
Fターム[4F202CK12]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140)
Fターム[4F202CK12]の下位に属するFターム
型抜きのための(←離型のための) (317)
材料の均一充填のための (445)
成形空間の容量変更のための (767)
成形面を仕切るための(←仕切板) (245)
成形品の位置決めをするための (307)
多種類用のための (215)
Fターム[4F202CK12]に分類される特許
241 - 260 / 844
レンズアレイ用成形型、レンズアレイ、レンズモジュール、及び撮像ユニット

【課題】レンズアレイ成形用型のレンズ成形面に空気が溜まるのを回避し、成形されるレンズアレイのレンズ部の精度を確保する。
【解決手段】成形材料を圧縮して複数のレンズ部が配列されたレンズアレイに成形するレンズアレイ用成形型は、前記レンズ部をそれぞれ成形する複数のレンズ成形面を含む転写面と、前記転写面と前記成形材料との間に介在する空気を抜く少なくとも一つのベントと、を備え、前記転写面に複数の凹部が配列され、前記レンズ成形面は、前記凹部の底面にそれぞれ形成されており、前記ベントは、前記レンズ成形面を除く前記凹部の内面に開口する。
(もっと読む)
熱制御金型、その製造方法、及び、樹脂成形品

【課題】ひけのない熱制御層が形成され、所期の断熱効果と、金型として充分な精度を有し、かつ、金型として熱履歴を受けても熱制御層にひけが生じる恐れがない熱制御金型を提供する。
【解決手段】金属から構成される金型内部に樹脂からなる熱制御層が形成されている熱制御金型であって、前記金型の熱制御層に該熱制御層を前記金型本体部へ部分的に拡張するほぞ部が設けられている熱制御金型。
(もっと読む)
クランパ収納溝の直下に冷却管を設けた射出成形装置
【課題】クランパの加熱を阻止し、クランパの保持力を一定に保ち、キャビティ内の汚染を防止した成形同時転写品用の射出成形装置を得る。
【解決手段】A金型21とB金型26からなる一対の金型、A金型のキャビティ面に転写シートを配置する第一転写シート送り装置40、A金型のパート面に突出して設けられ、第一転写シート45をクランプする第一クランパ31と、B金型のパート面に形成された第一クランパ収納溝9を備えた射出成形装置であって、第一クランパ収納溝9の直下に第一クランパ用冷却管9を設け、第一クランパ用冷却管の中を冷媒が通過する射出成形装置である。
(もっと読む)
樹脂成形品、床暖房用パネル及び成形金型
【課題】 樹脂成形品にバリが形成された状態であってもバリの影響を受けることなく、樹脂成形品(床暖房用パネル)を隙間なく密着させることができ、また、バリの影響によって樹脂成形品が浮き上がってしまうのを防止することができる樹脂成形品及び該樹脂成形品からなる床暖房用パネルを提供すると共に、これらを成形する成形金型を提供することを課題とする。
【解決手段】 複数の金型片に分割可能に構成された成形金型によって成形される樹脂成形品であって、周端部の少なくとも一部から延出するようにバリが形成される本体部と、該本体部の周端部よりも内側の領域から突出するように形成された突出部とを備え、該突出部よりも外側の領域の本体部と該突出部との間に前記バリが収容される収容部が形成されることを特徴とする。
(もっと読む)
貫流ファン、成型用金型および流体送り装置
【課題】優れた送風能力を発揮する貫流ファン、その貫流ファンの製造に用いられる成型用金型およびその貫流ファンを備える流体送り装置、を提供する。
【解決手段】貫流ファンは、周方向に互いに間隔を隔てて設けられる複数のファンブレード21を備える。ファンブレード21は、内周側に配置され、空気が流出入する内縁部26と、外周側に配置され、空気が流出入する外縁部27とを有する。ファンブレード21には、内縁部26と外縁部27との間で延在する翼面23が形成される。翼面23は、貫流ファンの回転方向の側に配置される正圧面25と、正圧面25の裏側に配置される負圧面24とからなる。ファンブレード21は、貫流ファン10の回転軸に直交する平面により切断された場合に、正圧面25および負圧面24に凹部57,56が形成される翼断面形状を有する。正圧面25には、複数の凹部57(57p,57q)が形成される。
(もっと読む)
タンポンアプリケータアセンブリ用の外筒ならびに形成方法
【課題】使用者の快適性を増すように改良されたタンポンアプリケータアセンブリを形成する単純で低コストの方法を提供する。
【解決手段】外筒をモールド成形した後に外筒の所定領域内に後方テーパー領域を形成することを有している、タンポンアプリケータアセンブリ用の外筒を形成する方法が提供される。この方法は、第1の注型部中で外筒の第1の部分を、第2の注型部中で第2の部分を、第1および第2の注型部が第1の部分の最大外側ディメンションのところで接触するように、モールド成形することと、外筒を第1および第2の注型部から取り出すことと、第2の部分の所定領域内に張り出し領域を形成することとを有している。
(もっと読む)
樹脂歯車及びスロットル装置
【課題】有歯部及び無歯部との境界部の径方向内側に凹所を備える樹脂歯車を対象として有歯部の歯の強度及び成形精度の低下を防止する。
【解決手段】スロットルギヤ32は、ギヤ本体34の外周部に歯81を有する有歯部80及び歯を有しない無歯部83と、有歯部80と無歯部83との境界部90の径方向内側に形成された凹所91とを備え、ギヤ本体34側に設定された射出ゲート95から射出された溶融樹脂により形成される。凹所91の有歯部80側を迂回する溶融樹脂の流れと凹所91の無歯部83側を迂回する溶融樹脂の流れとの合流により生成されたウェルド部116が無歯部83に形成される。凹所91の無歯部83側に、溶融樹脂の流れを迂回させるための貫通孔93が形成される。
(もっと読む)
板状成形体の製造方法
【課題】製造時間の短縮及び製造コストの低減、製造環境の向上が可能であり、さらには軽量化を実現することもできる板状成形体の製造方法の提供を目的とする。
【解決手段】不織布からなる基材10にイソシアネートエマルジョンを含浸させ、イソシアネートエマルジョン含浸後の基材10を金型31の型面間で挟むと共に、型面間の基材10に過熱水蒸気45を吹き付け、過熱水蒸気による加熱で基材10内のイソシアネートを硬化させることによって基材10を金型31の型面形状に賦形し、板状成形体を製造する。製造した板状成形体は、自動車の成形天井や、ドアトリム等の内装部材として好適なものである。
(もっと読む)
モールドを交換するための方法
本発明は、成形装置のモールドを交換するための方法に関する。本方法は、モールドを分離するために、少なくとも、(a)固定手段が各ハーフモールド(20)を解放するために制御される工程と、(b)モールドが単一の搬送可能なサブセットを形成するために一緒に接合される工程と、(c)モールドキャリア(14)が並進運動によって参照位置に配置されたサブセットを取り外すために工程(a)及び(b)の間にこれらの閉位置から開かれる工程と、(d)単一ユニットとしてのサブセットがモールドキャリアの間でその参照位置から取り外される工程とを具備する。 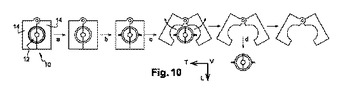 (もっと読む)
(もっと読む)
オフサルミックレンズモールド組立体の製造中における脱型
レンズモールド組立体を脱型する方法、装置及びシステムが開示され、この場合、各々が少なくとも1本のパンチピンを備えたパンチャヘッダの下にレンズモールド組立体を位置決めする。脱型プロセスにおいて、次に、パンチャヘッダを動かしてレンズモールド組立体に当て、各パンチャの少なくとも1本のパンチピンが第1のモールド部分のレンズモールド層を打ち抜き、次に第2のモールド部分の第2のレンズモールド層を押し、それにより2つのモールド部分を互いに分離する。 (もっと読む)
光学素子の製造方法及び画像形成装置
【課題】 光走査装置に用いられる光学素子を射出成形により製造する際、像面湾曲、波面収差、そして走査線の曲がり等の低減が容易な光学素子の製造方法及び画像形成装置を得ること。
【解決手段】 光走査装置に用いられる光学素子の製造方法において、
前記光学素子は、光軸を含む母線の上を光束が通過することなく、かつ射出成形にて作成される光学素子であり、前記光学素子を射出成形する際は、イニシャル成形工程を初めとする種々の工程を用いて成形されること。
(もっと読む)
管体およびDSI成形による管体の製造方法
【課題】2次成形時の変形を抑制でき寸法精度の向上を図る上で有利な管体およびDSI成形による管体の製造方法を提供する。
【解決手段】第1の管体12は第1の接合部20を有し、第2の管体14は第4の接合部26を有する。2つの半管体16は、半管部1602の長さ方向の両端にそれぞれ設けられた第2の接合部22と半管部1602の周方向の両端にそれぞれ設けられた第3の接合部24とを有する。第3の接合部24が合わされることで2つの第1の接合用通路28が設けられる。各第2の接合部22と第1の接合部20が合わされることで第2の接合用通路30が設けられる。各第2の接合部22と第4の接合部26が合わされることで第3の接合用通路32が設けられる。第1、第2、第3の接合用通路に充填された溶融樹脂34により第1、第2の管体と2つの半管体とが接合されて管体10が構成される。
(もっと読む)
自動車用意匠部品
【課題】開口部を有する自動車用意匠部品において、開口部の周囲の意匠面部分に発生するウェルド部を、簡略で且つ低コストな構成で、しかも形成材料たる樹脂材料の種類を問わずに、目立ち難くし得る技術を提供する。
【解決手段】開口部12の周囲の意匠面部分20aに発生するウェルド部22と該意匠面部分20aにおける該ウェルド部22の近傍部位のうちの少なくとも何れか一方に、凹凸立体模様24a、24b,24c,26a,26bを形成して、構成した。
(もっと読む)
電池パック用ケース、その製造方法、電池パック及びその製造方法
【課題】難燃性を確保しながら薄肉部を形成できるようにするとともに、電池パック用ケースの形状が制約されないようにする。
【解決手段】電池パック用ケースは、第1ケース構成部21と、この第1ケース構成部21に結合される部位を有する第2ケース構成部22と、を備えている。第1ケース構成部21と第2ケース構成部22とが互いに結合されることによって電池を収納する空間が形成される。第1ケース構成部21及び第2ケース構成部22は、難燃性の樹脂フィルムからなる第1樹脂部25と、第1樹脂部25の所定の部位を残しつつ、当該第1樹脂部25における前記所定の部位とは異なる部位に樹脂を一体成形した第2樹脂部26と、をそれぞれ備えている。
(もっと読む)
発泡樹脂基材の成形方法並びに成形金型
【課題】表皮を真空貼着してなる積層成形品における発泡樹脂基材の成形方法並びに成形金型であって、発泡樹脂基材に開設するバキューム孔周縁部に形状垂れが生じることがなく、精度の良い成形を可能にする。
【解決手段】発泡樹脂基材21は、キャビティ型50とコア型60で画成されるキャビティC内に発泡樹脂材料Mを射出充填し、その後、キャビティ型50を後退操作して、型クリアランスを拡げて発泡反応を行なわせて成形するが、コア型60に突設するバキューム孔形成用突起63は、型抜き勾配を考慮したテーパー状に形状設定され、更に、バキューム孔形成用突起63に対応するキャビティ型50の型面には、リング状突起52、リブ53、絞模様54等の凹凸部を形成し、キャビティ型50の後退操作時における半成形品Pの追従性を高めることで、バキューム孔23周縁部の形状垂れを抑え、積層成形品20の外観性能並びに手触り感を高める。
(もっと読む)
自動車用樹脂成形品及びその製造方法
【課題】取付部の折り曲げが容易で、しかも、折り曲げ工数が増大したり、折り曲げ後の折り曲げ位置にバラツキが出たりしない自動車用樹脂成形品を提供する。
【解決手段】長尺状のシルカバー本体11と、シルカバー本体11の長手方向に沿って折り曲げ可能に設けられた複数のヒンジ部21と、各ヒンジ部21に連結され、ヒンジ部21の折り曲げによって車体取付位置に位置を変更できる複数の取付部30A〜30Fと、3箇所の取付部30B,30C,30Dの間を連結する連結部32とを備えた。
(もっと読む)
薄型樹脂成型品の補強構造
【課題】成型品の剛性を確保しつつ、同成型品の表面にヒケと呼ばれる窪みが生じることを抑制できるようにする。
【解決手段】モール2の取付面3aをバンパ1の固定面1aに固定することによって同モール2のバンパ1への固定が行われ、その固定を通じてバンパ1に補強部が設けられる。取付面3aは、固定面1aにおけるモール2の長手方向についての形状と同形状となるよう同長手方向において湾曲しているため、上記モール2のバンパ1への固定を的確に同モール2の長手方向に沿って行うことができ、モール2をバンパ1に固定することによる同バンパ1の剛性確保が的確に行われる。また、モール2のバンパ1への固定に関しては、バンパ1が製造時から冷却固化して熱収縮しきってから行うことが可能である。このようにモール2をバンパ1に固定することで、バンパ1にリブ等の補強部を一体形成する場合のように同バンパ1の表面にヒケが生じることを抑制できる。
(もっと読む)
ブロー成形用金型およびブロー成形方法
【課題】少ない金型部品点数で、種々の成形品の仕様に応じてブロー成形することが可能なブロー成形用金型およびブロー成形方法を提供する。
【解決手段】複数のブロック金型14を装着する装着面16を有するベース金型12と、成形品の仕様に応じて選択されて、該装着面16に装着される複数のブロック金型14とを有し、複数のブロック金型14はそれぞれ、前記装着面16に当接可能な底面18と、賦形面を構成する側面20とを有し、ブロー成形すべき成形品の輪郭に適合するように、端面34を突き合わせることにより、全体として環状体28を形成し、環状頂部36がピンチオフ部38を構成するとともに、前記装着面16の前記環状体28の内側部分がキャビティ31を形成し、それにより、該キャビティ31に対向して前記ピンチオフ部38から離間して配置される溶融状態の樹脂材料をブロー成形するのに用いることを特徴とするブロー成形用金型。
(もっと読む)
合成樹脂成形品及びその製造方法
【課題】 表面層と裏面層とを有する合成樹脂成形品であっても、深み感や立体感を現出することができて意匠性を高めることができ、しかも、この成形品の強度を向上させることができる合成樹脂成形品及びその製造方法を提供する。
【解決手段】 本発明の合成樹脂成形品は、第1の合成樹脂組成物71よりなり透明性又は半透明性を有する表面層73と、第2の合成樹脂組成物72よりなる裏面層74と、表面層73と裏面層74との界面に設けられて表面層73及び裏面層74と一体となった界面層シート6とを備えている。前記界面層シート6に、表面層73側が突出し且つその裏側が凹んだ凸曲部61又は表面層73側が凹み且つその裏側が突出する凹曲部62が設けられた。
(もっと読む)
モールドの製造方法
【課題】離型剤をモールド本体の表面に十分に定着させることができるモールドの製造方法を提供する。
【解決手段】(イ)表面に微細凹凸構造が形成されたモールド本体16を作製する工程と、(ロ)モールド本体16の微細凹凸構造が形成された側の表面に、表面の官能基(A)と反応し得る官能基(B)を有する離型剤で処理する工程と、(ハ)工程(ロ)の後、該モールド本体16を加熱加湿処理する工程とを有するモールドの製造方法。
(もっと読む)
241 - 260 / 844
[ Back to top ]