
Fターム[4E068CA15]の内容
Fターム[4E068CA15]に分類される特許
41 - 60 / 245
光デバイスユニットの加工方法及びレーザ加工装置
【課題】光デバイスを損傷することのない光デバイスユニットの加工方法を提供することである。
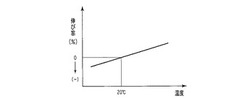
【解決手段】光デバイスユニットを、分割予定ラインに沿ってレーザビームを照射して分割溝を形成し個々の光デバイスに分割する光デバイスユニットの加工方法であって、光デバイスユニットの温度と伸び率との関係を規定した相関データを取得するデータ取得工程と、光デバイスユニットの温度を計測する温度計測工程と、分割予定ラインに沿ってレーザビームを照射して分割溝を形成する分割溝形成工程と、該温度計測工程で計測した光デバイスユニットの温度と該データ取得工程で取得した温度に対応する伸び率とに基づいて、分割予定ラインの間隔の伸び量を算出する伸び量算出工程と、該伸び量算出工程によって算出された伸び量に基づいて、レーザビームを照射すべき分割予定ラインの割り出し量を補正する分割予定ライン補正工程と、を具備したことを特徴とする。
(もっと読む)
半導体基板の切断方法及び半導体基板の切断装置

【課題】安定した品質のチップを効率よく得ることができる。
【解決手段】レーザー光をウェハW内部に照射して、ウェハWの表面から略60μm〜略80μmの深さに切断ラインLに沿って予備改質領域P1を形成し、その後予備改質領域から略20μm〜略40μmだけウェハW裏面側の位置にレーザー光を照射して本改質領域P2を形成する(ステップS10)。これにより予備改質領域P1内のクラックK1が基準面とウェハW表面との間に進展される。基準面までウェハWを裏面から研削され(ステップS12)、加工変質層が除去されてウェハW裏面が鏡面加工され(ステップS14)、ウェハW裏面にエキスパンドテープが貼付され(ステップS16)、エキスパンドテープが外側へ拡張されると、ウェハWが切断ラインで破断されてチップTに分割される(ステップS18)。
(もっと読む)
被切断材の切断方法及び切断装置
【課題】切断端材を含む被切断材の形状を認識するのに引き続き該被切断材の板厚を認識することができる切断方法を提供する。
【解決手段】切断領域Bに配置された端材を含む被切断材31〜34を非接触状態で切断する工具3を用いて切断する方法であって、切断領域BをCCDカメラ5によって撮影して撮影された画像から切断領域Bに配置された被切断材31〜34の平面形状を認識する工程と、平面形状を認識した被切断材31〜34に対し板厚計測点31a〜31c、32a〜32d、33a〜33c、34a〜34cを設定する工程と、設定された板厚計測点に対し、被切断材の厚さを計測する板厚計測装置4を対向させて該板厚計測装置4によって被切断材の板厚を計測する工程と、計測された被切断材の板厚に応じた切断速度を設定する工程と、を含む。
(もっと読む)
レーザ加工方法
【課題】加工プログラムを変えることなく、レーザ加工機側で、ワークに適切なミクロジョイント条件を設定できるようにする。
【解決手段】
入力されたNC加工プログラムを実行するレーザ加工機1側に、ミクロジョイント設定プログラムを組み込んでおき、レーザ加工機1側で、ミクロジョイント設定の有無の選択およびミクロジョイント条件を入力することで、ミクロジョイント設定有りのときに、レーザ加工機1によってミクロジョイント設定プログラムを実行し、前記NC加工プログラムによる切断輪郭線の一部にミクロジョイント条件を設定する。
(もっと読む)
異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法
【課題】アルミニウム又はアルミニウム合金材と鋼材とを溶接する場合に、溶接継手部の引張剪断強度及び溶接部界面の剥離強度を向上させることができる異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法を提供する。
【解決手段】フラックス入りワイヤは、Siを1.5乃至2.5質量%、Zrを0.05〜0.25質量%含有し、残部がアルミニウム及び不可避的不純物であるアルミニウム合金からなる筒状の皮材と、この皮材内に充填されフッ化セシウムを20乃至60質量%含有するフラックスと、を有し、前記フラックスの充填率がワイヤの全質量あたり5乃至20質量%である。
(もっと読む)
異材接合方法
【課題】鋼材とアルミニウム系材とを異材接合させた複合構造材の引張剪断強度を高く維持しつつ、ピール強度を高くすることができる異材接合方法を提供する。
【解決手段】CsFを20乃至60質量%含有し、残部が実質的にKAlFからなるフラックスを、単位面積当たりの塗布量を0.5乃至5mg/cm2として接合部側の鋼板表面に塗布し、Si:1.75乃至2.1質量%を含有し、残部がアルミニウム及び不可避的不純物からなるソリッドワイヤを供給しつつ、前記アルミニウム又はアルミニウム合金材と鋼材とを溶融溶接する。
(もっと読む)
レーザ加工方法およびレーザ加工装置
【課題】レーザ加工方法において、加工速度の向上を図る。
【解決手段】本レーザ加工方法では、レーザ光を照射し、マスク501に形成されたパターンを介し、結像レンズ506を経て、基板600上に像を照射する。なお、一度のパルス照射で、基板600上には、複数の像が投影される。そして、一度に基板600上に照射される像間の間隔を調整し、マスク501と基板600の、1パルス間の相対移動量を当該間隔にあわせて調整し、そして、スキャン速度を調整する。これにより、スキャン速度を向上でき、生産性の向上に寄与できる。
(もっと読む)
レーザ加工装置及び方法
【課題】加工対象物内部のクラックの発生を制限可能なレーザ加工を行う。
【解決手段】
レーザ加工装置1は、ガラス又は水晶を加工対象物50としてレーザ加工する装置であって、レーザ光を出射するレーザ光源12と、レーザ光の出射条件を制御する制御手段10と、レーザ光を加工対象物に集光する集光手段16、19とを備え、制御手段は、(i)ガラスを加工対象物とする場合、レーザ光のパルスピーク出力を、平均出力に対して25倍以上、(ii)水晶を加工対象物とする場合、レーザ光のパルスピーク出力を、平均出力に対して6倍以上となるようレーザ光の出射条件を制御する。
(もっと読む)
レーザ加工装置
【課題】安定かつ高速な加工による生産性の向上を実現可能とするレーザ加工装置を得ること。
【解決手段】電極間に放電電流が流れて加工用レーザを出力するレーザ発振手段であるレーザ発振器3と、レーザ発振手段によるレーザ出力を検出する検出手段であるセンサ5と、検出手段による検出結果に応じて、加工用レーザによる加工速度を調整する加工速度調整手段である加工速度算出部6と、を有し、加工速度調整手段は、レーザ発振手段の定格電流より大きい放電電流がレーザ発振手段へ投入される場合における、レーザ出力の変動に応じた加工速度の調整を実施する。
(もっと読む)
複合材料部材の切断・穴あけ加工方法
【課題】高速加工が可能で、且つ、特別な装置を用いずに切断部周辺の熱影響幅を小さくするレーザ加工方法を提供することを目的とする。
【解決手段】本発明に係る複合材料部材2の切断・穴あけ加工方法は、許容する熱影響部7の幅を定義し、レーザ光3を照射した際に熱影響部の外周8における温度が所定値以下となるよう複合材料部材2の比熱及び密度を用いた熱伝導方程式に基づき、レーザ光3の加工速度及び前記レーザ光3の出力を設定する。
(もっと読む)
レーザ加工装置
【課題】ディスプレイ用光学フィルタとしての機能層を有する機能性パネルにおいて、良好な電磁波シールド性を有し、安定したアース電極を露出させるために好適なレーザ加工装置を提供する。
【解決手段】予め所定の位置に位置決め配置されるワークの表面にレーザを照射することにより表面を加工するレーザ加工装置であって、レーザを出力するレーザ発振手段と、レーザ発振手段からワークの表面までのレーザの進行する経路を規定するレーザ案内手段と、レーザ案内手段をワークに対して相対的に移動させる移動手段と、レーザの出力を制御するレーザ制御手段とを備え、レーザ制御手段が、ワークに対するレーザの移動速度に対応し、単位面積におけるメッシュの露出密度が一定範囲内となるようにレーザの照射する時間を制御する構成とした。
(もっと読む)
レーザーショックピーニングのシステム及び方法
【課題】レーザーショックピーニングの有効性のリアルタイムモニタリングのためのシステム及び方法を提供する。
【解決手段】レーザーショックピーニング用のシステム10は、レーザーパルス20をワークピース24の第1の面22に向けるように配置されたレーザー12と、ワークピース24の第2の面36上のカプラー30とを含んでいる。このシステム10はさらに、カプラー30の速度を測定するように配置されたドップラーシフト検出器16を含んでいる。
(もっと読む)
ウェハ状基板の分割方法
【課題】高速性と切断容易性を有すると共に、微粒子飛散を抑制した基板分割方法を提供する。
【解決手段】パルス周期Tのレーザ光を照射しつつ走査速度Vで走査して、分割基点ラインを形成する走査工程と、分割基点ラインに沿ってライン状の外力を基板に直交して基板の裏面から加えて、基板表面の改質領域を開口させて分割する加圧工程と、を有して構成される。レーザ光のパルス幅τは10〜30pSec、パルス周波数Fは100KHz〜50MHzであって、パルス周波数Fと走査速度Vとで特定される走査ピッチV/Fは、レーザ光のビームスポット径Φに対して、V/F≦0.7Φに設定される。
(もっと読む)
チャックテーブルに保持された被加工物の高さ位置計測装置およびレーザー加工機
【課題】チャックテーブルに保持された被加工物の上面位置を正確に計測することができる高さ位置計測装置を提供する。
【解決手段】高さ位置計測装置は、発光源からの光を第1の偏波保持ファイバーと第2の偏波保持ファイバーに導く光分岐手段と、光照射光路に導かれた光を平行光に形成する第1のコリメーションレンズと、平行光に形成された光を偏光する1/4波長板と、対物レンズと、第1の反射光と第2の反射光とを平行光に形成する第2のコリメーションレンズと、第1の反射光と第2の反射光との光路長を調整する光路長調整手段と、第1の反射光と第2の反射光との干渉を回折する回折格子と、回折格子によって回折した第1の反射光と第2の反射光の所定の波長域における光強度を検出するイメージセンサーと、検出信号に基づいて分光干渉波形を求め分光干渉波形と理論上の波形関数に基づいて波形解析を実行する制御手段とを具備している。
(もっと読む)
レーザ切断方法
【課題】目的の図形に対応させた経路の一部に被切断材と接続する接続部を形成する。
【解決手段】レーザ切断ノズルから被切断材1に対して該被切断材1を切断するのに適した切断速度、レーザの平均出力、アシストガス圧、レーザ光の焦点位置でレーザ切断ノズルを目的の図形2に対応させた経路3で移動させて切断する際に、一部の区間で、切断速度を前記被切断材を切断するのに適した切断速度よりも上昇させる条件、レーザの平均出力を前記被切断材を切断するのに適したレーザの平均出力よりも低下させる条件、アシストガス圧を前記被切断材を切断するのに適したアシストガス圧よりも低下させる条件、レーザ光の焦点位置を前記被切断材を切断するのに適した焦点位置よりも被切断材の板厚の内部方向に移動させる条件、を選択して被切断材に対する切断能力を低下させることで被切断材と目的の図形を接続する接続部を形成する。
(もっと読む)
制御装置、レーザ加工機およびレーザ加工方法
【課題】安定したレーザ加工を行うことができる制御装置を得ること。
【解決手段】ワークWとワークWにレーザ光を照射する加工ヘッド1との間の距離を制御しながら、ワークWへのレーザ加工を制御する制御装置において、ワークWと加工ヘッドとの間の距離を一定の値に保つトレースの際の加工ヘッド1の移動応答特性であるトレースゲインを可変設定するトレースゲイン変更部12と、トレースゲイン変更部12が設定したトレースゲインを用いて加工ヘッドへの移動指令を送出するサーボアンプ14と、を備える。
(もっと読む)
レーザ溶接鋼管の製造方法
【課題】アンダーカットやアンダーフィルが発生し易いというレーザ溶接の問題点を克服し、溶接部の品質が良好なレーザ溶接鋼管を歩留り良く安定して製造する方法を提供する。
【解決手段】鋼板を成形ロールで円筒状のオープンパイプに成形し、オープンパイプのエッジ部2をスクイズロールで加圧しながらオープンパイプの外面側からレーザビームを照射してエッジ部をレーザ溶接するレーザ溶接鋼管の製造方法において、それぞれ異なるファイバーを用いて伝送したジャストフォーカスでのスポット径が直径0.3mmを超える2本以上のレーザビーム3−1,3−2,3−3,3−4を先行レーザビームと後行レーザビームとに分類し、先行レーザビームを後行レーザビームよりも溶接線方向に先行させ、かつ先行レーザビームと後行レーザビームの鋼板内における中心線間隔を1mm以上として溶接線方向に配列してレーザ溶接を行なう。
(もっと読む)
密閉型電池の製造方法
【課題】アルミニウム系金属製の外装缶とアルミニウム系金属製蓋板とを連続発振(CW)型レーザにより溶接封止する際に、溶接開始領域及び溶接終了領域の溶接を安定的に行うことができる密閉型電池の製造方法を提供すること。
【解決手段】アルミニウム系金属製の外装缶12と外装缶12の開口に配置されるアルミニウム系金属製の蓋板13との嵌合部30をCWレーザ溶接装置からのレーザ光LBを照射することにより溶接を行い、封止する密閉型電池の製造方法において、溶接開始領域31Aにおいてはレーザ光LBの出力をパルス的に変調させながら走査し、その後にレーザ光の出力を一定として走査する。
(もっと読む)
レーザ加工装置
【課題】光量変化が小さい加工不良であっても検出可能であり、加工状態の良否を確実に判定できるレーザ加工装置を提供する。
【解決手段】レーザ加工装置は、レーザ光2を被加工材1に向けて照射するための加工ヘッド3と、被加工材1を加工ヘッド3に対して相対移動させるための加工ステージ5と、レーザ光2の照射時に被加工材1の加工点6から放射される光の空間分布を、少なくとも2つの方向で検出するための光センサ11,12と、第1方向で検出した信号強度Iaと第2方向で検出した信号強度Ibとの比率Ia/Ibを演算するための信号処理部21と、レーザ加工時に、加工状態とともに前記比率を記憶するための記憶部22と、記憶部22に登録した基準比率と、実際のレーザ加工時に取得した比率とを比較して、加工状態の良否判定を行う判定部23などで構成される。
(もっと読む)
パターン付き多層ワークピースをレーザスクライブする際のデブリの生成を微少にするレーザエネルギー透過ストップ層の利用
41 - 60 / 245
[ Back to top ]