリア26に載置されたティシュカートン11の上面に近接または当接状態で対向し、無端チェーン23の旋回駆動速度に応じた速度で移動する保持面を有するベルトコンベヤーをさらに具える。
(もっと読む)
ロット等の制御搬送システム
【課題】ロット等の順序を守って製造物、半製品、商品等を搬送する制御搬送システムを提供する。
【解決手段】前工程から導入搬送ライン10で搬送されてきたワーク1が、ワーク1のID情報にロッド番号として発行して記憶させるロット番号発行制御装置を通過した後、分岐部5を経て複数の分岐搬送ライン11、12等に振り分けられて搬送され、合流部6でロット番号比較制御装置が、ロット順序が古いロット番号を先に流すように制御して、1本の搬出搬送ライン20で後工程に流すロット制御搬送システムにおいて、ワーク1のID情報にロット番号として発行する自然数には上限値が存在して、ロット番号が漸増して上限値に達したら、これまで発行した最小の自然数に戻ってロット番号を発行することを繰り返すことを特徴とする。
(もっと読む)
物品供給装置
【課題】包装機の入口部コンベアに、所定個数の包装対象物品を所定の集積形態に確実に集積し、個数不足包装が発生しないようにすることができる物品供給装置を提供する。
【解決手段】ピロー包装機1の入口部コンベア2に包装対象物品Wを包装時荷姿に積み上げる物品供給装置10は、一定速度で移動し、包装装対象物品Wを不定間隔で搬入する搬入コンベア20と、所定ピッチで配置された複数のバケット31を有し、上流側部分においてバケット31の1個1個に搬入コンベア20が搬入した包装対象物品Wを所定個数ずつ受け入れ、各バケット31が所定個数の包装対象物品Wを受け入れたことを条件として所定ピッチ分の走行を行うバケットコンベア30と、バケットコンベア30の下流側部分において、バケット31から包装対象物品Wをピッキングヘッド40で取り上げて入口部コンベア2に載置する三次元移動の移載ロボット50を備える。
(もっと読む)
制御グリッドを具えたローラベルト分別装置
物品(p)間でぶつかることなしに物品の質量流れを分別するための装置及び方法。この装置は、ベルト(28)の移動方向に対して横方向に選択的に回転可能な複数の物品支持ベルトローラ(30)を有する分別コンベヤ(20)有する。制御システム(30)は、コンベヤ(20)の搬送路に沿って形成される個々のグリッドセル(38)で選択的に回転する。制御システムは、流入する質量流れの画像を形成し、各パッケージに関する分別コンベヤに沿った経路を計算し、経路にしたがって各グリッドセルを通過するベルトローラ(30)を起動且つ停止させ、分別コンベヤ(20)から脇に離すよう物品(p)を規則的且つ迅速に振り分ける。 (もっと読む)
ワーク反転装置
【課題】ワークの向きを回転させる際にワークに加わるショックを低減させる。
【解決手段】ワーク反転装置において、ワーク9を受容して回動可能なワーク受容部51と、ワーク9を受容した状態のワーク受容部51の重心が回転中心より一方の側に位置するときワーク受容部51を下方から支持する第1のガイド部61と、重心が回転中心より他方の側に位置するときワーク受容部52を下方から支持する第2のガイド部62とが一体的に接続される、上下方向に移動可能なガイド手段6と、ガイド手段6を上方へ駆動することで第1のガイド部61によってワーク受容部51をワーク9とともに回動させ、ワーク受容部51がワーク9とともに自重によって横転して第2のガイド部62に当接した後、ガイド手段6を下方へ駆動することで第2のガイド部62に支持されるワーク受容部52をさらに回動させるガイド駆動手段とを備える。
(もっと読む)
中継装置
【課題】中継装置に設けられたシャッター板による物品の損傷を低減すること。
【解決手段】物品を第1装置から受け取って第2装置に供給する中継装置100は、第1装置からくる物品1を一時的に保持する保持室10と、保持室10の入口12に配置された入口シャッター20と、保持室10に保持された物品1を第2装置に送る搬送機構30とを備える。入口シャッター20は、第1位置P1とそれよりも高い第2位置P2とを通る傾斜面18において移動可能なシャッター板22と、シャッター板22を駆動する駆動機構24とを含む。シャッター板22は、入口12を閉じるときは駆動機構24によって第1位置P1から第2位置P2に向う方向に駆動され、入口12を開くときは駆動機構24によって第2位置P2から第1位置P1に向かう方向に駆動される。
(もっと読む)
物品揃え装置
【課題】 簡単な構造でもって、所定の形状からなる物品を確実に一定の向き(突出部が後)に揃えることができる物品揃え装置を提供すること
【解決手段】 上流側コンベア装置10と下流側コンベア装置20を直列に配置し、下流側の速度を速くした。搬送対象の物品30は、本体31の一端にノズル32を有し、そのノズルと反対側が湾曲部33となる形態である。移動中の物品の湾曲部が、両コンベア装置の搬送面に同時に接触するようにした。すると、ノズルが前の状態で上流側コンベア装置を移動する物品は、コンベア間を移動する際に、速度差により回転してノズルが後の状態になる。ノズルが後の状態で上流側コンベア装置を移動する物品は、上流側コンベア装置にノズルが当たり回転しない。
(もっと読む)
物品供給装置
【課題】包装機への物品送出タイミングに一時的遅れが発生する場合の物品搬送処理を良好に行う。
【解決手段】駆動モータ7により走行駆動される複数の搬送コンベヤ3のうち包装機に向けて物品9を供給するタイミングに遅れが生じた際に包装機と第一搬送コンベヤC0,C1とを停止させる。第一搬送コンベヤC0,C1より上流側に配設された第二搬送コンベヤC2〜C6のうち特定の搬送コンベヤC2,C3が物品9を受け入れる際に、特定の搬送コンベヤC2,C3の上流側に隣接する搬送コンベヤC4〜C6で搬送される物品9の検知に基づき、特定の搬送コンベヤC2,C3を物品略一つ分ずつ搬送するよう間欠的に走行駆動して物品9を貯留し、包装機が運転可能な状態となり、特定の搬送コンベヤC2,C3への物品貯留数が所定数を越える時に、第一搬送コンベヤC0,C1の走行を再開させて、物品9を第一搬送コンベヤC0,C1に向けて搬送する。
(もっと読む)
部品供給装置
【課題】互いに重なり合っている複数の部品を的確に分離して所定の搬送ラインへ一つずつ供給することができる部品供給装置を提供する。
【解決手段】部品を直線的に搬送する第1搬送路と、前記第1搬送路の搬送方向の先端部より該搬送方向の前方に位置する所定領域の下方を通過し、前記第1搬送路とは異なる方向に部品を搬送する第2搬送路と、前記第1搬送路の搬送方向の先端部の近傍に設けられ、前記第1搬送路が搬送する部品を検知する検知手段と、前記検知手段が検知した部品を前記第1搬送路の搬送方向の前方から吸着し、この吸着した部品を前記第1搬送路の搬送方向に沿って前記所定領域へ移送し、前記第2搬送路へ落下させる移送手段と、前記第1および第2搬送路、前記検知手段ならびに前記移送手段の動作を制御する制御手段と、を備える。
(もっと読む)
ゾーン分けされた集積コンベア
個別に制御可能なゾーンを備える集積コンベアが、集積した物品間の隙間を効率的に縮小するように制御されることができ、これは、それら隙間の縮小をもたらす状態の存在を判断し、必要に応じて制御ロジックを実行する制御ロジックによって達成される。集積コンベアは、フリーラン停止モードで制御され得る。集積コンベアは、詰まりを検出し取り除くように制御され得る。 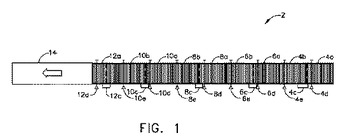 (もっと読む)
(もっと読む)
フォーマットされたトータルパッケージを形成するための方法及び装置
本発明は、コンベヤベルト上で搬送される、互いに当接し、同サイズの、特に食品によって形成された所定の数の個々の堆積物から成るフォーマットされたトータルパッケージを形成するための方法と装置とに関わる。第1のコンベヤベルト上の前記個々の堆積物は、緩衝ラインを形成し搬送方向で第1のコンベヤベルトに隣接している第2のコンベヤベルトに、互いに所定の間隔を空けて所定の速度VB1で供給される。前記個々の堆積物は、前記第2のコンベヤベルトの始まりの部分で、互いに当接した個々の堆積物から成る緩衝堆積物へと堆積され、これら緩衝堆積物は、前記第2のコンベヤベルト上で、VB1より低速の速度VB2で搬送される。前記第2のコンベヤベルトの一端部で、トータルパッケージが、送出用のコンベヤベルトによって、VB2より高速の速度VB4で、前記緩衝堆積物から分離される。前記個々の堆積物の堆積及び/もしくは分離の工程の間に搬送方向に移動される遷移部が、前記コンベヤベルト間に配置されている。 (もっと読む)
物品合流装置
【課題】合流のための物品同士の間隔開けと搬送タイミングのずらしを簡単な構成で行う。
【解決手段】物品合流装置1は、第一及び第二の物品列4A、4Bを搬送する送り側コンベア2と、送り側コンベアより高速で物品4を搬送する受け取り側コンベア3とを備えた。送り側コンベア2の下流側縁部と受け取り側コンベア3の上流側縁部を、進行方向に対して同一方向に傾斜して対向させる。送り側コンベア2で搬送される第一及び第二の物品列4A、4Bの並列する物品のうち、第一の物品列4Aの物品4が先に送り側コンベア2から受け取り側コンベア3に移動し、高速搬送するために物品同士の間隙が増大する。これに遅れて第二の物品列4Bの物品4が送り側コンベア2から受け取り側コンベア3に移動し、高速搬送することで第一の物品列4Aの間隙に位置する。合流ガイド12によって第二の物品列の物品4を第一の物品列の物品4の間隙に挿入させて合流させる。
(もっと読む)
搬送装置
【課題】機械による作業と作業者による作業を効率よく行う。
【解決手段】組立装置1は、内周部分に、組立装置1の上面を一周し、反時計方向に個別に駆動するベルト11〜17を備えている。チャック部23は、レール21やアーム22などによりXYZ方向に移動することができ、部品容器61や部品容器62に置かれた部品をチャッキングして、ピン31やピン33で位置決めされているワーク2に対して部品の組立作業を行う。ピン31で位置決めされ、チャック部23による機械作業で部品が組み立てられたワーク2は、ベルト13からベルト14に搬送され、ベルト14に蓄積される。組立装置1による機械的な作業と、作業者3による手作業は、サイクルが異なるが、これら工程が個別に動作するベルト13〜16によって分断されているため、同一のライン上で作業することができる。
(もっと読む)
21 - 40 / 138
[ Back to top ]