
Fターム[3F081FB02]の内容
コンベア上の物品の姿勢制御 (7,432) | 装置の運転制御 (229) | 可変速駆動制御 (52)
Fターム[3F081FB02]に分類される特許
1 - 20 / 52
物品搬送装置
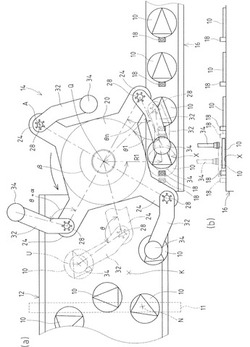
【課題】任意の間隔で搬送されてきた物品を高速で搬送する。
【解決手段】物品認識手段により得た情報に基づき、回転体20の回転中にアーム32を回動させて吸着予定の物品10に対向する吸着位置Uにおいて該物品10を吸着具34で吸着するに際して、上昇位置と下降位置との間の中途範囲において吸着予定の物品10)の斜め上方から前記吸着位置Uを含む下降位置付近に向けて該吸着具34を吸引しながら下降させ、該下降位置付近にて中途範囲よりも吸着具34を遅く下降させるようにアーム昇降モータを変速制御して、物品10を吸着する。
(もっと読む)
容器供給装置

【課題】上流の搬送コンベヤからその入口コンベヤを経由して前記容器処理機器へ容器を供給する容器供給装置において、入口コンベヤ上で容器処理機器に供給されつつある容器の密着量を所定量に維持しつつも、密着容器に変形或いは損傷を与えない。
【解決手段】上流の搬送コンベヤ7からその入口コンベヤ6を経由して容器処理機器5へ容器Bを供給する容器供給装置である。入口コンベヤ6上で容器処理機器5に供給されつつある容器B相互間の密着量を検知できる容器センサ9が設けられている。制御装置10は、容器センサ9によって検知した容器密着量に応じて搬送コンベヤ7の搬送速度(容器供給量)を制御する。
(もっと読む)
コンベヤ設備
【課題】本発明は、物品の搬送能力を高く保ち、仕分けをおこなえる間隔を確保できるコンベヤ設備を提供することを目的とする。
【解決手段】コンベヤ設備10は、物品12の搬送経路に沿って搬入用コンベヤ14、加速用コンベヤ16、搬出用コンベヤ18が並べられている。コンベヤ設備10は、物品12の大きさおよび間隔を測定する測定装置20、加速用コンベヤ16における物品12の位置を検出する検出装置22、および加速用コンベヤ16を制御する制御装置を備える。
(もっと読む)
搬送装置
【課題】耐久性の低下を可及的に招来することなく、被搬送物の搬送効率を向上することのできる搬送装置を提供する。
【解決手段】第1搬送経路R1上で移動する予め定められた載置目標場所に被搬送物Sを載置すべく、載置目標場所が3次元空間における予め定められた位置に到達するのと同期して、被搬送物Sを第1搬送経路R1と異なる第2搬送経路R2を介して前記予め定められた位置に搬送するための第2搬送部3と、第2搬送経路R2上の搬送出口ETに被搬送物Sが到達したことを検出する出口センサ16と、この検出時点における被搬送物Sの理想位置に対する実際位置の位置ずれ量を算出する走行距離検出処理部27と、被搬送物Sの検出時点から予め定められた搬送速度制御対象期間に、前記位置ずれ量に応じ、停止以外の速度範囲内で第2搬送部3の搬送速度を調整する搬送速度算出部28及び搬送制御部29とを備えた。
(もっと読む)
基板搬送装置
【課題】基板の搬送方向の曲がりを搬送しながら補正する基板搬送装置を提供する。
【解決手段】コロによって基板を搬送する基板搬送装置であって、載置された基板を搬送し、基準速度で回転するコロと、基準速度に対して加減速された速度で回転するコロで構成される複数の搬送コロと、前記搬送コロを備えた複数のコロ軸と、前記コロ軸を回転駆動させる駆動用モータと、搬送中の基板の曲がりを検知するセンサーと、前記センサーからの出力信号によって基板の曲がり度合いを検出する基板曲がり検出装置と、前記基板曲がり検出装置からの出力信号を得て、前記搬送コロの内、基準速度に対して加減速された速度で回転するコロの回転速度を調整するための調整用モータを制御する制御装置と、前記調整用モータの回転によってコロの回転速度を加減速させる差動装置を備え、基板の搬送中の曲がりを補正することを特徴とする基板搬送装置。
(もっと読む)
アキュムレーションコンベヤ
【課題】簡易な構成で、搬送物間の距離を好適に縮小して、アキュムレーション効率及び搬送効率を向上させる。
【解決手段】アキュムレーションコンベヤ10は、ゾーンZごとに設けられ、該ゾーンZを構成するキャリヤローラ18を回転駆動するモータ20と、ゾーンZごとに設けられ、搬送物Pの通過を検知するセンサ22と、センサ22により検知された隣り合う2つの搬送物の検知情報に基づいて、搬送物の間の距離に関する距離情報を推定し、その推定された距離情報が所定範囲内の場合に、上流側後方の搬送物が搬送されているゾーンZの搬送速度が、ゾーンZの下流側に隣接するゾーンZの搬送速度に対して相対的に速くなるように、ゾーンZのモータ20又はゾーンZのモータ20への制御入力を切り替える制御手段26と、を備える。
(もっと読む)
物品供給装置
【課題】高速包装処理時に前工程からの物品の供給に遅れが生じた場合、後工程の包装機への物品の供給タイミングに合わせて物品を移載できる装置を得る。
【解決手段】搬送コンベヤ5は前工程から搬送される物品を受入位置Aで区画部10に受け入れて排出位置Bまで搬送する。ロボット7は排出位置Bの区画部10から所定個数の物品を取り出す把持部16を有している。把持部16が搬送コンベヤ5から取り出した物品を、後工程の包装機3に接続した供給コンベヤ6に載置する。前工程から搬送される所定時間あたりの物品数に対する包装機3の処理能力の差によって、搬送コンベヤ5の受入位置Aから排出位置Bまでの区画部10に収容された物品の貯留量を変化させる際に、物品の貯留量を増加させる条件が満たされると包装機3の処理能力を低くし、物品の貯留量を減少させる条件が満たされると包装機3の処理能力を高くする。
(もっと読む)
郵便物自動送り出し装置
【課題】郵便物を途切れることなく一定の間隔で送り出すことにより処理速度を向上させる。
【解決手段】郵便物が搬送されてくる搬送経路の一通送り出し部50よりも上流側に設けられ、搬送経路上を搬送されてくる郵便物を一時蓄積して排出する複数のバッファフィーダ40a〜40cとを有し、バッファフィーダ40a〜40cのそれぞれは、バッファフィーダ40a〜40cに蓄積された郵便物の量を検知する量検知スイッチを有し、そのバッファフィーダ40a〜40cよりも郵便物の搬送方向下流側のバッファフィーダ40a〜40cの量検知スイッチにて検知された郵便物の量が一定となるように、そのバッファフィーダ40a〜40cに蓄積された郵便物を排出する。
(もっと読む)
整列装置
【課題】貯留部から汲上搬送した後の作物が下方に落下することを出来るだけ防ぐ整列装置を提供すること。
【解決手段】貯留部の作物を汲上搬送装置Bにより汲上搬送し、汲上搬送装置Bから排出される作物を整列搬送装置Cで受けて整列させながら搬送し、整列搬送装置Cから落下した作物を戻し部材64により貯留部Aに戻す整列装置において、汲上搬送装置Bの搬送始端側に落下する作物を受けて汲上搬送装置Bに戻す受け部74と汲上搬送装置Bの搬送終端側に作物を上方から押圧する押圧部材71と、受け部74と押圧部材71との間に作物が汲上搬送装置Bから落下することを防止する落下防止用紐部材72,73を設けた。
(もっと読む)
搬送位置決め装置及びラベル貼着装置
【課題】簡単な構造にて容易かつ効率的に対象物を回転及び搬送経路に従って搬送することが可能な搬送位置決め装置及びラベル貼着装置を提供する。
【解決手段】軸線周りに回転可能とされる対象物Wを搬送経路に従って搬送する搬送位置決め装置2であって、前記軸線が通過する軌跡に沿う接触部を有する第1周回ベルト31Aと、前記軌跡に沿う接触部を有し、前記軌跡を挟んで前記第1周回ベルト31Aと反対側に配置される第2周回ベルト32Aと、を含む回転方向調整部30と、回転方向調整部30に接続される制御部40とを備え、前記第1周回ベルト31Aと前記第2周回ベルト32Aは、前記対象物Wを挟むように構成され、前記制御部40は、前記第1周回ベルト31Aと前記第2周回ベルト32Aとを、相対速度差を設けて前進、停止、後退可能に構成されていることを特徴とする。
(もっと読む)
布類反転装置
【課題】ワーク即ち布類の先端と尾端が入れ替わってからでなくても、次の布類に対する反転作業を実行することができるようにする。
【解決手段】第1コンベアによって搬送される布類を第2コンベアへ反転させて乗せる装置について、第1コンベア11の端部と第2コンベア12の端部との間に間隔を設けて、かつ、第2コンベアが低位置となるように配置し、第1コンベアの端部から先端部分が垂れ下がって来る布類wを載せて一時溜めておくために、第1コンベアよりも低速で布類を搬送するストックコンベア14を第1及び第2コンベアの下部に配置し、第1コンベアの端部に下がっている、布類の尾端部分zを保持して第2コンベア上へ渡すために受け渡し機構15を第1コンベアの前方、かつ、第2コンベアの上部に配置する。
(もっと読む)
容器搬送装置
【課題】複数の単列コンベヤ6A、6B、6C、6D、6E、6F、6G、6Hを並列させた複列搬送手段6に容器2をアキュームする際に、衝撃が発生したり後方の容器から押し圧がかかることを防止する。
【解決手段】単列で容器を搬送する上流側コンベヤ4と前記複列搬送手段の間に上流側接続手段8を設け、上流側コンベヤといずれかの単列コンベヤとを選択的に接続する。複列搬送手段と単列で容器を搬送する下流側コンベヤ10の間に下流側接続手段12を設け。いずれか一つの単列コンベヤを下流側コンベヤに接続する。上流側接続手段と複列搬送手段を、その前後の搬送手段よりも低速で運転する。下流側コンベヤに設けた検知手段70が容器の滞留を検知したときに、上流側接続手段を切り換えるとともに、それまで容器を搬送していた単列コンベヤを停止させる。
(もっと読む)
物品搬送装置
【課題】グルーピングされる物品以外の圧力を受けずに、物品をグルーピングできる物品搬送装置の提供を目的とする。
【解決手段】複数列に配列され、かつ搬送方向に連続して供給されるペットボトルPBを搬送する供給部2と、供給部2で搬送されるペットボトルPBが順次移送され、所定個数のペットボトルPBの搬送方向の間隔を狭めるとともに、列と直交する方向である行方向に沿って各列のペットボトルPBを整列させるグルーピング部3とを備える。グルーピング部3は、一つのペットボトルPBを載せて搬送する、独立して速度調整が可能な複数の搬送台車LMでペットボトルPBを搬送するので、グルーピングされるペットボトルPBからの圧力さえ受けることなくペットボトルPBをグルーピングできる。
(もっと読む)
計量装置
【課題】コンベア速度が過剰に大きく設定されることに起因する計量精度の低下を回避し得る、計量装置を得る。
【解決手段】計量装置1は、物品Qを搬送する計量コンベア3と、計量コンベア3上を搬送されている物品Qの重量を計量する計量部5と、計量コンベア3に供給される複数の物品Q間の距離に関する物品間隔L2を検出する物品間隔検出部10と、過去の所定期間内に物品間隔検出部10によって取得された複数の物品間隔L2を記憶する記憶部12と、複数の物品間隔L2に基づいて、計量コンベア3に設定されている物品搬送速度V2の変更の可否を判定する判定部11と、判定部11によって変更可能と判定された場合に、物品搬送速度V2の変更の要否に関する案内を、検査能力に関する情報とともに提示する表示部7とを備える。
(もっと読む)
コンベア装置、並びに、コンベア制御装置
【課題】本発明は、搬送ライン上に載置された搬送物同士の間隔を確実に略一定に調整させて、効率的に搬送ができるコンベア装置を提供することを目的とした。
【解決手段】コンベア装置1は、計測手段を備え、搬送ラインに設けられた搬送物間調整領域Zには、駆動用モータの回転速度を可変とするモータ制御手段が備えられている。いずれかの搬送物検知手段Dの検知信号を受信して、計測手段により搬送方向に隣り合う搬送物同士の間隔あるいは搬送方向に隣り合う搬送物が搬送物検知手段Dを通過する時間差が計測されると、モータ制御手段により当該搬送物が載置されたゾーンの駆動用モータの回転速度を高速あるいは低速にさせる。
(もっと読む)
整列搬送装置
【課題】載置式の搬送コンベアで、平面形状が長方形や正方形の搬送物を、高速で精度よく所定の向きに整列できるようにすることである。
【解決手段】平面形状が長方形の搬送物Aを載置して搬送しながら方向転換する搬送コンベア1の下流側に、搬送物Aを載置して搬送しながら、搬送方向の左右で速度差を付与して搬送面内での向きを調整する向き調整コンベア2を連続させて接続し、向き調整コンベア2の上方に、搬送される搬送物Aを刻々撮像する2次元CCDカメラ3を配設し、2次元CCDカメラ3で刻々撮像される搬送物Aの所定の向きに対する傾きを検出して、検出された搬送物Aの傾きを小さくするように、向き調整コンベア2に左右での速度差を刻々付与し、搬送コンベア1から搬送されてくる搬送物Aを所定の向きに整列することにより、搬送物Aを高速で精度よく所定の向きに整列できるようにした。
(もっと読む)
知的製品供給システムおよび方法
【課題】知的製品供給システムを提供する。
【解決手段】知的製品供給システムは、複数の列として形成され各列が投入機構と送出機構の間の処理方向に沿って直列に配置された1以上の搬送モジュールを含む配列であって、搬送モジュールの少なくともいくつかが可変速度搬送モジュールであり、個々の可変速度搬送モジュールが、後続モジュールまたは送出機構へ製品を供給すべく先行モジュールまたは投入機構から製品を受け入れる第1端部から第2端部へ製品を搬送するモジュール搬送機構および製品搬送速度を制御すべくモジュール搬送機構に接続された速度制御要素を含む配列と、製品がどの経路を辿るかを記述する計画を作成し投入機構により配列へ不規則に配送された製品のグループを指定された製品構成に従い向きを揃えて同期的に送出機構へ搬送すべく列の少なくとも1個のモジュールを計画に従い動作させるべく速度制御要素と接続されたプランナとを含む。
(もっと読む)
位置決め装置および位置決め方法
【課題】物品の向きを精度良く所定の向きに修正することが可能な位置決め装置および位置決め方法を提供する。
【解決手段】位置決め装置に、容器1を挟持する第一ベルト127Lおよび第二ベルト127Rと、第一ベルト127Lを回転駆動する第一モータと、第二ベルト127Rを回転駆動する第二モータと、容器1の設定位置への到達を検出する位置検出センサと、回転位置に到達した容器1の周方向の回転位相が設定位相であることを検出する回転位相検出センサ160と、回転位置に容器1が到達しているときに第一ベルト127Lおよび第二ベルト127Rが等速かつ互いに逆方向に移動するように第一モータおよび第二モータを回転駆動させる制御装置と、を具備し、容器1を挟持する第一ベルト127Lおよび第二ベルト127Rが容器1の周面1aに沿って湾曲して張り出すことが可能な空間を形成した。
(もっと読む)
アキュームコンベヤの搬送方法および装置
【課題】ペットボトルなどの容器の側面の傷付き、つぶれ、転倒を発生させないアキュームコンベヤの搬送方法および装置を提供する。
【解決手段】アキュームコンベヤ3を上流側から順に入口部コンベヤ35、能力調整用コンベヤ36、アキューム本体コンベヤ37に三分割し、入口部コンベヤの搬送速度を供給コンベヤ2よりも遅くして、入口部コンベヤの中央部に供給されたびん1が次第に入口部コンベヤの幅方向に分散しつつ溜まるように搬送し、能力調整用コンベヤの搬送速度を入口部コンベヤよりも遅く、かつ入口部コンベヤから搬送されてくるびんを能力調整用コンベヤのガイド幅一杯に配列して搬送した場合のライン能力速度に相当する速度に設定して、アキュームコンベヤ上で供給コンベヤから搬送されてきたびんが能力調整用コンベヤの搬送速度に規制されてさらに分散しつつ溜まるように搬送する。
(もっと読む)
容器整列搬送装置
【課題】容器搬送の安定性および信頼性を向上させることができる容器整列搬送装置を提供する。
【解決手段】アキュームコンベアと、アキューム出口制御コンベア20と、ピッチ割りコンベア20aと、集合装置30と、単列コンベアと、アキューム出口制御コンベア20上を幅広且つ密集して搬送される容器50を、同一幅の比較的高速で搬送して容器50を引き取るピッチ割りコンベア20aと、当該搬送方向に間隔の空いた分散状態の容器50の広幅な流れに変成した上で、第1列目を最も低速で、第2列目を若干増速してあり、第3列目を更に増速するように、概ね順列に加速される多列平行コンベア30a〜30jを持ち、且つ、当該コンベア上に搬送幅を狭めるようにカーブして設けられた片側案内板35を備える集合装置30とを含む容器整列搬送装置を採用する。
(もっと読む)
1 - 20 / 52
[ Back to top ]