
Fターム[4E067BF00]の内容
圧接、拡散接合 (9,095) | 超音波溶接 (230)
Fターム[4E067BF00]の下位に属するFターム
Fターム[4E067BF00]に分類される特許
61 - 80 / 160
アモルファス金属・金属ガラス接合体
【課題】ΔT(=Tx−Tg)(Tx:結晶化温度、Tg:ガラス点)が小さい、アモルファス金属もしくは金属ガラスについて、接合面が結晶化していない接合体を提供する。
【解決手段】不規則な結晶構造を持つアモルファス金属を、熱的方法もしくは塑性変形を利用した方法で接合することにより得られたアモルファス金属接合体。特に、接合部分において析出したナノ結晶を有することが好ましい。また、アモルファス金属のうち広範囲な過冷却融体範囲と明確なガラス転移点を持つ金属ガラスが熱的方法もしくは塑性変形を利用したで方法で接合される。
(もっと読む)
半導体装置

【目的】従来の厚さのエミッタ銅箔およびコレクタ銅箔と従来の厚さの外部端子とをレーザ溶接で接合する半導体装置において、安定した強固な溶接部を有する半導体装置を提供すること。
【解決手段】外部端子11とコレクタ銅箔5および外部端子11とエミッタ銅箔6との間にそれぞれ金属板14を挟んでスポットレーザ溶接することによって、外部端子11の厚さより薄いコレクタ銅箔5およびエミッタ銅箔6を溶接部12が貫通することがなくなり、安定した強固な溶接部12を有する半導体装置とすることができる。
(もっと読む)
超音波溶着装置

【課題】溶着対象物を所望の強度で確実に接合できかつ溶着対象物の溶着状況を正確に判定できる超音波溶着装置を提供する。
【解決手段】 超音波溶着装置1は超音波溶着機4とレーザドップラ速度計5と制御装置6を備えている。超音波溶着機4は溶着対象物としてのFFCを挟むチップ9とアンビル10とを備えている。レーザドップラ速度計5はチップ9の速度を検出して制御装置6に向かって出力する。制御装置6は超音波溶着機4の圧電振動子に印加された電圧値と電流値に基づいてチップ9に加えられた仕事率を算出する。制御装置6は仕事率の変化率を算出する。制御装置6は仕事率の変化率が第1の所定の値以下となった後に第2の所定の値以上となるとチップ9の総変位量を算出しこの総変位量が第3の所定の値を超えると超音波溶着機4を停止する。制御装置6はチップ9の総変位量に基づいて溶着対象物としてのFFCの溶着状況の良否を判定する。
(もっと読む)
超音波接合の接合品質判別方法
【課題】接合ホーンの変位量の軌跡に基いて、ワークの接合品質を正確に判別することのできる超音波接合の接合品質判別方法を提供する。
【解決手段】重ね合わせたワーク5、6を接合ホーン2で加圧しつつ超音波振動を付与してワーク5、6を超音波接合する接合品質判別方法であって、接合ホーン2の変位量Lの軌跡が、所定の管理範囲Aを通過するか否かによって接合品質の良否を正確に判別している。
(もっと読む)
超音波溶着装置
【課題】飲料用パウチ等を製造するため、ホイル層を溶着するにあたり、溶着シームの品質を高めるための超音波溶着装置を提供する。
【解決手段】ソノトロード8とアンビル7とを備え、力を印可することによってホイル層を互いに溶着する超音波溶着装置を用いて、ソノトロード8の有効平面11とアンビル7の有効平面12との間に設けられている、収容間隙部6の中に位置しているホイル層を、重力Gの方向とは反対向きの力の印加の成分gが生成されるように、ソノトロード8とアンビル7とを配置して溶着する超音波溶着装置。
(もっと読む)
超音波接合装置およびその制御方法
【課題】ワークの接合品質を安定させることができ、接合チップ先端へのワーク母材の凝着を防止してワークの脱落や破損を防止することができる超音波接合装置を提供する。
【解決手段】超音波振動を与えるホーン20とアンビル10との間に2枚の板状ワーク41、42を挟んで加圧し、板状ワーク41、42の接触面に平行に超音波振動を加えることにより固相接合する超音波接合装置1であって、ホーン20にエアを流通させてホーン20を冷却するエア冷却手段31を内蔵した。
(もっと読む)
超音波接合検査装置、超音波接合検査方法、超音波接合装置、および超音波接合方法
【課題】電極タブに力を加えることなく超音波接合状態を検査することができる超音波接合検査装置を提供する。
【解決手段】超音波接合されたワーク900a,900bの温度分布を測定する温度測定手段200と、温度分布が測定されるワーク900a,900bの未接合領域と超音波接合領域との温度差を利用して、当該ワーク900a,900bの超音波接合領域を算出する算出手段300と、を有する。
(もっと読む)
超音波接合装置およびその制御方法、並びに超音波接合の接合検査装置およびその接合検査方法
【課題】代用特性でなく、製品の接触抵抗を直接測定でき、この接触抵抗に基づいて短時間で精度高く接合状態を判定し、その判定結果を振動制御部へフィードバックすることができる超音波接合装置を提供する。
【解決手段】超音波振動を与えるホーン30とアンビル20との間に2枚の被接合材を挟んで加圧し、被接合材の接触面に平行に超音波振動を加えて固相接合する超音波接合装置1であって、振動制御部70と接合検査部80とを有する制御装置60を備え、接合検査部80は、ホーン30とアンビル20間に電圧を印加する電圧印加部82と、ホーン30とアンビル20間の印加電圧を測定する電圧計83と、ホーン30とアンビル20間に流れる電流を測定する電流計84と、電圧計83および電流計84の各測定値から接触抵抗を算出して接合状態を判定する電気抵抗測定回路81と、を備えている。
(もっと読む)
回転超音波シール
本装置は、シール間隙(17)内のウェブに超音波エネルギーを送出するための細長いシール端面(16)に結合された超音波アクチュエータ(12)を有するソノトロード(10)と、円柱形の回転するアンビル(24)であって、該アンビルの外面に沿って長手方向に延在し半径方向の外面を有する少なくとも1つの隆起部(22)を有し、該隆起部がソノトロード(10)の端面(16)を通過するように回転する際に、ソノトロード(10)の端面(16)とアンビルの隆起部の半径方向の外面との間にシール間隙(17)が断続的に画成されるアンビル(24)とを備え、ソノトロード(10)の細長いシール端面(16)が略螺旋形の面を有し、円柱形のアンビル(24)の隆起部(22)がソノトロード(10)の端面(16)を通過するように回転する際に、シール間隙(17)が略螺旋形の面に沿って螺旋形に移動することを特徴とする。また、特許請求される装置を用いて、ウェブに横断方向のシールを設ける方法も提供される。  (もっと読む)
(もっと読む)
超音波接合装置
【課題】芯線の太さにかかわらず芯線切れの防止及び接合力の向上を図った超音波接合装置を提供する。
【解決手段】ホーン13には、振動子12より超音波振動が付与される。アンビル14が、ホーン13との間に複数の電線2の芯線4を挟んでこれら芯線4を互いに接合する。ホーン13のアンビル14と対向する端面には、芯線4の軸方向Y1に並べて設けられた断面三角形状の複数の突起13Aが設けられている。そして、その複数の突起13Aが、その高さが芯線4の軸方向Y1に沿って変化するように、設けられている
ことを特徴とする超音波接合装置
(もっと読む)
超音波接合強度の予測方法
【課題】超音波接合における接合強度がより正確に予測できるようにする。
【解決手段】常温より温度Tを加えた場合のバンプ材料の温度印加時降伏応力σyTを求める温度条件設定部101と、ヘッド振幅δ(μm)の超音波振動を与えた場合の超音波印加時降伏応力σyUSを求める超音波条件設定部102と、超音波接合により変形した後の接合バンプ高さhを求める変形バンプ高さ算出部103と、接合した状態におけるバンプの接合面積Sを求める接合面積算出部104と、接合面積S及び予め得られている降伏応力σy,常数φをもとに接合強度予測値fを求める接合強度予測部105とを備える。
(もっと読む)
超音波溶接装置並びに超音波溶接装置を備えた包装機械
本発明は、シート状の材料を溶接する超音波溶接装置であって、超音波ソノトローデ(3)とアンビル(3)と、該超音波ソノトローデ(3)とアンビル(2)との間における相対ポジションを調節するための調節装置(4)と、該調節装置(4)を介して超音波ソノトローデ(3)とアンビル(2)との間の作業間隙(16)の幅(X)を調整する制御装置(8)とが設けられており、アンビル(2)が超音波ソノトローデ(3)に対して支承装置(12)において可動に支承されており、調節装置(4)が、アンビル(2)に結合された第1のくさびエレメント(6)と第2のくさびエレメント(7)とアクチュエータ(5)とを有しており、超音波ソノトローデ(3)に対するアンビル(2)のポジションを変えるために、アクチュエータ(5)が第2のくさびエレメント(7)と結合されていて、該第2のくさびエレメント(7)が第1のくさびエレメント(6)に対して移動する。  (もっと読む)
(もっと読む)
超微細粒鋼板の超音波接合法
【課題】超微細粒組織の特性が大きく劣化することがなく、機械的強度ならびに靭性の高い接合継手が得られる、フエライトのような超微細粒組織を有する鋼板の拡散接合方法を提供する。
【解決手段】超微細粒組織を有する2枚以上の鋼板1A,1Bを、鋼板の接合される面の片側に少なくとも1〜5μm亜鉛メッキがほどこしたうえで、超音波周波数:10〜100kHz、超音波出力:1000〜10000Wおよび超音波付与時間:0.2〜1sの超音波を使用し、かつ加圧力:2〜3Kg/cm2で接合する。
(もっと読む)
超音波振動接合装置
【課題】超音波振動接合装置における保持部とヒータをホーンの構造が複雑にならないように配設することを目的とする。
【解決手段】超音波振動を発生する振動子9Aと、ホーン9Bと、このホーン9Bに備えられ接合対象物を保持する保持部3とを備える超音波実装ツール60と、ホーン9Bに形成されたヒータ挿通孔16A,16Bに通されるヒータ12A,12Bと、超音波実装ツール60を支持する支持部材11とを備え、保持部3に保持された接合対象物100を、被接合対象物102に押圧しながらホーン9Bを振動することにより、接合対象物100を被接合対象物102に接合する超音波振動接合装置1において、ヒータ挿通孔16A,16Bは、ホーン9Bの支持部材11により支持される位置と保持部3との間に形成する。
(もっと読む)
超音波接合方法
【課題】凝着した接合母材を接合部の接合品質に影響を与えることなく除去することを可能とする超音波接合方法を提供する。
【解決手段】重ね合わせた金属板を接合母材として超音波接合装置のチップとアンビルとの間に配置し、チップを下降させて接合母材を圧接して超音波接合した後、チップを上昇させて接合母材を取り外す超音波接合方法であって、超音波接合完了後、チップの上昇時に超音波を付与することを特徴とする。
(もっと読む)
超音波溶接の品質管理方法
本発明は、超音波溶接の品質管理方法に関連している。非常に鋭敏なプロセスの監視をするために、この方法においては、溶接プロセスの進行に対して調整される許容差範囲の生成と、溶接プロセスを促す測定値から生成されている許容差範囲の生成とがなされる。本発明によると、この方法は超音波溶接の品質管理のために提案されており、測定値許容差範囲は実行された複数の溶接プロセスの複数の測定値から決定されており、前記複数の測定値は、溶接プロセスに影響を与え、および/または溶接プロセスの品質を示す、少なくとも1つのパラメータに関連付けられている。その後に続くさらなる溶接プロセスの個別のパラメータに関連付けられている測定値は、測定値許容差範囲が、その形状または構成をさらなる溶接プロセスの平均値に対して変更されるように、品質を監視する間検討される。  (もっと読む)
(もっと読む)
振幅プロファイリングを使用する超音波溶接
超音波溶接装置は、溶接スタックに結合された電源を有する。溶接スタックは、ブースターによりホーンに結合された超音波振動子を有する。超音波溶接装置の溶接サイクルは、初期期間の間はホーンチップにおける溶接振幅は大きく、初期期間の後は溶接振幅が小さくなるように、振幅プロファイリングされる。  (もっと読む)
(もっと読む)
異種材料溶接のための構成および方法
異種材料の中間位置にアダプタを使用する、異種材料を溶接するための装置および方法が考察される。最も好ましいアダプタは、一体に溶接される異種材料と同一または類似の2つの異種材料から摩擦攪拌溶接により製造される。したがって、現場におけるアダプタを介する異種材料の結合は、現在採用できる従来の溶接方法に比べて大幅に簡略化される。 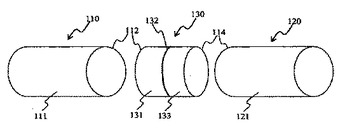 (もっと読む)
(もっと読む)
超音波接合方法及び装置
【課題】接合部位の表面状態に材料学的な外乱が生じた場合でも、適切なプロセス制御の実行によって、良好な接合を実現することが出来る超音波接合方法を提供する。
【解決手段】本発明に係る超音波接合方法は、ボンディングツールを用いて接合部材を被接合部材に圧接せしめると共に、該ボンディングツールに超音波振動を与え、その過程で、接合部材に対するボンディングツールの荷重と超音波出力を変化させることによって、接合部材を被接合部材に接合するものであって、ボンディングツールの荷重と超音波出力を変化させる際、ボンディングツール先端部の振動波形を計測して、その計測結果に基づいて、予め用意されている複数の荷重及び超音波出力の変化パターンの中から1つの変化パターンを選択し、実行する。
(もっと読む)
溶接装置
【課題】溶接対象物質に印加される圧力をエアシリンダー等の高価な装置を使用せずに数gf/cm2の細かい単位で調整し、低コストで再現性のある溶接幅を形成するための溶接装置とその溶接方法を提供する。
【解決手段】支点(8)を軸として回動するように支持されたアーム(7)の一端側に、溶接するホーン(2)を有する溶着機(1)が取り付けられ、かつ該アーム上に重りを設けて、アーム上の重り(5、6)についての調整によって溶着機を取り付けたアームの下方へのてこ作用力の大きさを調整・利用し、溶着時のホーンの印加圧力を精密に調整・維持できる機構を備えていることを特徴とする溶接装置。
(もっと読む)
61 - 80 / 160
[ Back to top ]