
Fターム[4F042CB10]の内容
塗布装置−一般、その他 (33,298) | 塗料の供給 (3,715) | 供給調整 (1,450) | 供給圧の調整 (358)
Fターム[4F042CB10]に分類される特許
21 - 40 / 358
薬液供給方法及び薬液供給システム
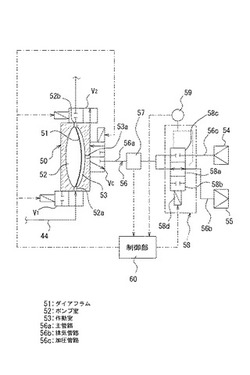
【課題】薬液の補充開始時の過剰圧力変動を抑制してフィルタの濾過速度を制御し、濾過精度の維持を図れるようにすること。
【解決手段】薬液ポンプ50の一次側開閉弁V1及び二次側開閉弁V2の開閉動作及び薬液ポンプの給排動作により、薬液ボトル13より供給される薬液をフィルタ46にて濾過した後、吐出ノズル43より吐出する薬液供給システムにおいて、薬液ポンプの作動室53に連通する管路56に、圧力センサ59、フローメータ57及び電空レギュレータ58を備えると共に、電空レギュレータを制御する制御部60を備え、圧力センサは、薬液ポンプへの薬液の補充開始時に、一次側開閉弁を開放した際の作動室側の圧力を検出し、作動室から排気された排気流量をフローメータにより検出し、制御部は、検出された圧力と排気流量に基づいて、薬液の補充開始時に過剰圧力変動を起こさせないように電空レギュレータを制御して排気圧を調整する。
(もっと読む)
液体供給装置及び液体供給方法

【課題】シリンジ内の液体容量によらず、立ち上がり時間にばらつきが生じるのを防止して設定量の液体を正確に塗布できる流体供給装置を提供する。
【解決手段】液体Lが封入されて、液体Lの吐出口51が設けられたシリンジ1を備え、シリンジ内に空気圧回路2を介して流体を供給することにより液体Lを吐出口51から押出す液体供給装置である。空気圧回路2は、常時シリンジ内に流体を供給する主供給系統5と、主供給系統5と同一圧力の流体を供給し、流体の供給開始からシリンジ内が液体Lを押し出す設定圧に達するまでの流体圧の立ち上がり時間を短縮するための副供給系統6とを備えるとともに、シリンジ内に流体圧の立ち上がり状態を検出する検出手段3と、シリンジ内の流体圧の立ち上がり状態に基づいて、主供給系統5からの流体供給と、主供給系統5及び副供給系統6の両方からの流体供給との切換を行う切換手段4とを備えた。
(もっと読む)
シャワー式塗装装置
【課題】 シャワーヘッドから塗料を吐出するための液圧の調整を作業中に任意に行うことができるシャワー式塗装装置を得る。
【解決手段】 塗料をシャワー状に吐出して基材の表面に塗装を行うシャワー式塗装装置であって、シャワー板1に設けられた多数のシャワー孔2から塗料を吐出するシャワーヘッド3と、シャワーヘッド3の塗料供給口4に接続されてシャワーヘッド3に塗料を供給する塗料供給容器部5と、塗料供給容器部5の塗料供給口6に接続された塗料供給配管7と、塗料供給配管7を通して塗料供給容器部5に塗料を供給する塗料供給ポンプ8と、塗料供給配管7に分岐接続されて塗料供給配管7及び塗料供給容器部5内の空気及び塗料の排出を行う空気・塗料排出配管9とを備えた。
(もっと読む)
定量吐出装置
【課題】 液体材料の吐出量の精度向上が図られた定量吐出装置を提供する。
【解決手段】
本発明に係る定量吐出装置10においては、一対の開閉弁40、50が、キャビティ41、51の流路部41b、51bおよび延長部41c、51cは同一の断面積となっており、また、弁体42、52の支持シャフト42b、52bおよび延長シャフト42c、52cも同一の断面積となっている。そのため、吐出準備段階において、開閉弁40、50の開閉のためにキャビティ41、51内を弁体42、52が進退したときであっても、開閉弁40、50の内部容積は変動せず、開閉弁40、50の内部の液体材料は移動しない。したがって、吐出段階において、押し出しピン62が、連結管25の液体材料を押し出す際に、押し出しピン62の体積移動分だけ、定量の液体材料が高い精度で吐出することができる。
(もっと読む)
インクジェットヘッド及び印字装置
【課題】印字開始までの所要時間を短縮することが可能なインクジェットヘッド及び印字装置を提供する。
【解決手段】絶縁基板11と、絶縁基板11の一方の面上において第1方向Xに沿って所定の間隔をおいて並び第1方向Xに交差する第2方向Yに沿って延出した圧電部材13と、圧電部材13に接着されるとともにインク圧力室14に連通するノズル穴21を有するノズルプレート20と、絶縁基板11、隣り合う圧電部材13、及び、ノズルプレート20で囲まれたインク圧力室14と、を備え、インク圧力室14は、第2方向Yに直交する面内において、ノズルプレート20側の第1幅W1が絶縁基板11側の第2幅W2よりも広い断面形状を有する。
(もっと読む)
液体供給装置及び液体供給方法
【課題】加圧を始めてから液体が供給口から押出されるまでの時間遅れを防止して設定量の液体を正確に塗布でき、耐久性の向上を図ることができる流体供給装置及び液体供給方法を提供する。
【解決手段】液体Lの供給口51が設けられたシリンジ1を備え、シリンジ内に空気圧回路2を介してエアを供給することにより液体Lを供給口51から押出す液体供給装置である。空気圧回路2は、シリンジ1に設定圧のエアを供給する第1エア供給部5と、設定圧のエアよりも高圧のエアを供給する第2エア供給部6とを備える。シリンジ1に所定の設定圧のエアを負荷する通常供給状態と、シリンジ1に前記設定圧よりも高圧エアを負荷する高圧供給状態との切換を行う切換手段4を備え、初期段階において第2エア供給部6による高圧供給状態として、設定圧に達した際に、第1エア供給部5による通常供給状態に切換える。
(もっと読む)
インク循環制御装置及び方法
【課題】脱気されたインクを供給し、固体成分の沈降を防止する、インク循環制御装置及びその方法を提供する。
【解決手段】インク循環制御装置100は、インクジェットプリントヘッド130にインクを供給するインク供給部110及びインクを回収するインク回収部120のインク重量を測定するロードセル116,126と、重量センサーで測定されたインク供給部及びインク回収部のインク重量に応じてインク供給及び回収モードとインク復帰モードとを決め、決められたモードに応じてインク供給部及びインク回収部の圧力を調節する圧力制御部118,128と、経路上のバルブ142,144,146を設けている。
(もっと読む)
塗布装置及び粘性流体の供給方法
【課題】塗布装置の初期塗布流量を安定させる。
【解決手段】塗布部へ供給する粘性流体の供給量を制御する制御部34を備える塗布装置30であって、制御部34は、第1貯留室340内に摺動可能に配置され、摺動動作によって導入ポート345aを開閉することで第1貯留室340に導入される粘性流体の導入量を制御するとともに、その摺動動作によって粘性流体を加圧室341に導入してその加圧室341内を加圧する導入量制御部材346と、第2貯留室342内に摺動可能に配置され、加圧室341内で加圧された粘性流体を摺動動作によって第2貯留室342に導入するとともに、その摺動動作によって排出ポート345bを開閉することで第2貯留室342から外部に排出される粘性流体の排出量を制御する排出量制御部材347と、を備えることを特徴とする。
(もっと読む)
塗工装置
【課題】ダイとバックアップロールとの間の塗工間隙を適正に制御できる塗工装置を提供する。
【解決手段】制御部34は、この検出した両端部の位置に関する座標と、走行速度とに基づいて、ウエブWの塗工部分の幅寸法Mを測定する。制御部34は、測定した幅寸法M<基準幅寸法M0のときは、ダイ12とバックアップロール14との塗工間隙aを大きくし、幅寸法M<準幅寸法Mのときは、塗工間隙aを小さくするフィードバック制御を行う。
(もっと読む)
液体噴射装置
【課題】誤噴射を有効に防止しながら微振動により液体を充分に撹拌する。
【解決手段】圧電振動子422は、駆動信号COMに応じて圧力室50内の圧力を変動させて圧力室50内のインクをノズル56から噴射する。駆動信号COMは、インクが噴射されない程度に圧力室50内の圧力を変化させる微振動パルスPSを含む。微振動パルスPSは、圧電振動子422に圧力室50を加圧させる負方向に基準電位VREFから電位が変化する第1変化要素Wv1と、第1変化要素Wv1の後に発生して正方向に基準電位VREFを跨いで電位が変化する第2変化要素Wv2と、第2変化要素Wv2の後に発生して負方向に基準電位VREFまで電位が変化する第3変化要素Wv3とを含む。
(もっと読む)
流量制御装置、液滴吐出装置及び流量制御プログラム
【課題】本液体貯留部内に発生する気泡の排出を効率良く実行する。
【解決手段】工程4において、流量1と流量2(流量1>流量2)を設定し、相対的に急激な圧力変化率で昇圧し、目標圧力到達後、相対的に緩やかな圧力変化率で降圧することで、昇圧時にヘッドモジュール12の貯留室の内壁に付着する気泡を剥がしテインク内を浮遊させ、その後、降圧時にヘッドモジュール12のノズルから気泡を排出するようにした。
(もっと読む)
流体噴射装置
【課題】噴射特性の低下を抑制すること。
【解決手段】流体を噴射する複数のノズルが形成された噴射面を有すると共に、複数の前記ノズルに接続される流体室が内部に形成された流体噴射ヘッドと、前記噴射面に密着する密着面を有するキャップ部と、前記流体室を加圧する加圧部と、複数の前記ノズルを塞ぐように前記キャップ部の前記密着面が前記噴射面に密着した状態で前記加圧機構によって前記流体室を加圧させる制御部とを備える。
(もっと読む)
流体吐出装置、および流体吐出装置における流体吐出手段の清浄化方法
【課題】高分子流体を吐出するインクジェットプリンタにおいて、生産性を低下させないインクジェットヘッドの清浄化処理を実現することを目的とする。
【解決手段】流体吐出装置において、制御手段が圧力供給手段による吐出手段の清浄化処理実行中に、流体吐出手段による流体吐出処理を実行させることで、圧力を供給することによる流体の移動に流体吐出手段の流体吐出処理が加わることにより、圧力を供給するだけでは清浄化できなかった流体吐出手段の清浄化を実現することができる。
(もっと読む)
塗装装置
【課題】シリンジポンプを交換する際の作業効率を向上させることが可能な塗装装置を提供する。
【解決手段】塗装装置10は、シリンジポンプ100と、シリンジポンプ100を着脱自在に把持するポンプ把持ユニット200とを備えている。シリンジポンプ100は、内部に塗料充填空間111が形成されたシリンジ本体110と、シリンジ本体110の塗料充填空間111内の塗料101を吐出する塗料吐出部120と、シリンジ本体110の塗料充填空間111内に移動自在に設けられたピストン部130とを有している。ピストン押圧ユニット300は、シリンジポンプ100のピストン部130を押圧し、吐出駆動ユニット400は、ピストン押圧ユニット300を駆動するようになっている。
(もっと読む)
高粘性流体の定量塗布における吐出量制御方法及び装置
【課題】 この発明は、被塗布物の直線部の高粘性流体の塗布量とコーナー部の高粘性流体の塗布量とを調節し、コーナー部の高粘性流体の吐出量を少なくし、全体としてバランスの取れた高粘性流体量を給送することを目的としたものである。
【解決手段】
この発明は、高粘性流体を定速度で自動定量塗布する方法において、塗布速度の変動を検出し、この検出に基づき高粘性流体の吐出量を塗布速度の変化に拘わらず均一塗布できるように制御することを特徴とした高粘性流体の定量塗布における吐出量制御方法により目的を達成した。
(もっと読む)
液体噴射装置、および液体噴射装置を用いた手術用器具
【課題】噴射ノズルから液体を噴射する液体噴射装置で、噴射ノズルから余分な液体が流
出することを抑制する。
【解決手段】噴射ノズルから噴射される液体を液体供給通路によって噴射ノズルに供給す
る。また、噴射ノズルから噴射された液体を吸引口から吸引するための負圧を供給手段で
発生させ、供給手段の負圧を吸引通路によって吸引口に導く。そして、液体供給通路を噴
射ノズルの上流側で吸引通路にバイパスさせるバイパス通路が設けるとともに、バイパス
通路を開閉手段によって開閉可能とする。こうすれば、液体の噴射を停止しているときに
は、開閉手段を開放状態にすることによって、噴射ノズルから余分な液体が流出すること
を抑制できる。
(もっと読む)
液体吐出装置
【課題】全ての吐出口から液体と共に気泡及び異物を効率よく排出しつつ、液体が無駄に消費されるのを抑制する。
【解決手段】サブタンクが、インク供給管を介してインク流入流路と連通し、インク帰還管を介して排気流路と連通している。インク流入流路は、インク流出流路及び排気流路と連通している。インク流出流路は吐出口と連通している。インク供給管にはパージポンプが、インク帰還管には循環バルブが設けられている。循環バルブを開いた状態で、パージポンプを駆動することによって、サブタンク、インク流入流路及び排気流路の順にインクを循環させる。この状態で、循環バルブを閉じることによって、吐出口からインクを排出する。パージポンプの駆動を停止させることにより、インク供給量が低下した後に、循環バルブを開いて吐出口からのインクの排出を停止させる。
(もっと読む)
粉体搬送装置
【課題】 粉体塗装ガンから吐出される総エアー量の調整を行っても、粉体塗装ガンから吐出される単位時間当たりの粉体量を一定に保つことができるようする。
【解決手段】 吐出口14から搬送ホース6を介して粉体のエアー搬送を行うインジェクター12を備えた粉体搬送装置において、メインエアーノズル7から供給されるメインエアー量を、吐出口14から搬送ホース6に供給する粉体の設定吐出量が得られる量とし、サブエアーノズル8から供給されるサブエアー量を、搬送ホース6に供給する総エアーの設定量からメインエアー量を差し引いた量に制御し、インジェクター12の吐出口14から吐出される総エアー量を増減させても、インジェクター12の吐出口14から吐出される総エアー量中に含まれる単位時間当たりの粉体量を一定に保つことができるようにした。
(もっと読む)
インク流路構造及びこれを含むインクジェットヘッド
【課題】圧力チャンバ内に残留する残留圧力波を短時間で減殺させてインク吐出特性を向上させるインク流路構造及びこれを含むインクジェットヘッドを提供する。
【解決手段】インク流路構造は、流入されたインクのノズルへの吐出のためにインクを格納する圧力チャンバ210及び圧力チャンバ210から発生する圧力によってインクを吐出した後、圧力チャンバ210にインクを供給し、圧力チャンバ210内に残留する残留圧力波を減殺させるために、圧力チャンバ210に向かう方向に拡張と縮小を繰り返す流路230を含む。
(もっと読む)
シーラ塗布装置及びその吐出量制御方法
【課題】シーラ塗布始めのシーラ塗布量や、塗布始めの位置の安定化を実現する。
【解決手段】制御手段16Cによって、圧力センサ30により検出されたシーラ塗布圧力を記憶し、かかるシーラ塗布圧力が次塗布サイクルの準備圧力となるよう、サーボモータ付き容積形ポンプ18を制御する。そして、次塗布サイクルの塗布開始時点での、シーラ塗布圧力を最適化し、シーラ塗布量や、塗布始めの位置を安定させる。又、タイマ16Tによって、シーラ塗布開始から圧力センサによる圧力検知を開始するまでの時間を設定することで、シーラ経路内のシーラ塗布圧力が安定した時点で、信頼性の高い圧力検知を行い、次塗布サイクルの準備圧力に反映させる。サーボモータ付き容積形ポンプ18と、塗布ガン20とが一体化されることで、両者を連結するシーラ経路からホースを排除し、シーラの圧力に起因する変形により、シーラ経路圧力損失が発生することを回避する。
(もっと読む)
21 - 40 / 358
[ Back to top ]