
Fターム[4D075AA09]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧 (3,578) | スプレー、噴射、吹き付け (1,397) | 静電界を使用 (290)
Fターム[4D075AA09]の下位に属するFターム
回転霧化頭 (63)
Fターム[4D075AA09]に分類される特許
61 - 80 / 227
粉体塗装装置およびその塗装方法
【課題】大きな塗装ブース全体の清掃を省き、作業員の負担を軽減すると共に、色替え時間を短縮することができ、また設備コストを低減することができる粉体塗装装置を提供する。
【解決手段】塗装ブース1に粉体塗料を噴霧する塗装ガン3を設置し、この塗装ブース1内の粉体塗料噴霧位置の下方と塗装ブース1外に移動可能に部分回収ホッパー2を設け、部分回収ホッパー2を塗装ブース内に設置した状態で部分回収ホッパー2に、オーバースプレー粉の吸引回収装置6を接続してオーバースプレー粉を回収し、部分回収ホッパー2によって回収した回収粉を塗装ガン3に供給して再利用しながら塗装作業を行い、色替えの際は、部分回収ホッパー2を塗装ブース1外に引き出して清掃するようにした。
(もっと読む)
自動車車体の塗装方法およびその装置

【課題】簡単な構成で自動車車体の外板面上に塗布された塗料のダストが、内板面の塗膜上に付着することに起因した美観の低下を効果的に防止する。
【解決手段】下地塗膜4が形成された自動車車体の内板面上に第1塗料を塗布して外観塗膜色を発色する第1塗膜5を形成する第1塗膜形成工程K1と、上記自動車車体の外板面2上に第2塗料を塗布して下地隠蔽性を有する第2塗膜6を形成する第2塗膜形成工程K2と、この第2塗膜6の形成後にその上に第3塗料を塗布して上記第2塗膜6よりも下地隠蔽性が低く、かつ当該第3塗膜7単独もしくは上記第2塗膜6とともに上記第1塗膜5と同色または近似色の外観塗膜色を発色する第3塗膜7を形成する第3塗膜形成工程K3とを備え、上記第2塗膜形成工程で第2塗料が内板面側に回り込むのを抑制しつつ第2塗料を外板面に塗布するように構成した自動車車体の塗装方法およびその装置。
(もっと読む)
改良されたロボット塗装装置及びその操作方法
ロボット塗装装置700は、塗布機708と、塗布機708と流体をやり取りする第1塗料計量装置728と、塗布機708と流体をやり取りする第2塗料計量装置734と、第1及び第2塗料計量装置728、734の少なくとも一方に所望の量の塗料を充填するために、第1及び第2塗料計量装置728、734の各々と流体をやり取りする塗料供給装置702と、を有し、第1及び第2塗料計量装置728、734の各々は、塗料供給装置702から静電的に絶縁され、色切替時間及び塗料の無駄が最小化され、塗装装置の洗浄作業が最適化されている。 (もっと読む)
表面実装型電子部品の表面保護膜形成方法
【課題】
占有スペースの少なく、かつ製造工数の少ない量産性に優れた方法において、複数の表面実装型電子部品を粉体塗装にて表面保護膜を形成することにより、粉体塗料を実装用端子面以外全てに付着させることができ、切断工程が不要な表面保護膜の形成方法を提供する。
【解決手段】
表面実装型電子部品を粉体塗装にて表面保護膜を形成するにあたって、表面実装型電子部品の実装用端子面を支持部材に当接させた状態で複数の表面実装型電子部品を配置させることで、塗装装置により粉体塗料を表面実装型電子部品の実装用端子面以外全てに付着させ、加熱にて表面実装型電子部品に付着した粉体塗料を定着させることを特徴とする表面実装型電子部品の表面保護膜形成方法。
(もっと読む)
粉体塗布装置および粉体塗布方法
【課題】被塗布物上に形成される塗布膜の,厚さの均一性が高い粉体塗布装置および粉体塗布方法を提供すること。
【解決手段】粉体塗布装置100は,被塗布物10とスクリーン電極1との間を開閉するシャッタ4を備える。そして,始めに,シャッタ4を閉じた状態で,ホッパ2からスクリーン電極1上に粉体21を供給する。そして,シャッタ4を閉じた状態で,スクリーン電極1を振動させる。これにより,粉体21は,被塗布物10に移動することなくスクリーン電極1上で均される。その後,スクリーン電極1と転写電極3との間に高電圧を印加して静電界を形成し,シャッタ4を開いた状態にする。そして,スクリーン電極1を再度振動させ,スクリーン電極1上の粉体を被塗布物10に塗布する。
(もっと読む)
粉体塗布装置および粉体塗布方法
【課題】被塗布物上に形成される塗布膜の,厚さの均一性が高い粉体塗布装置および粉体塗布方法を提供すること。
【解決手段】粉体塗布装置100は,被塗布物10とスクリーン電極1との間を開閉するシャッタ4を備える。そして,始めに,シャッタ4を閉じた状態で,ホッパ2からスクリーン電極1上に粉体21を供給する。そして,シャッタ4を閉じた状態で,ブラシ8を粉体層の表面に摺擦させる。これにより,粉体21は,被塗布物10に移動することなくスクリーン電極1上で均される。その後,スクリーン電極1と転写電極3との間に高電圧を印加して静電界を形成し,シャッタ4を開いた状態にする。そして,ブラシ8を再度粉体層に摺擦させ,スクリーン電極1上の粉体を被塗布物10に塗布する。
(もっと読む)
静電塗装プラント用監視法及び監視装置
本発明は、高電圧装置(4)により帯電された塗装剤で部品(3)を塗装する静電塗装プラント(1)のための監視法及び監視装置(6)に関する。監視法は、高電圧装置(4)の第1の動作変数(IB)を決定する工程、この第1の動作変数(IB)を制限値(IG)と比較する工程、及び、第1の動作変数(IB)と制限値(IG)との比較が静電塗装プラント(1)の異常を示す場合安全対策を開始する工程、を含む。これにより、制限値(IG)を動作モードに応じて柔軟に調節することが可能となる。 (もっと読む)
静電塗装方法
【課題】塗装面の平滑性をより向上できる静電塗装方法を提供すること。
【解決手段】静電塗装方法は、塗装ガン30を用いて、ボディ20を静電塗装する。この静電塗装方法は、塗装ガン30の回転霧化頭に塗料を供給しつつ、この回転霧化頭の回転数を変化させて、塗料粒子の粒径を変化させるとともに、塗膜のNV値が所定範囲内に収まるように、溶剤を塗料に添加する。これにより、ボディ20の被塗装面における塗料粒子の積層による凹凸を小さくできるうえに、被塗装面に塗着した塗料がレベリングする程度の流動性を確保できるので、従来に比べて、塗装面の平滑性をより向上できる。
(もっと読む)
静電塗装方法
【課題】被塗装面の平滑性をより向上できる静電塗装方法を提供すること。
【解決手段】静電塗装方法は、塗装ガン30を用いて、ボディ20を静電塗装する。この静電塗装方法は、塗装ガン30の回転霧化頭への塗料の供給量を変化させながら、この回転霧化頭の回転数を変化させて、塗料粒子の粒径を変化させるとともに、塗膜のNV値が所定範囲内に収まるように、溶剤を塗料に添加する。これにより、ボディ20の被塗装面における塗料粒子の積層による凹凸を小さくできるうえに、被塗装面に塗着した塗料がレベリングする程度の流動性を確保できるので、従来に比べて、塗装面の平滑性をより向上できる。
(もっと読む)
静電塗装方法
【課題】被塗装面の平滑性をより向上できる静電塗装方法を提供すること。
【解決手段】静電塗装方法は、塗装ガン30を用いて、ボディ20を静電塗装する。この静電塗装方法は、回転霧化頭を回転しつつ、塗装ガン30の回転霧化頭への塗料の供給量を変化さて、塗料粒子の粒径を変化させるとともに、塗膜のNV値が所定範囲内に収まるように、溶剤を塗料に添加する。これにより、ボディ20の被塗装面における塗料粒子の積層による凹凸を小さくできるうえに、被塗装面に塗着した塗料がレベリングする程度の流動性を確保できるので、従来に比べて、塗装面の平滑性をより向上できる。
(もっと読む)
静電霧化における帯電低減方法
【課題】霧化対象空間内の収納物や内面のような対象物が帯電し難くする。
【解決手段】霧化電極2側の電位を接地電位とするか、又は前記霧化電極2側の電位を対向電極3側の電位よりも接地電位に近い電位として、前記霧化電極2と前記対向電極3との間に高電圧を印加し、前記霧化電極2に供給された水を静電霧化する。電気力線による移動力に伴う慣性によって、帯電微粒子水を霧化対象空間に放出させる一方、前記静電霧化の際に発生したマイナスイオン又はプラスイオンを前記電気力線による移動力によって、前記対向電極3に付着させる。
(もっと読む)
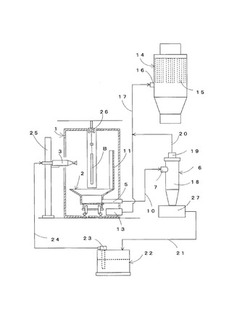
粉体塗装方法及びその装置
【課題】被塗布物に対して粉体塗料を効率よく塗着させるとともに、塗装ガンに対するメンテナンス頻度を低減する。
【解決手段】粉体塗装装置10は、内壁に保護材63が設けられた塗装ブース14と、該塗装ブース14を構成する側壁36、38及び天井壁40に設置された塗装ガン16a〜16eとを備える。塗装ガン16a〜16eのノズルチューブ66の終端は、側壁36、38及び天井壁40に形成された連通孔70に挿入され、この連通孔70を介して、搬送用エアに同伴された粉体塗料が塗装ブース14内に吐出・噴霧される。塗装ガン16a、16bにおける吐出パターンと塗装ガン16c、16dにおける吐出パターンとは互いに干渉し、且つ塗装ガン16eの吐出パターンは塗装ガン16a〜16dにおける吐出パターンに干渉する。この干渉によって粉体塗料の運動エネルギが相殺されることに伴い、該粉体塗料が静電作用下にワークW(被塗布物)に容易に引き寄せられるようになる。
(もっと読む)
被覆粉末の製造方法及び被覆粉末
本発明は、被覆粉末を製造する方法に関する。粉末状凝集体を含有する被覆粉末を製造する生産設備に対する損傷を回避するために、方法は、次の工程:結合剤を含む粉末状基本組成物を用意する工程及び少なくとも1つの粉末状凝集体を粉末状基本組成物と混合して、最終被覆粉末を製造する工程を含み、ここでは、混合の際に凝集体及び基本組成物の粉末状態が維持され、溶融抵抗性潤滑剤及び/又は硬質材料が凝集体として使用される。 (もっと読む)
低静電容量の容器を塗装するシステム及び方法
静電塗装作業のために容器Bを帯電させる装置及び方法は、静電塗装作業中に容器を支持する支持部材32を含み、該支持部材は、容器の表面と直接接触する非金属の導電性材料又は電気的に半導電性の部分を含む。電気的に半導電性の部分は、非金属、抵抗性又は低導電性の材料を含み、電気エネルギー源に結合されているため、容器は反対の極性に帯電されて、静電塗装作業によって生じる静電荷の蓄積を相殺又は低減する。 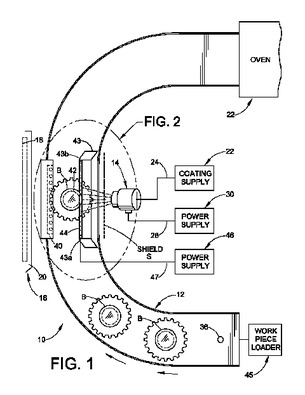 (もっと読む)
(もっと読む)
ガラスをコーティングする方法および装置
本発明は、少なくとも1つまたはそれ以上の液体原材料を使用してガラス(2)をコーティングするプロセスおよび装置に関する。液体原材料は、本質的にガラス方面の少なくとも一部上で反応し、コーティングをそこに形成する。液体原材料の少なくとも一部は、1つまたはそれ以上の2流体アトマイザで飛沫(17)に霧化される。1つまたはそれ以上の2流体アトマイザで使用されるガスの少なくとも一部は帯電させられ、飛沫(17)の少なくとも一部は、霧化の間またはその後に帯電させられる。本発明によれば、飛沫(17)は、別個に形成される電場内に形成される。 (もっと読む)
改良された付着性促進被膜を有するコード
本発明は、一緒に撚り合された多数のフィラメントを含むコード(20)に関する。コード(20)の周面は、付着性促進被膜(24)によって、少なくとも部分的に被覆されている。付着性促進被膜(24)は、シリコン基被膜、チタン基被膜、ジルコニウム基被膜、またはそれらの組合せからなる少なくとも第1の層を含む。さらに、本発明は、ポリマー材料内に埋設されたこのようなコード(20)を含む複合材料に関する。また、本発明は、このようなコード(20)を製造する方法に関する。  (もっと読む)
(もっと読む)
粉体塗料組成物、それを用いた塗膜および該塗膜の製造方法
【課題】 金属製部材に対する塗膜の密着性の向上、塗装品の耐食性の向上および金属製部材の塗装前下地処理の簡略化などを図ることができる粉体塗料組成物およびそれを用いた塗膜を提供する
を提供する。
【解決手段】 金属製部材に静電塗付される粉体塗料であって、(A)熱可塑性樹脂粉体と、(B)前記(A)粉体よりも静電塗付時の荷電量が小さい熱硬化型樹脂粉体との乾式混合物を含む粉体塗料組成物、および金属製部材表面に、前記粉体塗料組成物が静電塗付されてなる塗膜であって、該塗膜は金属製部材の表面側の第1層と、その上の第2層とからなり、かつ前記第1層が、熱可塑性樹脂を主体とする層であり、第2層が、熱硬化型樹脂の硬化物を主体とする層であることを特徴とする、塗膜である。
(もっと読む)
ナノファイバー構造体およびその製造方法
【課題】機械的特性を向上させたナノファイバー構造体およびその製造方法を提供する。
【解決手段】ナノファイバー構造体の製造方法は、ジェットESD法を用いて試料溶液を静電噴霧し、ナノファイバーを作成して、基材上にナノファイバーを含むナノファイバー構造体を製造するステップと、前記試料溶液をジェットESD法で静電噴霧するときに、ナノファイバー構造体の物性を調整するために、静電噴霧の条件を調整することによって、ナノファイバーの少なくとも一部と、ナノファイバーの他の少なくとも一部と、或いは基体の少なくとも一部との間を連結する、ナノファイバーと同じ材料からなる連結部分の物理量を制御する、静電噴霧条件制御ステップと、を同時に実施する。
(もっと読む)
プライマーサーフェイサー代替物としての顔料不含塗膜を用いて色付与および/または効果付与するマルチコート仕上塗膜、その形成および使用
次の順序で重なり合って存在する、(A)少なくとも1つの顔料不含塗膜、(B)少なくとも1つの色付与および/または効果付与する塗膜、および(C)少なくとも1つの透明塗膜を含む、支持体上の色付与および/または効果付与するマルチコート仕上塗膜、該塗膜の形成方法および該塗膜の使用。 (もっと読む)
金型用粉体含有油性潤滑剤、これを用いた静電塗布方法、及び静電塗布装置
【課題】
高圧鋳造、重力鋳造、低圧鋳造及び鍛造に用いられる金型に塗布して、特に高温部位と高荷重下での焼付きを防止することができる油性潤滑剤、その油性潤滑剤を塗布する塗布方法、及び塗布するための塗布装置を提供することを目的とする。
【解決手段】
金型用粉体含有油性潤滑剤は、油からなる油性潤滑剤60〜99質量%、可溶化剤0.3〜30質量%、無機粉体0.3〜15質量%及び水7.5質量%以下からなり、金型へ静電塗布される。また、静電塗布方法は、前記金型用粉体含有油性潤滑剤を金型へ静電塗布する。さらには、静電塗布装置は、前記金型用粉体含有油性潤滑剤へ静電を付与する静電付与装置と、多軸ロボット上に設置された静電塗布ガンとを具備する。
(もっと読む)
61 - 80 / 227
[ Back to top ]