
Fターム[4E068CA09]の内容
Fターム[4E068CA09]の下位に属するFターム
罫書線追従 (21)
Fターム[4E068CA09]に分類される特許
181 - 200 / 533
レーザ加工装置

【課題】 加工対象物に、複数の加工跡がランダムに形成されるようにする。
【解決手段】 加工対象物OBをセットしたテーブル21を回転させるとともに、加工ヘッド30から出射されたレーザ光により加工対象物OBに形成されたレーザスポットを、テーブル21に対して相対的にテーブル21の半径方向に移動させた状態で、レーザ光源31からパルス列状の加工用レーザ光が出射されるようにレーザ光源31を駆動して、加工対象物OBに、テーブル21の半径方向に沿うとともに、テーブル21の回転方向に沿った複数の加工跡を形成する。そして、テーブル21の半径方向に沿って形成される複数の加工跡の間隔、テーブル21の回転方向に沿って形成される複数の加工跡の間隔、及び形成される複数の加工跡の大きさのうちの少なくとも1つの要素を、ランダムに変化させる。
(もっと読む)
ガラス繊維強化樹脂フィルムおよびその切断方法、ならびにガラス繊維強化樹脂パネルおよびその製造方法

【課題】本発明の課題は、樹脂粉、ガラス粉、ガラス玉等の粉塵の発生を大幅に抑制しつつ切断端面の平滑度が高いガラス繊維強化樹脂フィルムを効率よく生成することができるガラス繊維強化樹脂フィルムの切断方法を提供することにある。
【解決手段】本発明に係るガラス繊維強化樹脂フィルムの切断方法では、レーザ加工ヘッド200とガラス繊維強化樹脂フィルムTPとが一方向に相対移動されながら、レーザ加工ヘッドから断続的に照射されるレーザ光線LBにより一つ前にあけた孔Hn−1の一部に重なるように新たな孔Hnがあけられる処理が繰り返されることによってガラス繊維強化樹脂フィルムが切断される。
(もっと読む)
変動速度を有する移動ガラスリボンのレーザスコーリング
傾けられた軌道(15)及び軌道に沿って走行するキャリッジ(14)を用いて、変動速度で移動しているガラスリボン(13)のレーザスコーリングが実施される。キャリッジは、レーザ(41)に結合されたフレキシブルレーザビーム送出システム(61)からレーザ光を受け取る、遊動光学ヘッド(51)を備えることができる。リボンの公称速度の±3%以下のリボンの速度の変動には、キャリッジの速度を変え、レーザ(41)の出力パワーを調節することで、対応することができる。さらに大きな変動には軌道の傾角αの調節がさらに必要になり得る。傾角が変えられてもレーザビームの長軸をスコーリング線に沿ったままにしておくために、遊動光学ヘッド(51)内の第1のレンズユニット(53)の方位の調節を行うことができる。  (もっと読む)
(もっと読む)
食器洗浄機の板部接合構造及び食器洗浄機の板組構造の製造方法
【課題】シール材を用いずとも隙間腐食を防止することができると共に、低コストで行うことができ且つ製造効率に優れる食器洗浄機の板部接合構造を提供する。
【解決手段】ケーシング3の一方の側板311等の一方の板部と、ケーシング3の上板32等の他方の板部とを備え、一方の板部における外縁部の端面の一部に、他方の板部における外縁部の内側側面が当接され、レーザー溶接により他方の板部における外縁部を外側側面側から溶かし込んで、他方の板部における外縁部と一方の板部における外縁部とが溶着される食器洗浄機の板部接合構造であり、前記溶着箇所の内側部分には溶着の溶融による溶接ビード35が形成されるようにすると好適である。
(もっと読む)
彫刻板製造システム、彫刻工具案内用ガイドデータ生成システムおよび方法
【課題】有価証券紙のシートの凹刻印刷用彫刻板を製造するシステム、彫刻工具を案内するガイドデータ生成システムおよび方法に関する。
【解決手段】凹刻印刷用彫刻板製造システムは、コンピュータ、およびプログラムされた彫刻プロセスに従ってコンピュータ制御された彫刻工具を含み、コンピュータはピクセルごとに未彫刻板を彫刻するために有価証券紙のマスタ深さマップの三次元ガイドピクセルデータに従って、彫刻工具を制御するようにプログラムされ、マスタ深さマップは、コンピュータ格納初期深さマップにより生成され、初期深さマップは有価証券紙の三次元ラスタ画像を含む。有価証券紙の凹刻印刷用彫刻板製造のためのコンピュータ制御彫刻工具を案内するためのガイドデータを生成するシステムにおいて、ガイドデータは、シートのマスタ深さマップの三次元ガイドピクセルデータであり、マスタ深さマップの三次元ガイドピクセルデータの各ピクセルは、コンピュータ制御彫刻工具の基本的彫刻工程に対応する。
(もっと読む)
レーザ溶接によるH形鋼の製造方法
【課題】2箇所のT字状溶接継手部を形成して溶接H形鋼を製造するに際に、1パスのレーザ溶接により形状精度に優れたH形鋼を生産性よく製造する。
【解決手段】ウェブ材の両端部にフランジ材を押し当てた2箇所のT字状継手部をレーザ溶接して溶接H形鋼を製造する際、2つのレーザヘッドをウェブ材の片面側に配置し、前記溶接H形鋼を形作るウェブ材及びフランジ材の垂直な面に位置する2箇所のT字継手部を互いの支点として、一方のレーザヘッドを溶接方向の上流側に傾斜させ、他方のレーザヘッドを溶接方向の下流側に傾斜させて、さらにフランジ材面に対して互いにウェブ材側に傾斜させて配置し、2つのレーザヘッドで前記2箇所の交差部位を同一線L上で同時にレーザ溶接する。
(もっと読む)
基板の加工方法及び基板
【課題】簡単に基板を局所的に薄型化することである。
【解決手段】基板の加工方法は、基板に凹部を形成する基板の加工方法であって、基板は、レーザー光の照射により変質された領域のエッチング速度が変質されない領域よりも大きい材料で構成されており、基板にレーザー光を照射して材料を変質させた変質部を形成する変質部形成工程(ステップS3)と、基板の表面からウェットエッチングを進行させて変質部を除去して基板に凹部を形成するエッチング工程(ステップS4)と、を有する。
(もっと読む)
コイルの製造装置及び製造方法
【課題】高精度かつ高能率での製造を可能にする。
【解決手段】複数の直管1の両端にU字管2を溶接してコイル3を製造する装置である。ワークセット治具24に位置決め保持された直管1と、この直管1の両端に仮付けされたU字管2の開先位置wに対して、被溶接管1、2の管径の2倍以上の焦点距離を有する集光レンズ15を用いてレーザ光13を照射することにより溶接を行うレーザ溶接ヘッド11を備える。
【効果】フィラーワイヤを使用することなく、高精度に、かつ高能率にコイルの製造が行えるようになる。
(もっと読む)
カッティングのための制御ルールおよび変数
本発明は、ビームカッティング技術を用いて1つの材料からいくつかの部材(31、32、33、34)をマシンカッティングするための方法およびシステムに関する。本発明は、2次元の形状またはパターンをカッティングするための制御ルールおよび変数のセットを提供する。1つのルールまたはいくつかのルールの組合せが、カッティングされる形状またはパターンにより、カッティング動作に用いられ、その形状またはパターンは、その1つの材料から部材(31、32、33、34)を形成する。本発明は、具体的には、自由形状の部材のダスター(3A)の成形のためのルールを備え、それらの部材は、それらの部材の形状が許す限り、そのカッティングビームの厚さのみが、隣接する部材間に見つけられるように互いに非常に近接して位置決めされることを教示する。 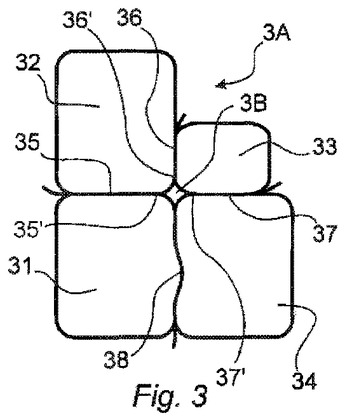 (もっと読む)
(もっと読む)
レーザ溶接方法
【課題】容易に且つ確実に隅肉溶接を行うことができるレーザ溶接方法を提供する。
【解決手段】レーザ溶接方法では、接合体20の裏面となる第1部材21の端部22側から溶接予定領域Rに沿ってレーザビーム34を照射する。この溶接予定領域Rは、第1部材21において縁22aから後退した位置、つまり、第1部材21の縁22aではなく第1部材21の平坦面に設定される。そのため、金属材の縁を狙ってレーザビームを照射する従来の方法に比べて、作業者が照射領域を明確に把握することができるので、照射位置にレーザビーム34を容易に照射することができる。したがって、溶接部25の形成に高い技術とレーザビームの照射位置の狙い精度とを必要としないため、容易に且つ確実に隅肉溶接を行うことができる。
(もっと読む)
測定手段の使用下での付加材料を用いた素材結合式の接合のための接合装置
本発明は、付加材料18を用いた素材結合式の接合のための接合装置14であって、付加材料としてのワイヤ18のための供給装置であって、ワイヤ18を接合装置14の運転中に所定の送り速度で供給するために形成されている供給装置と、ワイヤ18を溶融させるための少なくとも2つの部分ビーム26を備えるエネルギビームのためのガイド装置21とを備える接合装置14に関する。接合装置14は、ワイヤ18の横方向の変位を検出するための第1の測定手段と、ワイヤ18の送りに伴う量を検出するための第2の測定手段とを有しており、エネルギビームのためのガイド装置21は、第1及び第2の測定手段に接続され、エネルギビームが第1及び第2の測定手段の出力信号に基づいて変位かつ/又は集光されるように構成されている。  (もっと読む)
(もっと読む)
加工制御装置、レーザ加工装置およびレーザ加工システム
【課題】加工ヘッドの適切な移動速度を短時間で設定できるとともに加工不良を低減することができる加工制御装置を得ること。
【解決手段】レーザを照射することによりワークの3次元レーザ加工を制御する加工制御装置において、ワーク上に設定される加工位置でのワークの面方向と加工ヘッドの加工ノズル方向とがなす角度に基づいて、加工位置での角度に応じた加工ヘッドの移動速度を加工位置毎に設定する移動速度設定部33と、設定された移動速度に従ってワークへの制御指示を出力して3次元レーザ加工を制御する制御指示部35と、を備える。
(もっと読む)
レーザ加工方法およびレーザ加工装置
【課題】薄膜太陽電池パネルの絶縁加工を簡略化する。
【解決手段】ステップS1において、レーザ加工装置は、SHGレーザ光および基本波レーザ光を用いて、薄膜太陽電池パネルの周縁の透明電極層、半導体層、裏面電極層を除去する。ステップS2において、レーザ加工装置は、SHGレーザ光を用いて、透明電極層、半導体層、裏面電極層を除去した領域の内周付近の領域の半導体層、裏面電極層を除去する。本発明は、例えば、薄膜太陽電池パネルの絶縁加工を行うレーザ加工装置に適用できる。
(もっと読む)
レーザ光によるライン加工方法およびレーザ加工装置
【課題】パルスレーザを用いたライン加工に際して、アスペクト比の高い被加工領域の形成を実現する。
【解決手段】被加工物へのライン加工方法が、パルスレーザである第1のレーザ光を加工方向に沿って近接あるいは連接する複数の微小レーザ光群である第2のレーザ光に変換する変換工程と、第2のレーザ光を集光して被加工物に照射しつつ、加工方向に沿って相対走査させることによって表面を加工する加工工程と、を備え、第1のレーザ光が所定の回折格子の回折光が第2のレーザ光であり、第2のレーザ光においては、被照射領域が加工方向において占める第1照射サイズがこれに垂直な第2照射サイズよりも大きく、回折格子と集光手段との間に設けたビームエキスパンド手段によって焦点距離が調整された第2のレーザ光を、照射サイズ比を維持するように集光しつつ走査することによって、第2のレーザ光の被照射領域を加工方向に沿って連続的に変位させる。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】被加工基板に付着した汚れや、被加工基板内のキズや気泡や脈理によって、被加工基板を予定通りに加工することができなくなることを防止し、確実に被加工基板を加工すること。
【解決手段】レーザ加工装置は、透明基板61と、透明基板61に配置された薄膜62とを有する被加工基板60を加工する。レーザ加工装置は、被加工基板60を保持する保持部30と、保持部30に保持された被加工基板60に、レーザ光Lを照射するレーザ発振部1と、被加工基板60に対するレーザ光Lの照射位置を移動させる移動部40と、レーザ発振部1から照射されるレーザ光Lを、移動部40によるレーザ光Lの照射位置の移動方向A1に沿ってスキャンさせて、前記被加工基板の所定の箇所に異なる角度でレーザ光を入射させるスキャン部10と、を備えている。
(もっと読む)
レーザー加工装置および太陽電池パネルの製造方法
【課題】透光性基板にひびが生じることを抑制可能なレーザー加工装置を提供する。
【解決手段】本発明のレーザー加工装置は、少なくとも縁部において光軸に近づくに従って強度が高くなる強度分布を有するレーザーパルスを順次出力するレーザー出力部と、レーザーパルスが照射される領域の縁部同士が重複するように、レーザーパルスの照射位置を制御する照射位置制御部と、を備える。
(もっと読む)
チルト制御機構を有するレーザ照射装置及びレーザ照射装置におけるチルト制御方法
【課題】チルト制御機構を有するレーザ照射装置及びレーザ照射装置におけるチルト制御方法を提供する。
【解決手段】レーザ照射装置において一対の照射用光学系及び一対のAF光学系を設け、各AF光学系において受光される戻り光の光量に基づいて光ヘッド部をチルト方向に駆動制御することにより、均一な照射を保ちつつ照射対象物の照射面のチルトに対する自動調整を行う。
(もっと読む)
レーザ加工装置及び加工条件の決定方法
【課題】 パルスレーザビームの周波数がばらつくと、高品質の加工を行うことが困難である。
【解決手段】 パルスレーザの経路内に偏向器が配置される。偏向器は、レーザの入射位置を移動させる移動指令信号を受けると、加工対象物の表面において、入射位置を移動させ、入射位置の移動が完了すると移動完了信号を送出する。スイッチング素子が、パルスレーザが偏向器に入射する開状態と、偏向器に入射しない閉状態とを切り替える。制御装置が、レーザビームを入射させるべき複数の加工点の位置情報と入射順を記憶している。制御装置は、一定の周波数でパルスレーザが出射するようにレーザ光源を制御する。さらに、偏向器に、入射位置を次の加工点まで移動させる移動指令信号を送出する。偏向器から移動完了信号を受信するまでは、スイッチング素子を開状態にせず、偏向器から移動完了信号を受信した後、パルスレーザに同期してスイッチング素子を開状態に切り替える。
(もっと読む)
基板スライス方法
【課題】薄い半導体ウェハを比較的短時間で容易に製造することができ、かつ製品率を向上させることのできる基板スライス方法を提供する。
【解決手段】基板10上に非接触にレーザ集光手段16を配置する工程と、レーザ集光手段16により、基板10表面にレーザ光22を照射し、基板10内部にレーザ光26を集光する工程と、レーザ集光手段16と基板10を相対的に移動させて、基板10内部に改質層12を形成する工程と、基板10側壁に改質層12を露出させる工程と、改質層12に溝(32a、32b)を形成する工程と、溝(32a、32b)を基点に基板10を剥離する工程とを有する基板スライス方法。
(もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】加工速度が高く、エネルギー効率の高いレーザ加工方法及びレーザ加工装置を提供すること。
【解決手段】集光レンズ21の光軸Oを被割断部材3の割断予定ラインS0に沿って相対的に移動させてレーザ光を被割断部材3に集光照射することにより、割断の起点となる改質領域を被割断部材3の内部に割断予定ラインS0に沿うように形成するレーザ加工方法であって、被割断部材3の表面3aから所定の深さ位置で集光レンズ21の光軸Oと直交し表面3aと平行する断面3bの上に複数の断面集光スポットP0、P1・・を同時に形成し、その際、複数の断面集光スポットP0、P1・・のうち少なくとも一つの断面集光スポットを割断予定ラインS0の断面3bへの射影線上に形成して所望の形状の前記内部改質領域を一つ或いは複数形成することを特徴とする。
(もっと読む)
181 - 200 / 533
[ Back to top ]